內排屑深孔鉆頭熱分析與深孔鉆頭溫度的在線檢測控制系統設計
2014-03-09 03:31:48黃健陳忠仁徐平凡
機床與液壓 2014年10期
關鍵詞:變頻器
黃健,陳忠仁,徐平凡
(中山職業技術學院,廣東中山 528404)
內排屑深孔鉆頭熱分析與深孔鉆頭溫度的在線檢測控制系統設計
黃健,陳忠仁,徐平凡
(中山職業技術學院,廣東中山 528404)
根據深孔鉆削系統存在的熱變形問題,利用ANSYS軟件對干式內排屑深孔鉆頭進行熱工分析。根據熱分析結論,設計了一套自動降低鉆頭溫度的裝置。該裝置應用PT100溫度模塊完成數據的實時采集,并根據溫度信號的大小,通過PLC自動調整深孔鉆頭的運行狀態,實現深孔鉆削系統的自動溫度調節控制、手動/自動模式切換等功能。該裝置具有良好的可擴展性、靈活性和可靠穩定性。
深孔鉆削;熱工分析;轉速;進給量;PLC控制
深孔鉆床的加工精度與主軸鉆頭和工件的變形量存在著密切關系,而熱變形是其中最重要的成分[1-2]。所以,改善鉆頭和工件的熱變形就顯得尤為突出了。利用ANSYS軟件對干式內排屑深孔鉆頭進行熱工分析,可給出干式深孔鉆頭刀面切削溫度與轉速、進給量的變化曲線,據此給出干式深孔鉆頭的控制方法:用壓縮空氣作冷卻介質,采取刀具的轉速控制和刀具的進給控制聯合機制來配合刀具的降溫,可達到刀具的比較理想的降溫效果。
1 基本假設與有限元模型的建立
考慮到內排屑深孔切削過程中的復雜性,為突出主要問題,在內排屑深孔切削熱模型建立前作如下假定:鉆頭橫截面形狀為s1×s2的矩形,單刃,溫度沿截面分布均勻,鉆頭兩端和側面的放熱服從牛頓定律,傳熱系數不隨溫度的變化而變化,工件和深孔鉆頭材料的溫度特性及密度是均勻的,鉆頭材料的熱物理性能與溫度無關,在用ANSYS模擬時忽略用于改變金屬晶格約3%的能量損失。
為了簡化模型、便于分析,切屑的影響不予考慮,把鉆頭切削刃作為發熱面。在單位時間內傳入刀具上的熱量是固定的[3],而刀具面與周圍環境的熱傳導速率隨著溫度升高而加快,當刀具溫度系統、熱流密度和對流換熱速率相等時,刀具溫度場會達到一個平衡狀態[4]。設內排屑深孔鉆頭長為250 mm、直徑20 mm,內孔直徑10 mm,采用第二類邊界條件[5],設環境溫度為20℃,對流換熱系數為10W/(m2·℃),深孔鉆頭耐受溫度最高為605℃,轉速400~900 r/min,進給量0.03~0.09 mm/r。在ANSYSWorkbench中建立三維模型并劃分網格,取單元長0.05 mm均勻劃分網格。由于鉆頭發熱的模擬時間取20 min,因而取時間步長為 0.5 s是適當的[6]。
在ANSYS的Design Exploration模塊中進行內排屑深孔鉆頭形狀優化,在ANSYS的FLUENT模塊中進行內排屑深孔鉆頭溫度場模擬求解。查看求解結果,在ANSYS界面下內排屑鉆頭兩個不同STEP下溫度場分布如圖1所示。
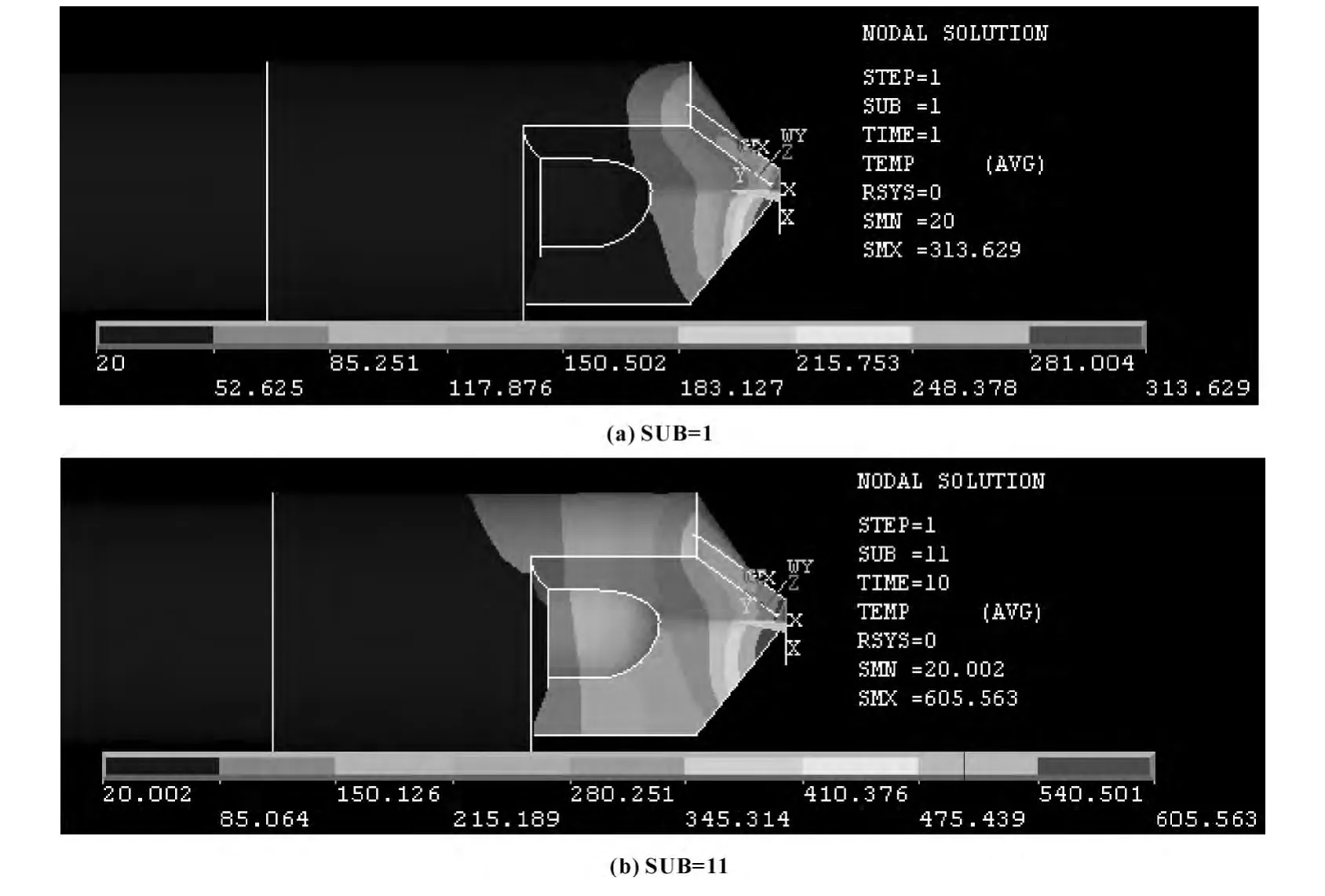
圖1 Ansys界面下內排屑鉆頭兩個不同STEP下溫度場分布示意圖
在計算收斂的前提下最終得到三維應變狀況下的深孔加工過程模擬結果,查看模擬結果,提取工況n=600 r/min,f=0.05 mm/r下溫度與轉速、進給量的分布曲線,分別如圖2、圖3所示。
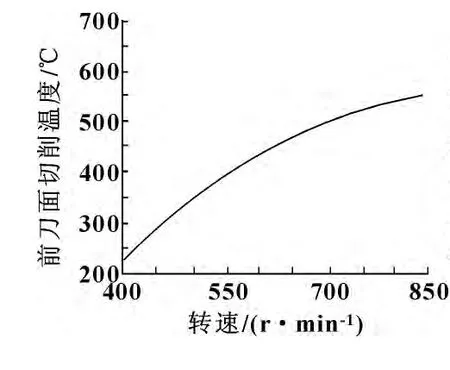
圖2 內排屑深孔鉆前刀面切削溫度隨轉速變化曲線(f=0.05 mm/r)
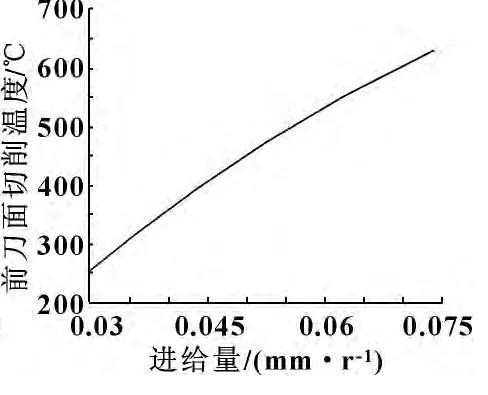
圖3 內排屑深孔鉆前 刀面切削溫度隨 進給量變化曲線(n=600 r/min)
從圖2、圖3可以看出:內排屑深孔鉆的切削溫度隨著進給量和轉速的增大都呈增大趨勢,鉆頭轉速n及進給量f對最高切削溫度的影響大,當切削速度增大時,切削過程中溫度隨切削速度的增大明顯上升;當進給量增大時,切削過程中溫度隨進給量的增大明顯上升。
這個結論為后續的深孔鉆頭的溫度控制提供了依據。
2 刀具溫度的自動檢測與控制方案
2.1 深孔鉆的加工原理
圖4所示為BTA深孔鉆在普通車床上的工作情況。
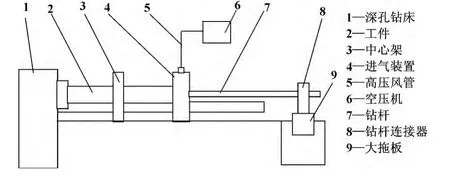
圖4 深孔加工原理
被加工工件由車床上的中心架3定位并夾緊。鉆孔加工時,工件2由主軸的夾頭夾緊并在主軸帶動下旋轉,鉆桿7則由大拖板9帶動作進給運動。機床工作臺上安裝了進氣裝置4,并通過O形密封圈與工件右端面密封連接。壓縮空氣由進氣裝置4的進氣口注入,經過鉆桿7的外徑與孔壁間的縫隙流入切削區,對刀具進行冷卻,切屑隨壓縮空氣一起由鉆桿內孔通過鉆桿尾部出口排出。壓縮空氣壓力不小于150 kPa,切削用量可選用轉速n=600~900 r/min,進給量f=0.05~0.09 mm/r。由于鉆桿較長,容易變形,因此在機床導軌上可安裝活動的中心支承,可對鉆桿的任意位置進行支承。
2.2 溫度傳感器的測量位置
為保證冷卻效果和排屑順暢,壓縮空氣應保持適當的壓力和流量。加工小直徑深孔時可采用高壓力、小流量;加工大直徑深孔時可采用低壓力、大流量[7]。切屑和熱空氣從排屑桿中間排出,這種方式排屑效果好。溫度傳感器的測量位置放置:根據實驗,把PT100的感溫桿放置于切屑出口處,并接觸到鉆屑和熱空氣,如圖5所示,測量所得到的溫度值最大,準確度高。
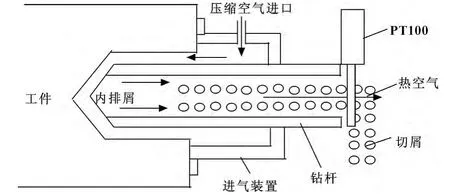
圖5 PT100放置位置示意圖
開始鉆削時,應首先打開空壓泵,然后起動車床,走刀切削;鉆孔結束時,應首先停止走刀,然后停車,最后關閉空壓泵。
2.3 控制系統
如圖6所示,控制系統采用PLC控制,工作時,空壓機把高壓氣體壓入鉆孔對鉆頭冷卻,并把鉆屑帶出,溫度傳感器PT100置于鉆桿出屑口處。PLC通過FX2N-4AD-PT溫度模塊得到鉆頭的溫度值[8],比較分析后通過變頻器和進給電機驅動器分別控制主軸電動機和進給電機,控制主軸轉速和鉆頭的進給量,以達降低鉆頭溫度的目的[9]。
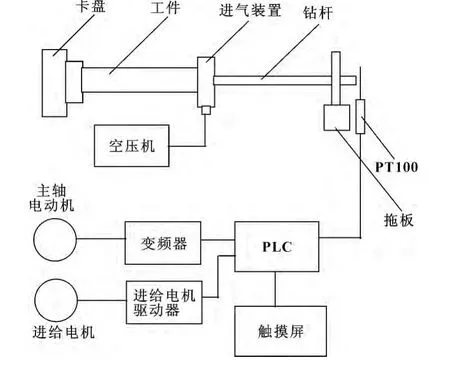
圖6 深孔鉆削控制系統
3 PLC控制系統軟件設計
控制程序設置為手動控制和自動控制兩個方式。
3.1 手動擋操作
先確定系統開啟,各項指標正常并處于待機模式。在觸摸屏上將“自動/停止/手動”旋鈕置于“手動”位置上,系統只在PLC配合下手動工作,鉆頭主軸電動機的變頻器不參與工作。手動操作適用于深孔鉆床的檢修調式及變頻器出故障時使用,也可直接鉆削淺孔時使用。手動啟動與停止分別由其對應的“啟動”和“停止”按鈕完成,并點亮或熄滅指示燈。
3.2 自動擋操作
將觸摸屏操作面板上的按鈕置于“自動”位置上,此時系統在PLC控制下自動工作,只需調整前面板上的“轉速”和“進給量”來進行所需要的鉆削參數選擇。PLC會根據設定的鉆削轉速和進給量值自動工作,當鉆頭溫度低于600℃時,PLC無需調節主軸電動變頻器的工作參數及進給電動機的驅動器參數;當鉆頭溫度超過600℃時,PLC自動降低變頻器的工作頻率及進給電動機的驅動脈沖數,以降低鉆頭轉速和減少進給量。當鉆頭溫度繼續超過600℃時,PLC再次降低變頻器的工作頻率及進給電動機的驅動脈沖數,直至降低鉆頭轉速和進給量至零值,保護鉆頭不會因為溫度過高而損壞。如果鉆頭溫度減少并降低到600℃之下時,PLC把轉速和進給量恢復到正常值。
若將“自動/停止/手動”旋鈕置于“停止”位置上,系統的自動模式停止,進入待機狀態。
4 結束語
采用三菱PLC設計的深孔鉆頭降溫裝置,能夠根據深孔鉆頭的溫度信號自動調整深孔鉆頭的運行狀態,實現了深孔鉆系統的自動溫度調節控制,手動/自動兩種工作模式,具有硬件連接方便、軟件也易實現等特點。該裝置具有良好的可擴展性、靈活性和可靠穩定性,具有較好的推廣應用價值。
[1]LIN Z,CHANG J.The Building of Spindle Thermal DisplacementModel of High Speed Machine Center[J].The International Journal of Advanced Manufacturing Technology,2007,34:556 -566.
[2]仇健,劉啟偉,李曉飛,等.臥式數控機床主軸溫度場分布及對機床熱變形的影響[J].制造技術與機床,2011(8):114-119.
[3]RAO P K Ramakrishna,SHUNMUGAM M S.Accuracy and Surface Finish in BTA Drilling[J].International Journal of Production Research,1987,25(1):3l-44.
[4]FRAZAO J,CHANDRASHEKHAR S,OSMAN M O M,et al.On the Design and Development of a New BTA Tool to Increase Productivity and Workpiece Accuracy in Deep Hole Machining[J].The International Journal of Advanced Manufacturing Technology,1986,1(4):3 -23.
[5]楊世銘,陶文銓.傳熱學[M].北京:高等教育出版社,1998.
[6]朱紅均,林元華,謝龍漢.FLUNT流體分析及仿真實用教程[M].北京:人民郵電出版社,2010.
[7]王魁漢.溫度測量實用技術[M].北京:機械工業出版社,2007.
[8]三菱.FX系列特殊功能模塊用戶手冊[M].
[9]徐濾非.PLC在溫度控制系統中的應用[J].現代電子技術,2004,27(13):62 -63.
Thermal Analysis and Design of Online Detecting and Controlling System for Deep-hole Drill Tem perature
HUANG Jian,CHEN Zhongren,XU Pingfan
(Zhongshan Vocational and Technical College,Zhongshan Guangdong 528404,China)
Thermal analysis of dry deep-hole drill was done by using ANSYS software,according to the thermal deformation problem existed in deep-hole dill system.According to the conclusion from thermal analysis,a set of device was designed which was used to reduce the temperature of dill automatically.In the device,PT100 temperaturemodule was used to complete real time collection of data,and according to the size of temperature signal,the operational state of deep-hole drillwas adjusted automatically through PLC.The function of automatically adjusting control of temperature for the deep-hole drill system and switching ofmanual/automatic modes were implemented.This device has good expansibility,agility,reliability and stability.
Deep-hole drill;Thermal analysis;Speed of rotation;Feed distance;PLC control
TP216
B
1001-3881(2014)10-194-3
10.3969/j.issn.1001 -3881.2014.10.059
2013-04-10
黃健 (1967—),男,本科,高級工程師,主要研究方向為檢測技術及自動化裝置。E-mail:435027106@qq.com。
猜你喜歡
消費電子(2022年6期)2022-08-25 09:47:16
鍛壓裝備與制造技術(2021年3期)2021-08-13 08:39:56
防爆電機(2020年3期)2020-11-06 09:07:42
活力(2019年22期)2019-03-16 12:47:40
測控技術(2018年5期)2018-12-09 09:04:50
四川冶金(2017年6期)2017-09-21 00:52:30
電子制作(2017年7期)2017-06-05 09:36:13
電子測試(2017年23期)2017-04-04 05:07:32
自動化博覽(2014年12期)2014-02-28 22:34:39
自動化博覽(2014年10期)2014-02-28 22:33:52
