弧形條狀板加工方法的分析研究
2014-03-02 03:01:29
中國新技術新產品 2014年13期
關鍵詞:方法
(山東核電設備制造有限公司,山東 海陽 265118)
弧形條狀板加工方法的分析研究
萬勝虎 王朋飛 胡永清 楊中偉 湯 剛
(山東核電設備制造有限公司,山東 海陽 265118)
弧形條狀板加工前,切割原材料毛坯,在上下表面和弧形內外側留有余量,然后機加工。目前存在三種方法用于弧形條狀板的加工制造,通過三種方法的分析,對生產效率的提高和加工質量的保證有著重要意義。
弧形條狀板;切割;拼焊;分段機加工;均布分散
1 概述
在機械制造領域經常會涉及到弧形條狀板的制造,當制造精度要求較高時,一般采用預留加工余量,在進行機加工。為了盡可能的減輕機加負擔,選取最經濟的工藝余量,優化設備的選型和工藝參數,并防止變形成為了一門很重要的課題。具體方法分為三種:(1)弧形條狀板分段拼焊為環,機加工,再切割為各分段;(2)各弧形條狀板單獨機加工;(3)弧形條狀板分段在回轉平臺上均布分散為環,再機加。
弧形條狀板共分為七段,如附圖1所示,材質為合金鋼,弧長為L(最長為2039mm),寬度為B(76.2mm),最終厚度≥C(38.1mm),內徑:R內(φ3526mm)、R外(外徑φ3738.5mm),內徑、外徑各留15mm機加工余量,弧長留10mm機加工余量,上下表面厚度方向留機加工余量為18mm。如圖1所示。
2 加工方法介紹
2.1 弧形條狀板分段拼焊為環,再機加工
2.1.1 下料拼環(1)按內外徑、厚度和弧長等留同等機加工余量;(2)放樣。將弧形板按照劃線進行放置,焊接防變形工裝并夾緊,然后按照焊接工藝弧形板進行焊接拼為環狀;(3)檢查。檢查環的內外徑和平面度,保證內外徑有至少5mm加工余量。如超,校平。
2.1.2 數控立車車削(1)裝夾。將工件用壓板壓緊在數控立車回轉工作臺上并找正調整;(2)車削。車削工件內側上表面,車起即可,倒壓板壓緊工件內側,車削工件外表面,后翻轉工件,校表法在4個方向調同心,加工至圖紙要求。
2.1.3 劃線并切割(1)劃線。根據各分段弧形板的尺寸精確劃出各位置線,各弧長加3mm余量;(2)切割。去除拼接焊縫,用帶鋸床切割將環分為各分段弧形板并打磨。
2.2 弧形板分段單獨機加工
2.2.1 下料按內徑、外徑、厚度方向和弧長等留同等機加工余量。
2.2.2 龍門銑床銑削(以一段弧形板的加工為例)(1)裝夾。將工件兩端沿X方向置于工作平臺上,使用壓板壓緊工件。(2)銑削。銑削工件上表面5mm,重復裝夾,分段銑削,控制接刀痕跡,裝夾翻轉工件,壓板壓緊,再銑削工件上表面5mm,重復裝夾,分段銑削,控制接刀痕跡,翻轉工件,校正弧形板兩端與工作臺平行,壓板壓緊,銑削工件至圖紙要求。
2.3 弧形板分段均布分散為環狀,再機加工
2.3.1 下料按內外徑、厚度和弧長留同等機加工余量;
2.3.2 裝夾(1)上活。等高墊鐵上活,墊鐵不得干涉切削。以半徑R環形均布在數控立車圓形工作臺上,如附圖2所示。(2)壓緊。以弧形板內圓為基準校表,確認與工作臺同心,允差<4mm,在等高墊鐵上方使用壓板壓緊。壓板壓弧形板端面外側2/5處(留出車端面空間)。
2.3.3 數控立車加工弧形板(1)車削。調整切削參數,車端面,要求另一端面厚度余量≥7mm,同次裝夾車內圓,倒壓板至內側,倒壓板時不要同時全部松開壓板,倒一件緊固一件;(2)車外圓。同次裝夾車外圓校正帶,翻轉工件180度,等高墊鐵不得干涉弧形板外圓加工,在等高墊鐵上方使用壓板壓緊。(3)車端面。檢查厚度尺寸,同次裝夾車外圓,倒壓板至外側。
2.3.4 銑床銑長度尺寸(1)劃線。根據圖紙尺寸,在每段弧形板上劃出各段的長度;(2)銑削。回轉工作臺上活并壓緊,銑削至圖紙要求。
3 加工方法分析
3.1 第一種方法與第三種相類似,但第一種方法增加了焊接成環和再切割等工序,使制造時間增加,此外機加工后,焊接與切割毛坯時應力未得到釋放,會使工件的變形加大且回彈,而第三種方法可以一次裝夾,車削多個零件,受不可控因素影響變形的較小。
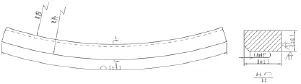
圖1

圖2
3.2 第二種方法,需要反復倒壓板找正,且吃刀量不宜過大,每次每分段弧形板機加工都需要經過同樣的工序(裝夾、倒壓板等),加工周期長,人工消耗大和機床占用率比較長,但可很好的控制單零件的質量且端面可同時銑削,而第三種方法只需在數控立車加工完后,在銑床銑削兩個端面即完成產品的制造,可以減少時間的消耗和優化其他設備的占用率。
結語
在現代生產中,工藝方法對于提高生產效率和標準化起到關鍵性作用,主要牽涉機床、人工成本以及操作方便等方面。本文通過對三種工藝方法的介紹、比較及分析,得出第三種方法更合理,可以將弧形板變形控制在最小范圍內,而且成本最低,易于推廣應用,同時也適合于其他類似弧形板機加工的其他場合。
[1] 馮興安,黃玉美,關慧貞.機械制造裝備設計[M].北京:機械工業出版社,2005.
[2] 杜國臣,王士軍.機床數控技術 [M].北京:北京大學出版社,2006.
[3] 呂亞臣.重型機械工藝手冊:哈爾濱出版社,1998.
TH16
:A
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
