異種材料填充式攪拌摩擦點焊研究
2014-03-12 06:51:04王聯(lián)鳳喬鳳斌朱小剛郭立杰張成林
電焊機 2014年4期
王聯(lián)鳳,喬鳳斌,朱小剛,郭立杰,張成林,王 卓,賴 鷗
(1.上海航天設(shè)備制造總廠,上海200245;2.南寧南車鋁材精密加工有限責任公司,廣西南寧 530000)
0 前言
填充式攪拌摩擦點焊FSpW(Refill Friction Stir Spot Welding)是基于攪拌摩擦焊發(fā)展而來的一種新型點狀固相連接技術(shù),具有高質(zhì)高強、變形小、能耗低等優(yōu)點。
Mazda公司在1993年開發(fā)的匙孔攪拌摩擦點焊主要包括壓入、連接和回撤三個過程[5]。德國GKSS在1999年提出了填充式攪拌摩擦點焊技術(shù)(FSpW),填充式攪拌摩擦點焊焊接鋁合金等輕金屬合金時具有以下優(yōu)點:與電阻點焊相比,連接過程產(chǎn)生的熱輸入較少,焊縫區(qū)域熱變形較小,焊接接頭結(jié)合強度較好,焊點質(zhì)量穩(wěn)定;填充式攪拌摩擦點焊不需要如鉚釘?shù)容o助材料,焊接前準備過程簡單,適用范圍廣;填充式攪拌摩擦點焊不產(chǎn)生灰塵和煙霧、電磁和噪聲污染,不會像鉚接產(chǎn)生多余廢物[1]。
該技術(shù)在鋁合金和鎂合金等輕量化材料連接方面優(yōu)勢明顯,異種材料的連接成為其應(yīng)用限制因素。為了解決常用的鋁合金和不銹鋼點狀連接問題,上海航天設(shè)備制造總廠進行了鋁合金中6061-T6和不銹鋼中0Cr18Ni9Ti的填充式攪拌摩擦點焊技術(shù)研究,為異種材料的點狀連接問題提供了新的方法,這使得填充式攪拌摩擦點焊技術(shù)必將在新一代航空航天飛行器、船艦、高速列車車體及新能源汽車等產(chǎn)品的制造中發(fā)揮越來越重要的作用[2]。
1 FSpW技術(shù)研究現(xiàn)狀
FSpW技術(shù)原理如圖1所示,主要分為四個階段。
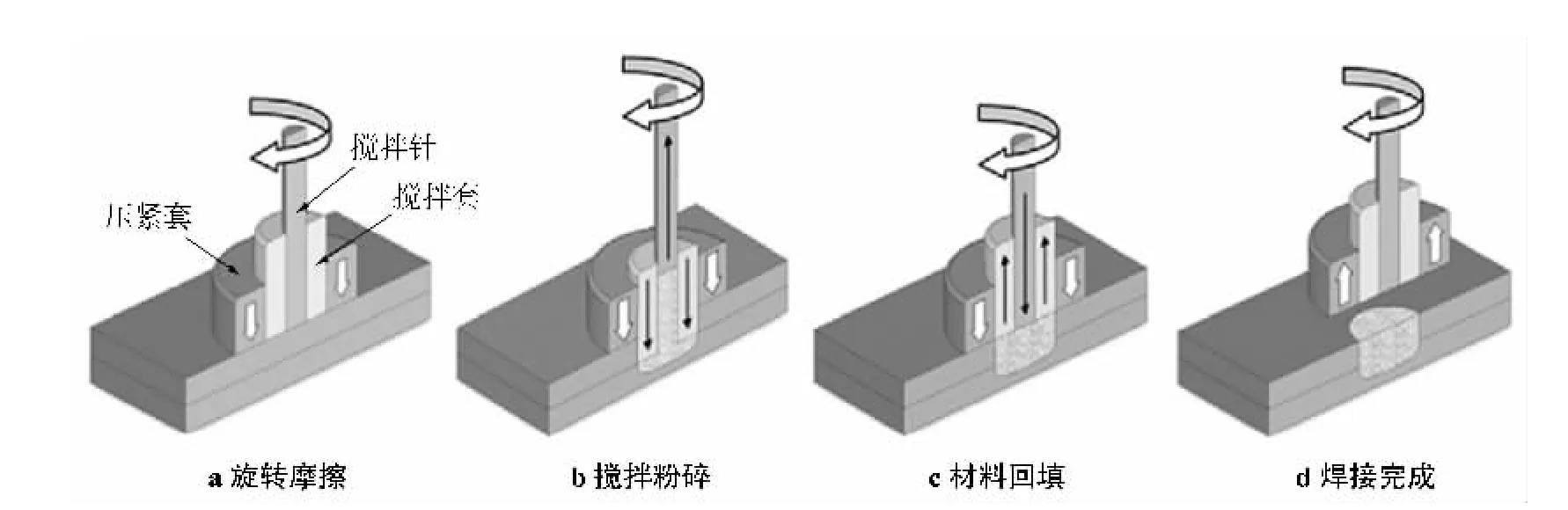
圖1 填充式攪拌摩擦點焊[3]
(1)旋轉(zhuǎn)摩擦:壓緊套壓緊工件,攪拌針和攪拌套同步旋轉(zhuǎn),對待焊試件摩擦加熱。
(2)攪拌粉碎:攪拌套高速旋轉(zhuǎn)壓入待焊試件內(nèi)部,同時攪拌針旋轉(zhuǎn)上升,材料被擠入攪拌針、攪拌套及待焊試件形成的封閉空腔。
(3)材料回填:攪拌套旋轉(zhuǎn)上升,攪拌針旋轉(zhuǎn)下壓,將塑性材料擠回待焊試件。
(4)平整完成:攪拌針和攪拌套下表面平齊后進行平整表面,然后壓緊套、攪拌針和攪拌套一起脫離試件表面,試件上下板焊點連接完成。
填充式攪拌摩擦點焊設(shè)備相對匙孔攪拌摩擦點焊較復雜,焊點表面平整,氣密性較好。
目前國內(nèi)研究填充式攪拌摩擦點焊技術(shù)的單位有上海航天設(shè)備制造總廠、天津大學、哈爾濱工業(yè)大學和上海交通大學等。尤其是上海航天設(shè)備制造總廠針對FSpW技術(shù)的設(shè)備研發(fā)和工程化應(yīng)用進行了深入地研究,成功研制出國內(nèi)首臺基本型填充式攪拌摩擦點焊設(shè)備、機器人型攪拌摩擦點焊設(shè)備、集點焊與摩擦焊一體的設(shè)備、點點焊與摩擦焊雙機頭機床設(shè)備及移動式柔性高鐵專用點焊設(shè)備,如圖2所示。
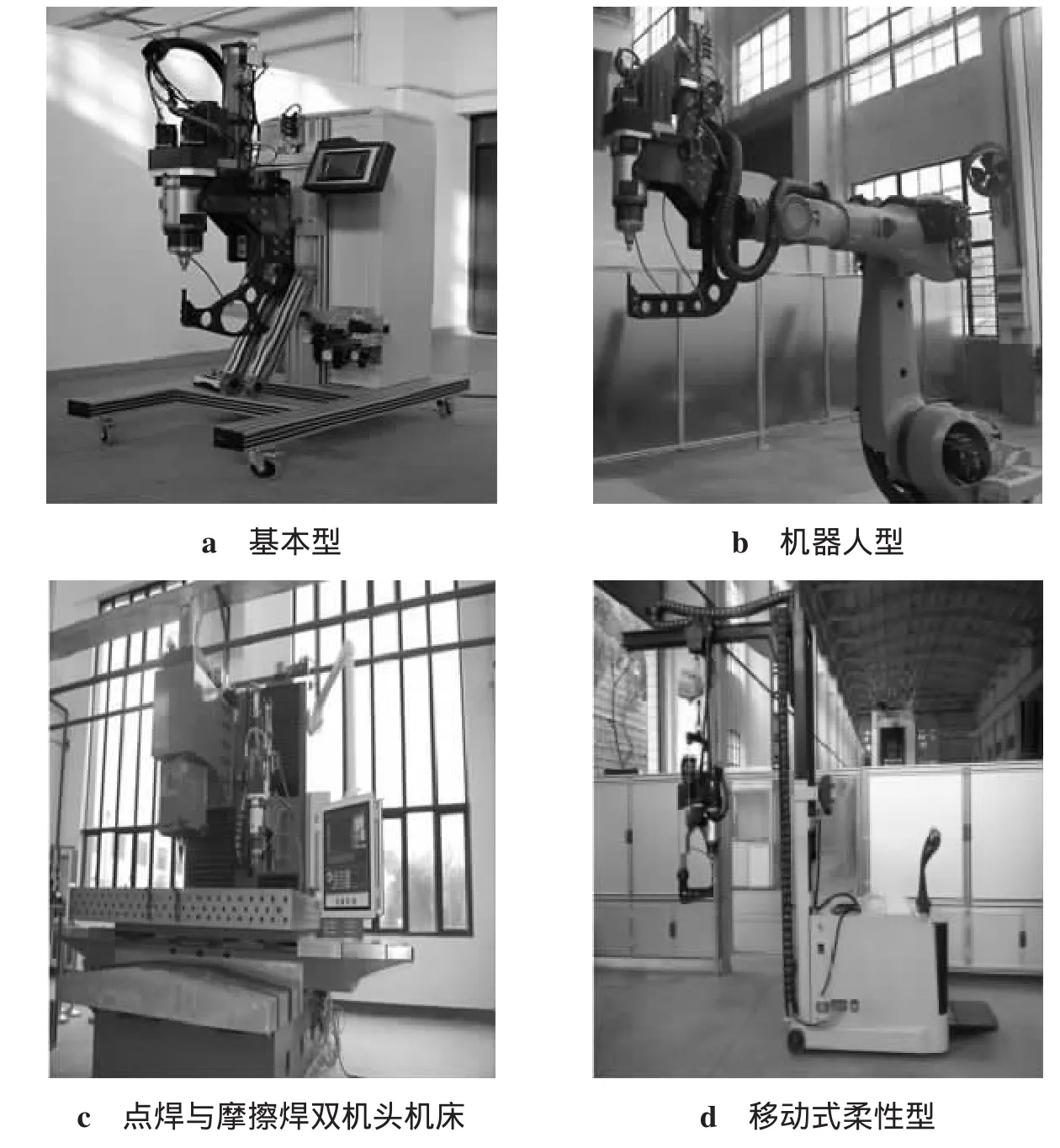
圖2 填充式攪拌摩擦點焊設(shè)備
上海航天設(shè)備制造總廠加強了FSpW技術(shù)的工程化應(yīng)用研究,進行了常用2系、5系、6系、7系等鋁合金、多層板鋁合金、銅合金等基礎(chǔ)工藝研究。國內(nèi)相關(guān)高校如天津大學、哈爾濱工業(yè)大學、上海交通大學積極開展相關(guān)基礎(chǔ)預研,并在上海航天設(shè)備制造總廠研制的設(shè)備上進行了一些工藝試驗。
2 異種材料FSpW探索研究
2.1 試驗方法
試驗采用材料為2mm的鋁合金6061-T6和2mm的不銹鋼0Cr18Ni9Ti(150 mm×25 mm),試驗采用搭接接頭。剪切試樣和十字形拉伸試樣分別按照工業(yè)標準Q/RJ 337-2012《變形鋁及鋁合金填充式攪拌摩擦點焊通用技術(shù)條件》和Q/RJ338-2012《變形鋁及鋁合金填充式攪拌摩擦點焊工藝規(guī)范》進行加工。
試驗設(shè)備采用基本型攪拌摩擦點焊機FSpWSK-002,攪拌工具為該廠自主研制針對特殊材料高強型專用攪拌工具FSpW-GJ-003。
焊前鋁板試樣用丙酮擦拭,去除油污等雜質(zhì)。點焊時選用的工藝參數(shù)中,轉(zhuǎn)速n、焊接時間t和壓入深度h可通過人機操作界面中的焊接菜單進行編輯設(shè)置;軸向壓力F可通過氣液增力缸控制閥進行調(diào)節(jié)。焊接完成之后,沿垂直于焊縫的方向切割試樣,進行金相制備和分析截面形貌;在OBSERV-ER.D1m和DISCOVERY.V20顯微鏡下進行微觀組織分析。拉伸試驗在CMT-5305型萬能試驗機上進行。
2.2 攪拌工具
研制的攪拌工具采用分離的攪拌針、攪拌套和壓緊套結(jié)構(gòu),如圖3所示。研制的常規(guī)攪拌工具(攪拌套外徑9 mm)焊接壽命可達20 000點以上,達到國內(nèi)外領(lǐng)先水平。

圖3 填充式攪拌摩擦點焊攪拌工具
對特殊材料高強型專用攪拌工具需要從結(jié)構(gòu)設(shè)計、材料選擇、熱處理工藝以及表面處理等方面綜合考慮,并結(jié)合焊接工藝參數(shù)的優(yōu)化,完成鋁合金6061-T6和不銹鋼0Cr18Ni9Ti填充式攪拌摩擦點焊連接。
2.3 試驗結(jié)果
2.3.1 點焊接頭
如圖4所示,點焊接頭表面平整光滑,無退出孔、飛邊、毛刺等表面缺陷。
點焊接頭截面如圖5所示,點焊接頭有明顯的分界面,一般也稱為粘連韌帶(Bonding ligament),這一界面其實是上板和下板的結(jié)合面經(jīng)塑性流動后形成的,其附著粘附力很好,抗力很高,類似于熔焊中的夾雜。
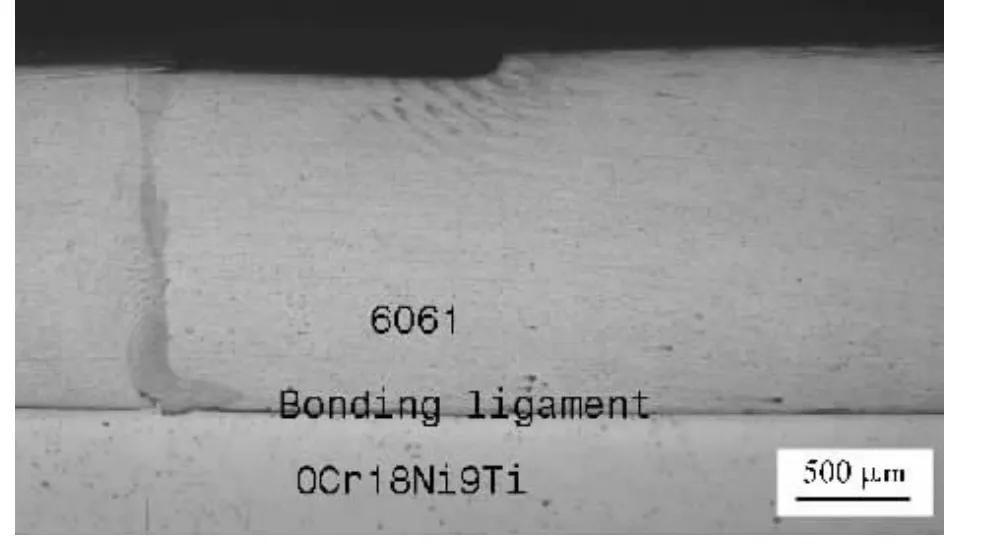
圖5 點焊接頭截面
2.3.2 優(yōu)化工藝參數(shù)的抗剪強度
根據(jù)影響抗剪切性能的工藝參數(shù)進行優(yōu)化,并在旋轉(zhuǎn)速度為1 800 r/min,壓入深度為2.3 mm,軸向壓力15.65 kN,焊接時間7.5 s的條件下,進行五組抗剪切性能試驗,試驗結(jié)果表明,優(yōu)化參數(shù)下抗剪切性能最佳,最大剪切載荷可達8 141 N。
3 結(jié)論
以鋁鋼異種材料6061和0Cr18Ni9Ti為研究對象,通過對2 mm板厚的試件攪拌摩擦點焊接頭進行性能試驗,點焊接頭表面光滑平整,在轉(zhuǎn)速1 800r/min,壓入深度2.3mm,軸向壓力15.65 kN,焊接時間7.5 s的焊接工藝參數(shù)下,抗剪切性能最佳,最大剪切載荷可達8 141 N。
因攪拌工具焊接鋼材較為困難,關(guān)于異種材料特別涉及鋼的FSpW性能研究鮮有公開。針對航天、汽車工業(yè)領(lǐng)域等對鋁鋼異種材料點焊焊接的急切應(yīng)用需求,選用也是較為常用的材料6061-T6和0Cr18Ni9Ti進行FSpW性能研究,為該技術(shù)在工業(yè)上應(yīng)用做前瞻性探索。目前異種材料的點焊正在進行深入工藝研究和專用攪拌工具研制,相關(guān)汽車及交通行業(yè)領(lǐng)域用戶單位已與上海航天設(shè)備制造總廠進行接洽,開始工程化應(yīng)用研究。
[1]王聯(lián)鳳,朱小剛,喬鳳斌,等.Al-Mg合金填充式攪拌摩擦點焊性能研究[J].焊接學報,2014,35(2):99-105.
[2]喬鳳斌,朱小剛,王聯(lián)鳳,等.填充式攪拌摩擦點焊技術(shù)應(yīng)用現(xiàn)狀[J].電焊機,2013,43(10):1-5.
[3]Arbegast William J.Friction stir welding and aircraft applications.AdvancedMaterialsProcessingCenter(AMP),South Dakota School of Mines and Technology(SDSMT),2007.
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
經(jīng)濟技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業(yè)設(shè)計(2016年12期)2016-04-16 02:52:00
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00
消費者報道(2014年7期)2014-07-31 11:23:57
