試析影響乙丙絕緣生產工藝穩定性的因素及改進措施
2014-03-06 07:11:26夏衛
機電信息 2014年6期
關鍵詞:生產
夏 衛
(無錫電纜廠有限公司,江蘇 無錫214028)
0 引言
橡皮絕緣電線電纜經歷了100多年的發展歷史,是所有電線電纜產品中歷史最為悠久的品種。隨著橡膠工業的發展,各類人工合成橡膠不斷開發研制出來,如硅橡膠、氯丁橡膠、乙丙橡膠、丁苯橡膠、氯磺化聚乙烯等。
橡皮絕緣電線電纜也和其他電線電纜一樣,通常是由導電線芯、絕緣層和護套層構成。絕緣層的作用是防止電流沿徑向泄露,使電流只能沿著導電線芯流動。因此,絕緣層的材料必須具有良好的電氣絕緣性能,能承受相當的電壓,具有較高的絕緣電阻和較低的介質損耗。此外絕緣層還必須有一定的物理機械性能和良好的加工工藝性能。絕緣層厚度的選擇,主要是根據電纜電壓的高低、絕緣材料本身的耐電壓強度以及在使用中可能受到的彎曲、扭轉、拉伸等外界機械力的作用等綜合因素而定,同時也要考慮加工工藝的可行性。
乙丙橡膠有優越的電性能,用于高壓電纜絕緣時有不發生電樹、水樹的突出優點。乙丙橡膠具有高度的飽和結構,分子鏈比較柔順,具有許多優點:耐臭氧性非常好、耐氣候性和顏色穩定性非常好、耐老化性能優越,長期使用在85~90℃的條件下不發生龜裂,耐寒性較好,在-55℃時曲撓性仍較好、彈性大、壓縮變形小,又具有較好的耐化學腐蝕性。但乙丙橡膠也有缺點,它不耐油、不耐燃、硫化速度慢、生產加工時尺寸不穩定、表面毛糙,為此,本文將探析影響乙丙絕緣生產工藝穩定性的因素,并介紹相關的改進措施。
1 擠出設備和工藝分析
隨著 GB/T5013—2008、JB/T8735—2011、MT818—2009的執行,以乙丙橡膠為基膠的絕緣被廣泛使用,但在乙丙絕緣生產的過程中存在著不穩定性。本公司115連續硫化機組是熱喂料雙層擠出設備,是生產電纜絕緣層的主要設備,擠出機螺桿長徑比為12∶1。
乙丙絕緣生產的過程:將乙丙基膠按照配方的要求生產出乙丙膠片,然后將乙丙膠片在開放式煉膠機上破料混壓,橡料預熱到一定溫度后,混合均勻劃成條狀料,條狀料的厚度和寬度分別為8mm和150mm左右,送入擠橡機喂料口,啟動擠出機,膠料通過螺桿送到擠出機的機頭,通過模芯和模套使乙丙膠料包覆在導體上,完成絕緣層的擠出成形。由于膠料在煉膠機上停留的時間及輥距、溫度不同,使膠料的可塑性不夠穩定,同時由于輸送和使用過程中橡料的冷卻,會使膠料溫度產生很大波動,這些因素將會影響擠出絕緣產品的質量。本文著重對MYPT-1.9/3.3內屏蔽和絕緣一次擠出進行分析。表1是115連續硫化機組采用熱喂料方式內屏和絕緣雙層一次擠出的情況(型號及電壓等級:MYPT-1.9/3.3)。
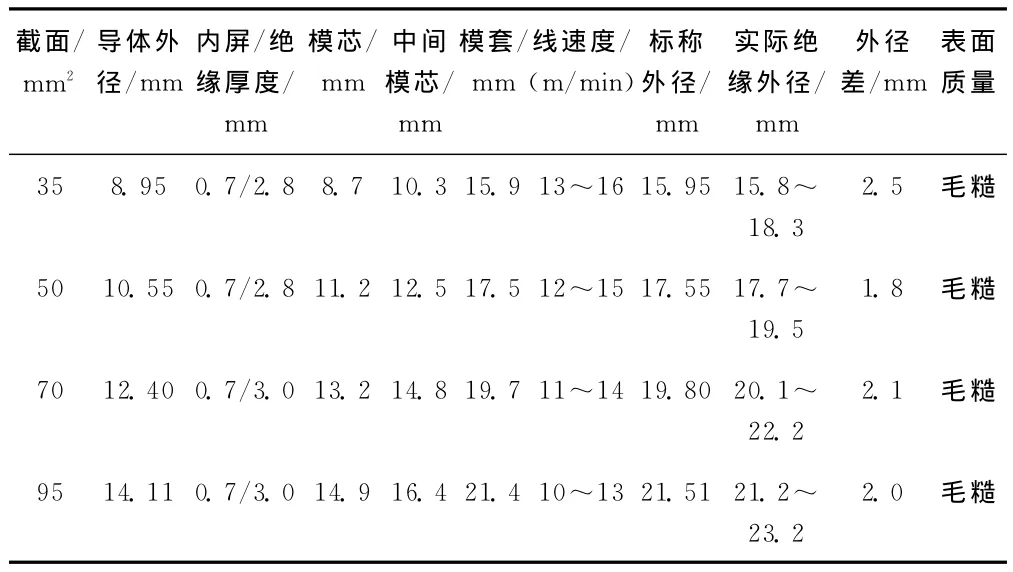
表1 內屏和絕緣雙層一次擠出情況
絕緣最大外徑與最小外徑之差小于1mm時,目測到的絕緣外徑粗細還不明顯;當超過2mm時,絕緣外徑粗細就比較明顯了。通過表1可以看出,生產的絕緣存在絕緣外徑波動大,絕緣表面毛糙的問題,這給批量生產帶來了難度。
2 絕緣外徑粗細不穩定的原因及改進措施
2.1 喂料方式
熱喂料方式生產,橡料必須經開放式煉膠機破料混壓,混合均勻后劃成條狀料,由于是手工操作,條狀橡料的厚度可以保持一致,但寬度就無法保持一致,加上橡料輸送和使用過程中橡料的冷卻,會使橡料溫度產生很大波動,會影響產品的質量。為保證橡料的厚度和寬度的穩定,試著采用冷喂料的生產工藝。冷喂料方式生產,對橡頁的厚度、寬度要求較高,通過對生產情況的觀察,發現橡頁的厚度、寬度不一致,擠出機出膠量就會波動,從而影響外徑粗細。當橡頁厚度控制在1.20~1.50mm、寬度控制在700~750mm時,橡頁正好填滿螺桿機筒處于飽和狀態,絕緣的外徑比較穩定。
2.2 塞料不均
不管熱喂料還是冷喂料,都需將橡料放進“料口”,通過螺桿轉動帶動橡料一方面作徑向剪切另一方面作縱向前行至擠出機頭。正常生產時應密切注意進料口的情況,料口要始終保持有一定的回料,但不宜過多或過少。如果過多會造成料口堵死,甚至造成進料停止;如果料口沒有回料,則說明螺桿中沒有多余的橡料,會造成脫料和絕緣外徑波動,此情況只要盡快補料恢復到正常即可,不需要調整線速度。根據生產中得到的經驗,料口的回料應控制在一個拳頭大小。
2.3 配模不當
正常產品的模芯選擇的要求是:導體外徑+(0.2~0.6)mm,模套選擇的要求:標稱外徑-0.1mm~標稱外徑+0.1mm,由于 MYPT-1.9/3.3是內屏與絕緣雙層一次擠出,導體外重疊繞包了一層0.3mm的半導體布帶,再加上半導電布帶的接頭連接處外徑要比正常的繞包外徑大,所以模芯選擇應是導體外徑+(0.7~0.9)mm,中間模芯按照正常要求選擇,模芯+1.5mm(屏蔽層厚度),模套的選擇比較重要,不僅影響產品的外徑,還對產品表面質量影響較大。由于乙丙橡膠在硫化前彈性和拉力較小,相融性黏性較差,極易產生表面毛糙。另外,在選擇模套時要注意模套承線的長短,相同孔徑時,模套承線長,擠出時壓力大,擠包密度大,表面光滑;模套承線短,擠壓力就小,擠包密度小,容易產生表面毛糙。在選擇模套時還要注意模芯和模套之間的距離,即模間距,模間距大擠壓力則大,反之擠壓力就小。如標稱厚度為4.0mm時,模間距一般選擇3.5~4.0mm較為適宜。所以,模套孔徑的選擇要考慮到絕緣實際的外徑、模套的承線長短、模間距,模套是否合適。當模套選擇比標稱外徑小1.5mm左右時,通過生產發現絕緣線芯的外徑波動比原來小,表面雖然還有點毛糙,但和前面生產的產品比較已有明顯好轉,通過對生產中的觀察,外徑大,其表面較光滑;外徑小,其表面就要毛糙一點,模套還可以選擇小點,當選擇模套比標稱外徑小2mm左右時,外徑波動可以控制在1mm以內,目測絕緣外徑基本接近,表面光滑,產品基本滿足設計要求。
表2是找到配模上差異以后的生產效果(型號及電壓等級:MYPT-1.9/3.3)。

表2 找到配模上差異以后的生產效果
2.4 放線張力不均勻
乙丙絕緣擠出時,因橡料要達到正硫化時間較長,生產時的線速度相對其他產品而言要慢,在此情形下線速越慢,放線張力就越不穩定,張力緊,牽引輪拉不動,放線時有明顯的停頓,造成絕緣外徑的不穩定,張力松,線芯就會下墜,到機頭時不在模芯的中間,造成偏心。所以生產中要經常調整放線張力,根據盤容量的大小進行適當調整,盤容量大,張力小一點;盤容量小,張力應相應加大。
3 絕緣表面毛糙的原因及改進措施
3.1 機身、螺桿、機頭溫度控制不當
由于乙丙材料的黏性小、相融性差、硬度差,采用冷喂料工藝生產時,其機身、機頭、螺桿溫度控制上要略高于其他絕緣膠料。為使橡料從進口到出料口達到充分塑化,就需要適當提高螺桿、機身的溫度。通過多次的生產,基本掌握了機身各段的溫度,進料口溫度控制在55~60℃,塑化段溫度控制在60~65℃,輸送段溫度控制在50~55℃。螺桿溫度由于無法測量,只能通過螺桿冷卻水的回水溫度來控制,一般控制在50℃左右。溫度高,則多加點冷卻水;反之,則關小冷卻水。機頭溫度應控制在70~75℃。
3.2 膠料塑性偏低
膠料塑性低大致有2個原因:一是原材料本身因素,二是橡料加工因素。原材料塑性低,可以通過調整配方加以改善。橡料加工因素,主要有原膠塑煉不足,塑煉時間短,違反了工藝操作規程等,這些都會造成橡料塑性偏低,導致絕緣線芯表面毛糙,嚴格工藝規程,加強督促監管力度,能夠有效避免加工過程中造成的塑性低的問題。
3.3 工藝線速度較快
由于115擠出機螺桿的長徑比適宜熱喂料方式,采用冷喂料方式生產,通過適當降低線速度,經生產實踐,比原線速度降低20%,可以相對增加乙丙膠料在螺桿中的混合時間,來提高其塑化程度,從而保證絕緣產品表面光滑。
4 結語
乙丙絕緣生產過程中存在的外徑不穩定及絕緣表面毛糙問題,通過喂料方式的改變、工藝參數的調整以及選擇合適的工裝等措施的實施得到了有效的改善,且效果明顯,使得乙丙絕緣批量生產的質量日趨穩定。乙丙絕緣膠料的生產還會出現許多問題,這就要求我們在今后的工作中不斷探索,不斷解決,生產出高質量的產品,更好地為電力行業服務。
[1]GB/T5013—2008 額定電壓450/750V及以下橡皮絕緣電纜[S]
[2]JB/T8735—2011 額定電壓450/750V及以下橡皮絕緣軟線和軟電纜[S]
[3]MT818—2009 煤礦用電纜[S]
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16