超大厚度5A06鋁合金板攪拌摩擦焊縫性能及組織分析
2014-03-12 06:51:00夏佩云劉洪斌
電焊機 2014年4期
關鍵詞:焊縫
夏佩云 ,徐 奎 ,王 毅 ,劉洪斌 ,趙 理
(1.上海航天設備制造總廠,上海200245;2.中國電子科技集團第十四研究所,江蘇南京210039;3.上海汽車集團股份有限公司乘用車分公司,上海201804)
0 前言
攪拌摩擦焊FSW(friction stir welding)是由英國焊接研究所于20世紀90年代發明的一種固態塑性連接方法,尤其適用于鋁合金、鈦合金、鎂合金等輕質合金的焊接。它是通過高速旋轉的攪拌工具扎入被焊材料,使其產生塑性變形,在軸肩的頂鍛作用下形成密實焊縫。攪拌摩擦焊在鋁合金焊接中具有高可靠、低變形的優點,近年來隨著航天、軍工和汽車等行業對鋁合金等輕質金屬、難焊金屬材料的需求增加,推動了攪拌摩擦焊接技術的發展,現已成為21世紀國內外焊接技術研究的熱點之一[1-2]。
目前,國內外對于鋁合金的攪拌摩擦焊研究,單道對接焊厚度一般為1~20 mm,獲得的焊縫性能較好,但對于單道焊厚度超過20 mm的鋁合金板焊接技術研究很少,其原因在于厚板鋁合金攪拌摩擦焊的焊接難度較大[3],采用常規厚度的攪拌工具、焊接工藝和焊接設備時,一方面無法實現焊接,另一方面獲得的焊縫性能較差。但厚度大于20 mm的鋁合金板在國防工業中的應用十分廣泛,例如相控陣雷達面板。隨著新一代艦載雷達研制,雷達面板的設計最大厚度達到了105 mm,尺寸達到4.5 m×4.5 m。目前,國內尚無該大型尺寸的板材供應和相應的研制技術,只能通過小型板材拼接成大尺寸板材,作為雷達面板毛坯材料。本研究針對105 mm厚度的5A06鋁合金厚板進行攪拌摩擦焊試驗,采用雙面焊接方法單道焊接55 mm,通過設計合理的攪拌工具、焊接工藝參數,獲得了表面成形良好、內部質量優良的焊縫,并進行超大厚度攪拌摩擦焊縫微觀組織分析和力學性能分析,研究厚板鋁合金攪拌摩擦焊厚度方向熱形態分布,為指導參數選型和攪拌工具設計、實現該技術在雷達面板產品中的應用具有重要的實際意義。
1 試驗材料和方法
1.1 試驗材料
焊接試驗用材料為105 mm厚5A06鋁合金軋制板材,試板尺寸規格為1 000 mm×150 mm,焊接長度1 000 mm,試板材的主要成分如表1所示。

表1 5A06鋁合金主要化學成分 %
1.2 攪拌工具
攪拌工具是攪拌摩擦焊技術的核心,它的形狀和尺寸直接決定其摩擦產熱和待焊金屬的塑性流動。結構設計合理的攪拌工具會提高焊接區的摩擦產熱,并促進焊縫金屬產生塑性流動。在此采用的攪拌工具其針部設計為錐度的螺紋結構,旋轉的同時對待焊材料產生向下的頂鍛壓力,以致形成密實的焊縫。試驗采用的攪拌工具軸肩直徑60 mm,攪拌針直徑25 mm,長度55 mm。
1.3 試驗過程
在自行研制的重載攪拌摩擦焊設備上進行攪拌摩擦焊試驗。焊接方式為雙面對接焊,單面焊接55mm,雙面焊接厚度105 mm。先進行一面焊接,翻身后再進行另一面的焊接。
焊接時,攪拌工具高速旋轉扎入待焊板材,當攪拌工具軸肩壓入量達到0.5~1.0 mm后,停留預熱1 min起焊。工藝參數:攪拌工具旋轉速度600 r/min,焊接速度20 mm/min。焊接后,沿焊縫橫向分別截取拉伸試樣和金相試樣。拉伸實驗設備為XYB305C電子拉伸試驗機,金相試樣觀察設備為Olympus-MPG3型光學顯微鏡(OM)。
2 試驗結果和分析
2.1 焊縫外觀
焊縫表面具有均勻細致的弧形紋路,兩側存在因攪拌工具扎入而擠出的金屬形成的飛邊。焊縫表面呈黑灰色,這是由于為了抑制軸肩產熱過大,在焊接過程中施加水冷卻,導致表面金屬氧化,如圖1所示。通常采用攪拌摩擦焊接厚板,表面通過機加工的方法去除氧化金屬。

圖1 5A06鋁板攪拌摩擦焊表面成形情況
2.2 焊縫力學性能
對焊接接頭進行取樣拉伸試驗分析,取樣位置如圖2所示,A面與B面焊接工藝參數一致,因此取A面和中間部位試樣各3塊,測量結果見表2。

圖2 截取試樣位置示意
由表2可知,中間部位焊縫抗拉強度和延伸率均優于上部焊縫力學性能,經產熱分析,上部焊縫與中部焊縫相比,除同樣受到攪拌針的產熱作用以外,還有較多熱量來至軸肩產熱,因此上部焊縫材料過熱,從而影響了接頭組織,降低了接頭的力學性能。
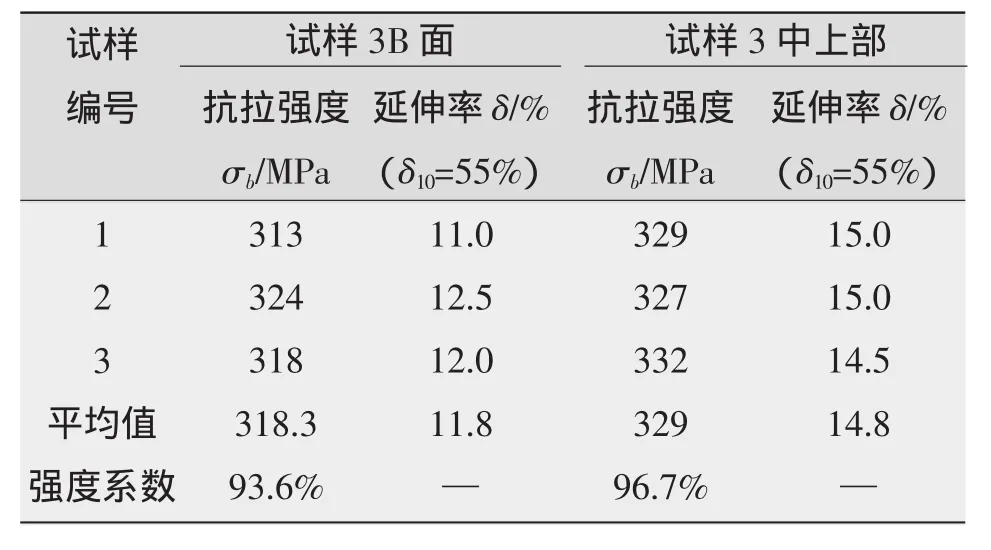
表2 接頭拉伸性能
2.3 焊縫顯微組織分析
圖3為雙面焊接105 mm厚度焊縫橫截面形貌,可以看出正反面焊縫基本對稱,具有部分重疊。軸肩的直徑大,作用的直徑范圍較大,近表面的焊縫寬度較大,而下方攪拌針作用的區域焊縫寬度基本一致。
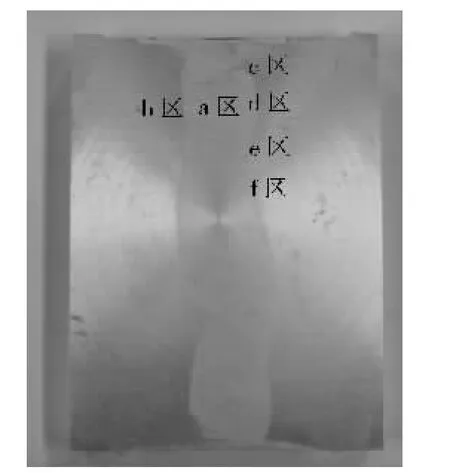
圖3 105 mm焊縫橫截面宏觀形貌
圖4為焊核區金相組織照片,該區域受到攪拌針劇烈摩擦產熱經歷高溫,組織發生動態再結晶。但由于攪拌針旋轉、剪切產生的機械作用相比熱影響區和熱力影響區而言更為劇烈,發生再結晶的晶粒來不及長大就在攪拌針的機械作用下發生破碎,金相組織呈現為細小的等軸晶組織。
b區域微觀組織如圖5所示。由圖5可知,熱力影響區域近焊核區存在較小的等軸晶區,這是由于材料在攪拌針表面塑態鋁的粘附作用下,發生了局部破碎和粘附長大。而其他區域的組織受到攪拌針的剪切作用,發生了一定程度的彎曲變形,并且受到焊接循環作用,在板條狀組織內存在部分回復晶粒組織。熱影響區材料未受到攪拌針的機械作用,僅僅受到焊接熱循環的作用,不產生變形,經受的焊接熱作用較小,僅發生回復,不發生動態再結晶,其亞晶粒仍保持等軸狀,形成大小不均勻,如圖6所示。
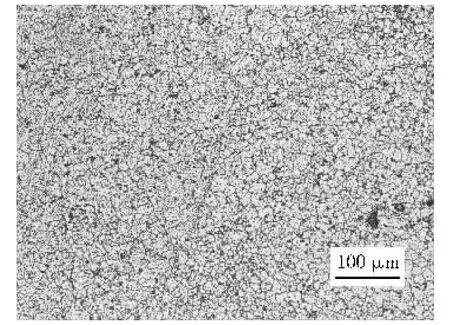
圖4 焊核區(a區)微觀組織
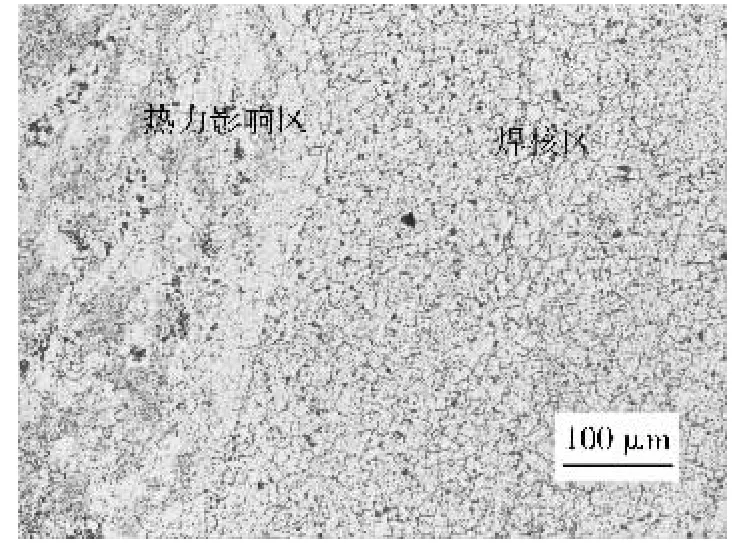
圖5 b區域微觀組織
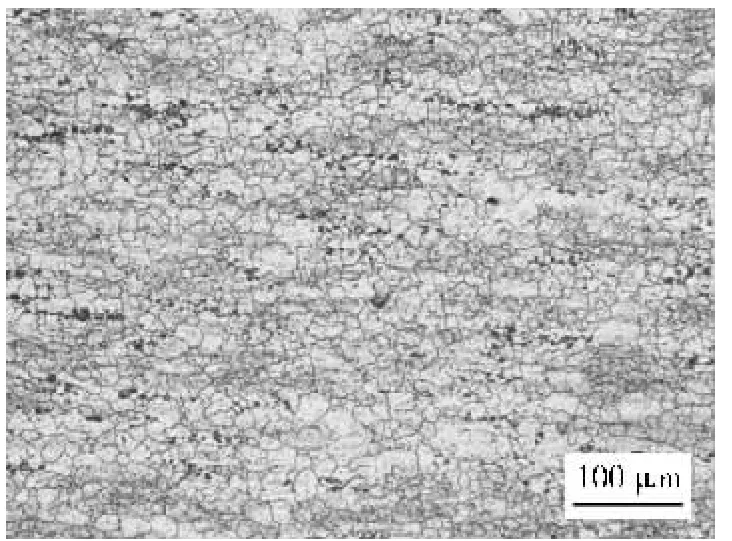
圖6 熱影響區微觀組織
在圖3中的c、d、e、f不同厚度位置截取了小型金相試樣,顯微組織如圖7所示,微觀組織出現了較大的差異。越靠近攪拌針底部,晶粒越致密、細小,越接近焊縫表面的焊縫組織越疏松、粗大。厚板焊接時,通常為了滿足底部材料對焊接能量的需求,采用較高的轉速;為了降低攪拌工具的受力,采用較低的焊接速度,由此,底部焊縫由于帶錐度螺紋的攪拌工具產生的向下的頂鍛作用組織致密,而上部材料由于溫度過高,組織較為粗大。另外,由于攪拌工具螺紋結果產生的向下泵吸作用,組織較為疏松。對上部焊縫微觀組織進行放大,發現局部焊縫內部存在微小的孔洞,尺寸約3 0 μm,如圖8所示。
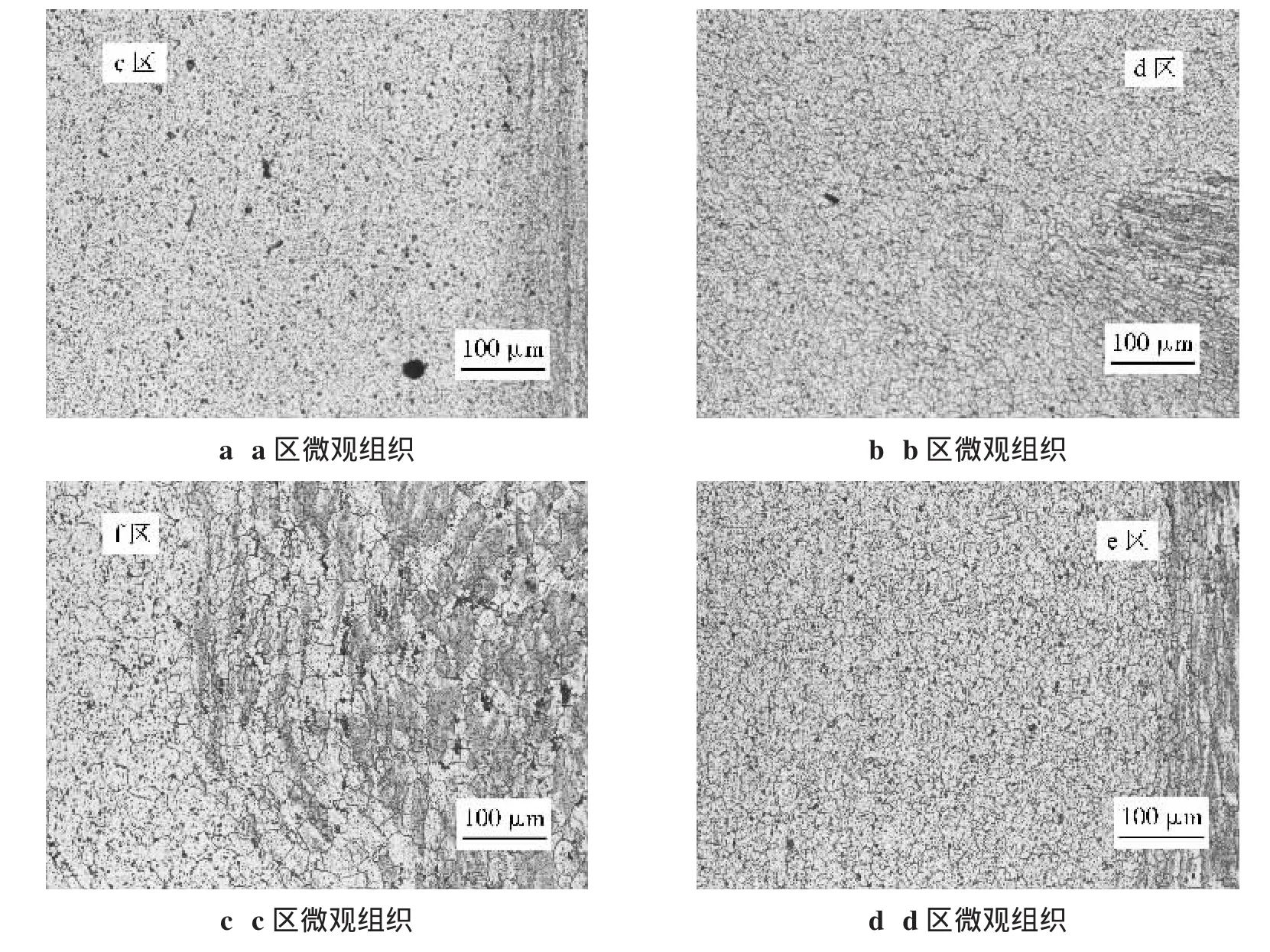
圖7 焊縫微觀組織(200×)

圖8 上部焊縫中微小孔洞
通過金相組織分析,進一步解釋了上部焊縫性能低于中間部位的焊縫性能。可見要解決超大厚度鋁板的攪拌摩擦焊接技術難題,關鍵在于提高厚板焊縫強度的均勻性。通過理論分析,一方面必須設計特殊結構的攪拌工具,提高上部焊縫的致密性;一方面改善厚度方向溫度梯度,使厚板焊縫沿厚度方向獲得比較均勻的焊縫組織。
4 結論
(1)采用雙面焊接方法成功實現了105 mm厚5A06鋁合金板的攪拌摩擦焊接,焊縫的抗拉強度達到了318.3 MPa以上,強度系數超過了93.6%,延長率達到了11.0%以上。
(2)超大厚度鋁合金攪拌摩擦焊縫沿厚度方向力學性能存在差異,上部焊縫抗拉強度與延伸率均低于中部焊縫性能。
(3)超大厚度鋁合金攪拌摩擦焊縫沿厚度方向組織存在較大差異,越靠近焊縫表面組織越粗大、疏松,中部焊縫組織致密、細小。
[1]季亞娟,欒國紅,嚴 鏗.5A05(LF5)鋁合金攪拌摩擦焊接頭的組織和性能[J].焊接技術,2005,34(4):15-17.
[2]王大勇,馮吉才,王攀峰.攪拌摩擦焊接Al-Li合金接頭的微觀組織及力學性能[J].金屬學報,2004,40(5):504-508.
[3]周鵬展,鐘 掘,賀地求,等.2519厚板攪拌摩擦焊接工藝組織分析[J].中南大學學報,2006,37(4):114-118.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
