焊接電流對高強鋁合金電阻點焊熱裂紋的影響*
2014-03-09 02:16:20劉宗芳謝紅霞張乾寧石亞宏
焊管 2014年2期
關鍵詞:裂紋
張 濤,張 勇,劉宗芳,謝紅霞,張乾寧,石亞宏
(1.西北工業大學凝固技術國家重點實驗室,西安710072;2.西北工業大學 摩擦焊接陜西省重點實驗室,西安710072;3.中國電子科技集團公司第二十研究所,西安710068)
焊接裂紋是焊接結構中最為嚴重的缺陷。焊接熱裂紋的形成與合金晶界上的元素偏析或低熔點物質的存在、凝固溫度區間、熱膨脹系數等有關。根據所焊金屬材料的不同,產生熱裂紋的形態、溫度區間和主要原因也各有不同。熱裂紋按形態可分為結晶裂紋、液化裂紋和多邊化裂紋3類[1-5]。
目前國內外關于鋁合金點焊熱裂紋的研究比較少,以往的研究工作主要涉及裂紋的形成機理以及減少裂紋形成的措施,而沒有系統深入研究焊接參數對裂紋的影響機制及規律[6-12]。2A12鋁合金是一種Al-Cu-Mg系共晶型的高強鋁合金,其性能比較優越,密度小,比強度和比剛度高,是航空航天工業廣泛應用的一類有色金屬結構材料[13]。然而,2A12高強鋁合金塑性區窄、高溫塑性差,點焊熔核凝固時常伴隨著很大的收縮應力,容易出現焊接裂紋缺陷。本研究擬通過2A12高強鋁合金電阻點焊試驗,了解焊接電流對焊接裂紋形成的影響機制及規律。
1 試驗材料與試驗方法
使用100 mm×20 mm×1 mm的2A12-T4高強鋁合金作為試驗材料,在DZ-3×63三相次級整流點焊機上進行試驗。試驗電極為CdCu球面電極,φ20 mm,球面半徑50 mm;試驗前采用酸洗工藝清理試件表面的臟物和氧化膜,并在12 h之內完成試驗。焊后沿熔核中心方向切開制備成金相試樣。腐蝕劑采用1.5%HCl+1%HF+2.5%HNO3的水溶液,在光學顯微鏡和電子顯微鏡下觀察熔核組織。試驗過程中分別選取焊接電流為設備最大電流的48%,50%,52%和54%,其他參數不變。表1為2A12-T4高強鋁合金的主要化學成分,表2為試驗焊接參數。

表1 2A12-T4高強鋁合金的主要化學成分 %

表2 試驗焊接參數
2 試驗結果與分析
2.1 結晶裂紋
具有較大凝固區間寬度的2A12-T4高強鋁合金的電阻點焊熔核屬于 “柱狀晶+等軸晶”組織,它由與熔合線基本垂直的粗大柱狀晶和熔核中心部位的等軸晶所組成,如圖1所示。

圖1 點焊熔核的金相照片 (伊100)
熔核組織中這種由柱狀晶向等軸晶的轉變是由于凝固條件改變所致。減弱或切斷焊接電流后,由于鋁合金良好的導熱性和電極的冷卻作用,熔核周邊熔合線附近區域的液態金屬溫度迅速下降首先凝固,促使柱狀晶生長。隨著凝固過程的進行,熔核中心部溫度梯度顯著變小(平均冷卻速度減小一個數量級)、溶質濃度增高和嚴重的區域偏析等均使這一區域過冷度加大,獲得了等軸晶組織[14]。
圖2是焊接電流分別為48%Imax,50%Imax,52%Imax和54%Imax時熔核局部光鏡照片。可以看出,隨著焊接電流增大,點焊熔核中的裂紋從無到有,從小到大,在焊接電流為54%Imax時出現了貫穿整個熔核的結晶裂紋。
當焊接電流為48%Imax和50%Imax時,金屬熔化量小,在鍛壓力作用下凝固收縮時產生的應力還不足以導致裂紋的產生。隨著焊接電流的增大,當焊接電流超過50%Imax時,金屬熔化量增加;截斷電流后熔核冷卻時的凝固收縮應力增大,鍛壓力的作用不足以抵消凝固收縮時的應力,位于晶界間的低熔點共晶雜質液態薄膜受應力開裂產生裂紋。另外,隨焊接電流的增大,熱輸入量增大,熔核金屬凝固時的溫度梯度也增大,柱狀晶晶粒增粗,所占的區域比例也變大,等軸晶占的區域比例變小,晶粒的塑性和韌性下降。晶粒越大,結晶的方向性越強,越容易促使雜質偏聚,在結晶后期就越容易形成連續的液態共晶薄膜。而晶界少,晶界液態薄膜長,抗拉能力差。這些都大大增加了結晶裂紋產生的可能性。

圖2 不同焊接電流時熔核局部光鏡照片
圖3所示為結晶裂紋在掃描電鏡下的組織形貌。可以看出,結晶裂紋方向幾乎垂直于焊件表面,裂紋產生于晶粒之間并且沿晶界不斷增殖。鋁合金焊接時結晶過程分為液相 (主要部分)-固相階段、固相 (主要部分)-液相階段和完全凝固3個階段。在固相 (主要部分)-液相階段,由于晶粒的長大,其晶界交織在一起,而在這些晶界接觸的部位存在著尚未凝固的液態金屬,正是這些殘留的液態金屬由于流動困難成了應力薄弱地帶,從而冷卻結晶時受到應力的作用開裂產生裂紋[15]。

圖3 結晶裂紋形貌
2.2 液化裂紋
液化裂紋是指在熔核熱影響區中的組織因受熱作用而在液化的晶界上形成的焊接裂紋,在本試驗中焊接電流為54%Imax時在掃描電鏡下觀察到了液化裂紋,如圖4所示。
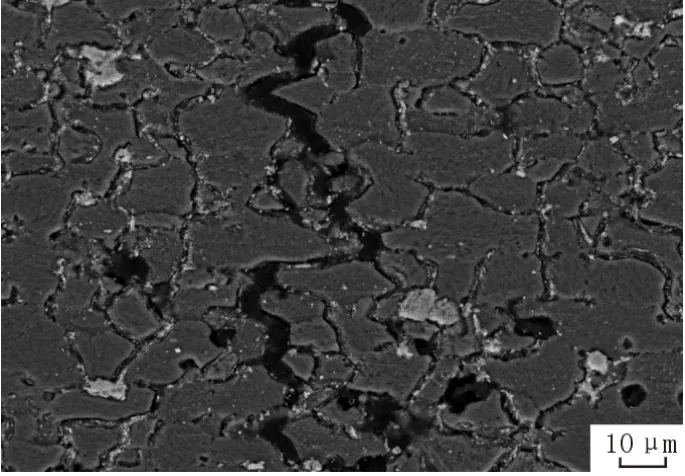
圖4 熱影響區中的液化裂紋形貌
液化裂紋形成機理本質上與結晶裂紋相同,都是由于晶界存在脆弱低熔點相或共晶,在高溫下承受不了力的作用而開裂。其區別僅在于結晶裂紋是熔核液態金屬在結晶過程中形成,而液化裂紋則是固態母材在點焊熱循環作用下使晶間層重新熔化后而形成。本試驗中,在熔核周圍的熱影響區中,其晶界處存在著低熔點共晶,在點焊熱循環條件下,這些晶間物質可能熔化,受到足夠凝固收縮應力作用時就形成了液化裂紋[16]。
2.3 胡須裂紋
在本試驗中,當焊接電流為52%Imax時,在靠近熔核的熱影響區還發現了沿晶走向、較為纖細的裂紋,如圖5所示。由于形狀如胡須,所以稱之為 “胡須裂紋”[17],胡須裂紋是對點焊質量頗有影響的一種裂紋。

圖5 熱影響區中的胡須裂紋
胡須裂紋主要分布在橢圓熔核長軸方向的熱影響區中,短軸方向熱影響區中很少發現。胡須裂紋明顯呈沿晶發展,很少有穿晶現象,裂紋中成黑色孔洞,無填充物通常比較纖細、彎曲或呈鋸齒狀,胡須裂紋主要由塑性變形引起。點焊時要求電極加壓速度極快,塑性變形必須在瞬間完成。2A12-T4鋁合金中存在CuAl2共晶化合物,由于其液相弱化了晶粒與晶粒的聯系,加上被擠入的液態金屬數量少,不足以填滿易開裂的晶界,當電極隨動性不良時,在快速張力作用下就可能發生沿晶界分布的胡須狀裂紋。
3 結論
(1)焊接電流對2A12-T4鋁合金點焊結晶裂紋的影響非常明顯。隨著焊接電流的增大,結晶裂紋經歷了從無到有、從小到大的變化過程,當焊接電流為設備最大電流的54%時出現了貫穿整個熔核的結晶裂紋。
(2)2A12-T4鋁合金點焊時,熱影響區有時還會出現少量的液化裂紋和胡須裂紋。液化裂紋在熱影響區的分布沒有規律,胡須裂紋主要分布在橢圓熔核長軸方向的熱影響區中。液化裂紋和胡須裂紋都是由于晶界的低熔點相在熱作用下重新熔化,在收縮應力作用下開裂形成的。
[1]QIU R F,ZHANG L Z,ZHANG K K.Influence of Welding Parameters on the Tensile Shear Strength of Aluminum Alloy Joint Welded by Resistance Spot Welding[J].JournalofMaterialsEngineering and Performance,2011,20(03):355-358.
[2]ZHANG H Y,SENKARA J,WU X.Suppressing Cracking in Resistance Welding AA5754 by Mechanical Means[J].Journal of Manufacturing Science and Engineering.2002,124(02):79-85.
[3]CHANG C C,CHEN C L,WEN J Y,et al.Characterization of Hot Cracking Due to Welding of High-strength Aluminum Alloys[J].Materials and Manufacturing Processes,2012,27(06):658-663.
[4]HU B,RICHARDSON I M.Mechanism and Possible Solution for Transverse Solidification Cracking in Laser Welding of High Strength Aluminium Alloys[J].Materials Science and Engineering:A,2006,429(01):287-294.
[5]KOU S.Solidification and Liquation Cracking Issues in Welding[J].Journal of Metals,2003,55(06):37-42.
[6]劉偉平,田錫唐.一種防止高強鋁合金焊接熱裂紋產生的新方法[J].焊接學報,1995,16(02):106-111.
[7]LIU W,TIAN X,ZHANG X.Preventing Weld Hot Cracking by Synchronous Rolling During Welding[J].Welding Journal,1996,75(09):297s.
[8]SENKARA J,ZHANG H.Cracking in Spot Welding Aluminum Alloy AA5754[J].Welding Journal,2000,79(07):194s-201s.
[9]YANG Y P,DONG P,ZHANG J,et al.A Hot-cracking Mitigation Technique for Welding High-strength Aluminum Alloy[J].Welding Journal,2000,79(01):9s-17s.
[10]范成磊,方洪淵,田應濤,等.隨焊沖擊碾壓對LY12CZ鋁合金接頭組織和性能的影響[J].材料工程,2004,10(05):24-28.
[11]李軍,楊建國,閆德俊,等.2A12T4鋁合金焊接時拘束條件對熱裂紋的影響[J].焊接學報,2009,30(07):69-72.
[12]周廣濤,劉雪松,楊建國,等.綜合控制焊接變形和防止熱裂紋的新方法-雙向預置應力法[J].機械工程學報,2009,45(09):296-300.
[13]FRIDLYANDER I N.Aluminum Alloys in Aircraft in the Periods of 1970-2000 and 2001-2015[J].Metal Science and Heat Treatment,2001,43(01):6-10.
[14]趙熹華,姜以宏.薄件點焊熔核凝固組織分析[J].焊接學報,1994,15(02):89-93.
[15]左鐵川.高強鋁合金的激光加工[M].北京:國防工業出版社,2002:59-64.
[16]HUANG C,KOU S.Liquation Cracking in Full-penetration Al-Cu Welds[J].Welding Journal,2004,83(02):50s-58s.
[17]徐厚訓.對LY12CZ鋁合金板材點焊中“胡須”的探討[J].材料工程,1982(03):25-29.
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
