多線切割機切割線振動特性研究
2014-03-02 04:17:34中北大學機電工程學院肖豐樂李東風
河北農機 2014年6期
中北大學機電工程學院 肖豐樂 李東風
多線切割機切割線振動特性研究
中北大學機電工程學院 肖豐樂 李東風
建立了多線切割機單根切割線的物理模型和數學模型,運用matlab軟件分別模擬了不同張緊力和不同線速度下的切割線頻響特性,得出張緊力增加單位長度切割線振幅明顯減小,切割線速度隊振幅影響不大。
多線切割機 ;matlab仿真;頻響特性
自由磨粒切割技術是將帶有預緊張力的切割線組成線網,線網運動將混合有磨粒的砂漿帶入到切割區域[1],晶體硅錠在垂直于線網的方向上做進給運動,使線網平面與水平面保持一定的夾角,高速運動的線網通過砂漿運動帶動磨粒與晶體硅表面產生作用進行切削[2],如圖1所示。切割線直徑為150~250μm,切割線張力20~30N,線網與水平面夾角2°~6°,切割線速度 5~15m/s。

圖1 切割過程中切割線狀態示意圖
切割線在切割機加工中高速運動,帶動磨粒進行切削,切割線的運動軌跡決定著硅片的表面粗糙度、翹曲度等關鍵參數,同時也影響切割過程中鋸槽的尺寸[3]。研究多線切割機中切割線的振動特性,尤其是帶有一定張力下的振動特性,可以作為多線切割機設計、改進的基礎[4]。
1 切割線振動模型的建立
切割線的運動屬于軸向運動系統,忽略切割線本身的抗彎剛度可以將模型簡化為軸向運動的弦線。由于在加工區域,數百根切割線的軸向運動系統中每一根的受力狀況基本相同,所以僅需要對其中一根切割線進行研究建模[5][6]。
研究對象為切割線(切割線速度為v(t)),其振動模型受力圖如圖2,各參數的含義如下:
q—硅晶片對切割線的正壓力
f—硅晶片與切割線間的摩擦力
L—兩主軸間的距離
a—切割線非加工區域寬度
b—切割加工區域寬度
切割線上的位置矢量為:
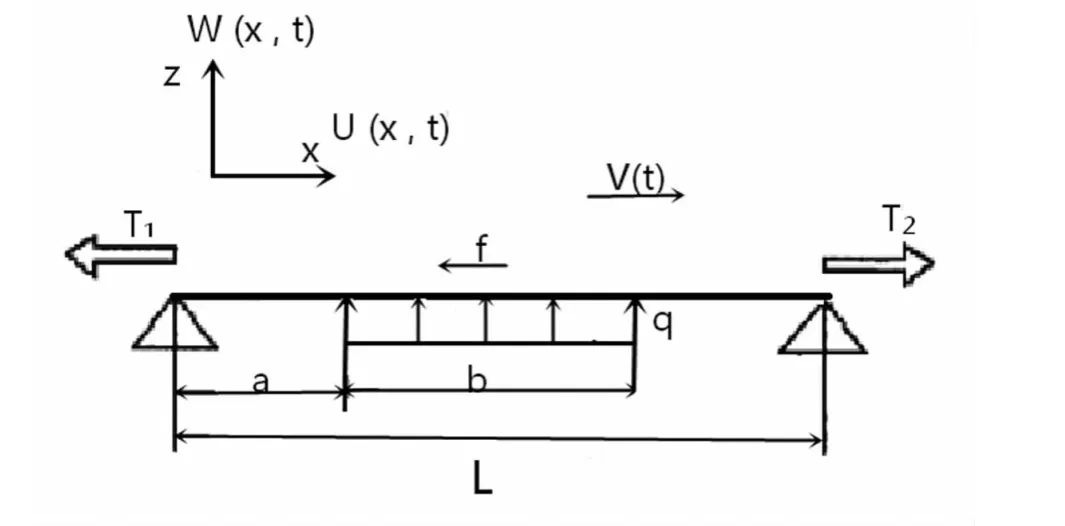
圖2 切割線振動模型


參數取值 E=200Gp,D=0.16mm,ρ=0.0001615kg/m,計算得cL﹥cH可以看出切割線的縱向波速是遠遠大于其橫向波速的,因此可以將切割線的橫向運動當作一個準靜態的情況處理[7]。
根據Hamiltom理論,現建立如下模型:

結果表明,在多線切割過程中,切割線的橫向位移和頻率受切割線的密度、切割線速度、切割線加速度、切割線張力和外部環境對切割線的作用力影響。對于給定材料的切割線,切割線的線速度、加速度和切割線張力決定了切割線運動的固有屬性。
2 切割線張力、速度、振幅的仿真計算
采用數學軟件Matlab進行仿真計算,在給定切割線速度情況下(v=10m/s),當鋼線張力T的取值在5~35N范圍內變動的時候,仿真結果如圖3所示。由圖中看出,在相同速度的前提下,同樣的頻率比值對應的張力越小,其切割線的振幅越大,并且,隨著頻率的同比增長,在切割過程中各種激勵的影響下,張力越小切割線振幅的增長速度越快,并且在帶預應力切割線固有頻率附近出現共振現象。在給定切割線張緊力T不變的情況下,切割線速度取值在0m/s~80m/s范圍內變動的仿真結果如圖4所示。

圖3 切割線速度固定時T與頻響的關系、

圖4 張緊力固定時V與頻響的關系
3 結論
由圖3可以得出:多線切割過程中切割線保持較高的張力(預緊力)可以得到更加穩定和可靠的切割系統。這是因為較高的張緊力減小了一定頻率下切割系統的振幅,并且可以獲得較高的切割線固有頻率,從而使得振幅隨著激勵頻率接近切割線固有頻率的變化率有所減小。從圖4中可以看出,切割線速度對振幅的影響和對切割線固有頻率的影響都比較小,較高的走絲速度意味著較高的切割效率。
[1]李保軍.多線切割中切割線振動作用研究.電子工業專用設備,2008,6(161):39-42.
[2]程志華.多線切割機理及其控制方法的研究.博士學位論文,上海:上海大學.2008.
[3]林建榮,魏昕,舒繼千.硅晶體線切割加工過程中切割線振動的研究.機電工程技術,2007,12:32-75
[4]Egemen Teomete. Wire Saw Process-Induced Surface Damage Characterization. RESEARCH ARTICLE-MECHANICAL ENGINEERING..2013(38):1209-1215.
[5]林建榮.游離磨料線切割硅晶體過程中的振動研究.碩士學問論文,廣州:廣東工業大學.2008.
[6]Egemen Teomete. Roughness Damage Evolution Due to Wire Saw Process. INTERNATIONAL JOURNAL OF PRECISION ENGINEERING AND MANUFACTURING.2011,12:941-947.
[7]陳云信,吳福明,鄧成文.基于ANSYS的線切割電極絲振動現象的研究.煤礦機械,2006,9:44-46.
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
天津外國語大學學報(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
科技傳播(2019年22期)2020-01-14 03:06:54
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40