基于3.2M滾齒機(jī)的樅樹(shù)形葉根槽的加工
2014-03-02 03:01:28
中國(guó)新技術(shù)新產(chǎn)品 2014年13期
(長(zhǎng)沙賽爾透平機(jī)械有限公司 ,湖南 長(zhǎng)沙 410100)
基于3.2M滾齒機(jī)的樅樹(shù)形葉根槽的加工
李 勇 范萬(wàn)生
(長(zhǎng)沙賽爾透平機(jī)械有限公司 ,湖南 長(zhǎng)沙 410100)
對(duì)3.2M滾齒機(jī)進(jìn)行技術(shù)改進(jìn),定制科學(xué)的加工方案并進(jìn)行工藝試驗(yàn),完成了整鍛式轉(zhuǎn)子輪盤(pán)上樅樹(shù)形葉根槽的加工,為樅樹(shù)形葉根槽在滾齒機(jī)上的加工積累了經(jīng)驗(yàn)。
滾齒機(jī);樅樹(shù)形葉根槽 ;加工
概述
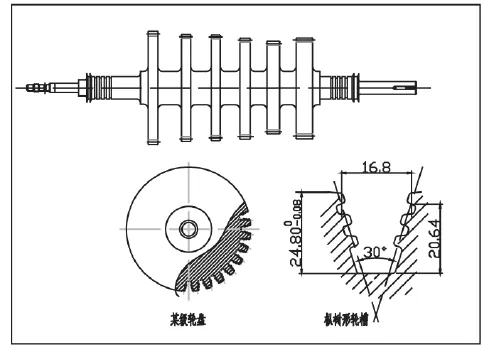
圖1 整鍛式轉(zhuǎn)子結(jié)構(gòu)示意圖
轉(zhuǎn)子是汽輪機(jī)的關(guān)鍵件,空間扭曲的葉片通過(guò)葉根與轉(zhuǎn)子輪盤(pán)連接,然后一起在高溫高壓的火紅蒸汽中高速旋轉(zhuǎn),承受著離心力、彎矩和扭矩的作用。如此復(fù)雜的工況下,若葉片脫離輪槽飛出,則足以擊穿缸體,沖破廠房,這就對(duì)轉(zhuǎn)子設(shè)計(jì)和制造提出了高要求。按照制造工藝轉(zhuǎn)子可分為套裝式、整鍛式、組合及焊接式。整鍛式轉(zhuǎn)子,葉輪和主軸是整體的,不存在高溫松動(dòng)情況,裝配零件少,結(jié)構(gòu)緊湊,強(qiáng)度高,剛性好,但是生產(chǎn)難度高、價(jià)格高、周期也長(zhǎng)。
葉片與轉(zhuǎn)子輪盤(pán)的連接,根據(jù)葉根截面形式可分為叉形、菌形、T形、樅樹(shù)形。樅樹(shù)形接近等強(qiáng)度結(jié)構(gòu),強(qiáng)度適應(yīng)性好,裝配方便,運(yùn)行可靠。整鍛式轉(zhuǎn)子樅樹(shù)形輪槽結(jié)構(gòu)復(fù)雜,精度要求高,加工難度大,一旦加工出錯(cuò),導(dǎo)致報(bào)廢,造成損失經(jīng)濟(jì)巨大,所以在汽輪機(jī)制造中是一個(gè)難點(diǎn)與重點(diǎn)。行業(yè)類樅樹(shù)形輪槽一般采用數(shù)控鏜銑床加工或者專用拉床加工。
目前某公司承接的工業(yè)汽輪機(jī)其關(guān)鍵件轉(zhuǎn)子為六級(jí)整鍛式,轉(zhuǎn)子最大外形φ600mm×2150mm,其六級(jí)輪盤(pán)的葉根槽全部是樅樹(shù)形,轉(zhuǎn)子結(jié)構(gòu)及第六級(jí)輪盤(pán)的葉根槽見(jiàn)圖1。該轉(zhuǎn)子上輪盤(pán)的樅樹(shù)形葉根槽加工尚為首次,由于公司現(xiàn)有加工設(shè)備的限制,最后只能采用國(guó)產(chǎn)3.2M滾齒機(jī)加工轉(zhuǎn)子輪盤(pán)葉根槽。
1 3.2M滾齒機(jī)存在的問(wèn)題及改造
1.1 3.2M滾齒機(jī)存在問(wèn)題
滾齒機(jī)后立柱端面至工作臺(tái)面距離1630mm小于了轉(zhuǎn)子軸向長(zhǎng)度2150mm,無(wú)法裝夾工件。卡盤(pán)卡爪的夾緊螺桿與螺母間隙大,致使夾緊時(shí)工件校不正。刀具徑向跳動(dòng)0.08mm,影響加工精度,不能加工。現(xiàn)有0.075mm/r走刀量,不能滿足切削的要求,容易崩刃、斷刀。僅靠看標(biāo)尺控制刀具的進(jìn)刀深度,不能精確地保證每個(gè)輪槽深度一致。
1.2 滾齒機(jī)改進(jìn)設(shè)計(jì)
(1)原滾齒機(jī)后立柱端面至工作臺(tái)面距離為1630mm,滿足加工需要設(shè)計(jì)制作了加高塊,加高快材質(zhì)HT300,高度800mm,并與原后立柱以及底座采用螺栓聯(lián)接,并配打定位銷,從而能實(shí)現(xiàn)轉(zhuǎn)子的裝夾定位。
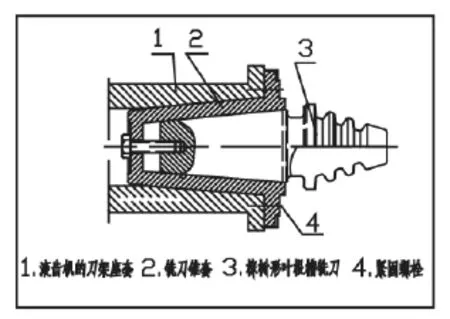
圖2 銑刀錐套裝配示意圖
(2)設(shè)計(jì)制作特殊卡盤(pán)卡爪,卡爪上增加四瓣較長(zhǎng)較厚的長(zhǎng)弧形銅墊塊,再旋緊夾緊螺桿時(shí),卡盤(pán)爪不再向上翹而是水平方向施力夾緊工件,百分表指針?lè)€(wěn)定,很容易校正工件實(shí)現(xiàn)了工件同工作臺(tái)旋轉(zhuǎn)一周百分表跳動(dòng)小于0.022mm,達(dá)到要求的精度。
(3)刀具跳動(dòng)問(wèn)題。通過(guò)檢查,發(fā)現(xiàn)刀架座套精度良好,而銑刀錐套喪失原有精度,于是重新添置高精度的銑刀錐套,重新檢測(cè),刀具跳動(dòng)小于0.02mm,達(dá)到要求,可以加工。銑刀錐套裝配如圖2所示
(4)進(jìn)刀機(jī)構(gòu)
為實(shí)現(xiàn)可調(diào)的走刀量,對(duì)走刀傳動(dòng)系統(tǒng)進(jìn)行了設(shè)計(jì),采用一臺(tái)電動(dòng)機(jī)+行星擺線減速機(jī)+輸入走到運(yùn)動(dòng)的直齒輪,調(diào)整減速裝置的幾何位置,使直齒輪與走刀運(yùn)動(dòng)系統(tǒng)的一個(gè)掛輪相嚙合,同時(shí)拆卸下與該掛輪原來(lái)相嚙合的主動(dòng)齒輪。通過(guò)該減速裝置使銑刀機(jī)動(dòng)走刀,在驅(qū)動(dòng)電動(dòng)機(jī)的動(dòng)力線路上接入電流表,便可以顯示電流大小并能方便地調(diào)節(jié),以改變銑刀的走刀量。經(jīng)過(guò)走刀系統(tǒng)傳動(dòng)鏈運(yùn)動(dòng)的計(jì)算,完全實(shí)現(xiàn)了銑刀的走刀量從0.001mm/r,起步,進(jìn)行實(shí)際的切削試驗(yàn)。該減速裝置如圖3所示。
(5)進(jìn)刀深度控制方法
工件分度后粗、精銑樅樹(shù)形葉根槽時(shí),槽全深的不等偏差規(guī)定在0.08mm以內(nèi),要達(dá)到所有槽的進(jìn)刀深度在規(guī)定的偏差以內(nèi),只看標(biāo)尺進(jìn)刀是十分危險(xiǎn)的。為此,設(shè)計(jì)了百分表監(jiān)視和行程擋塊終點(diǎn)限制的雙重監(jiān)控方法,采用機(jī)動(dòng)和手動(dòng)交替進(jìn)刀,有效實(shí)現(xiàn)了進(jìn)刀深度的控制。
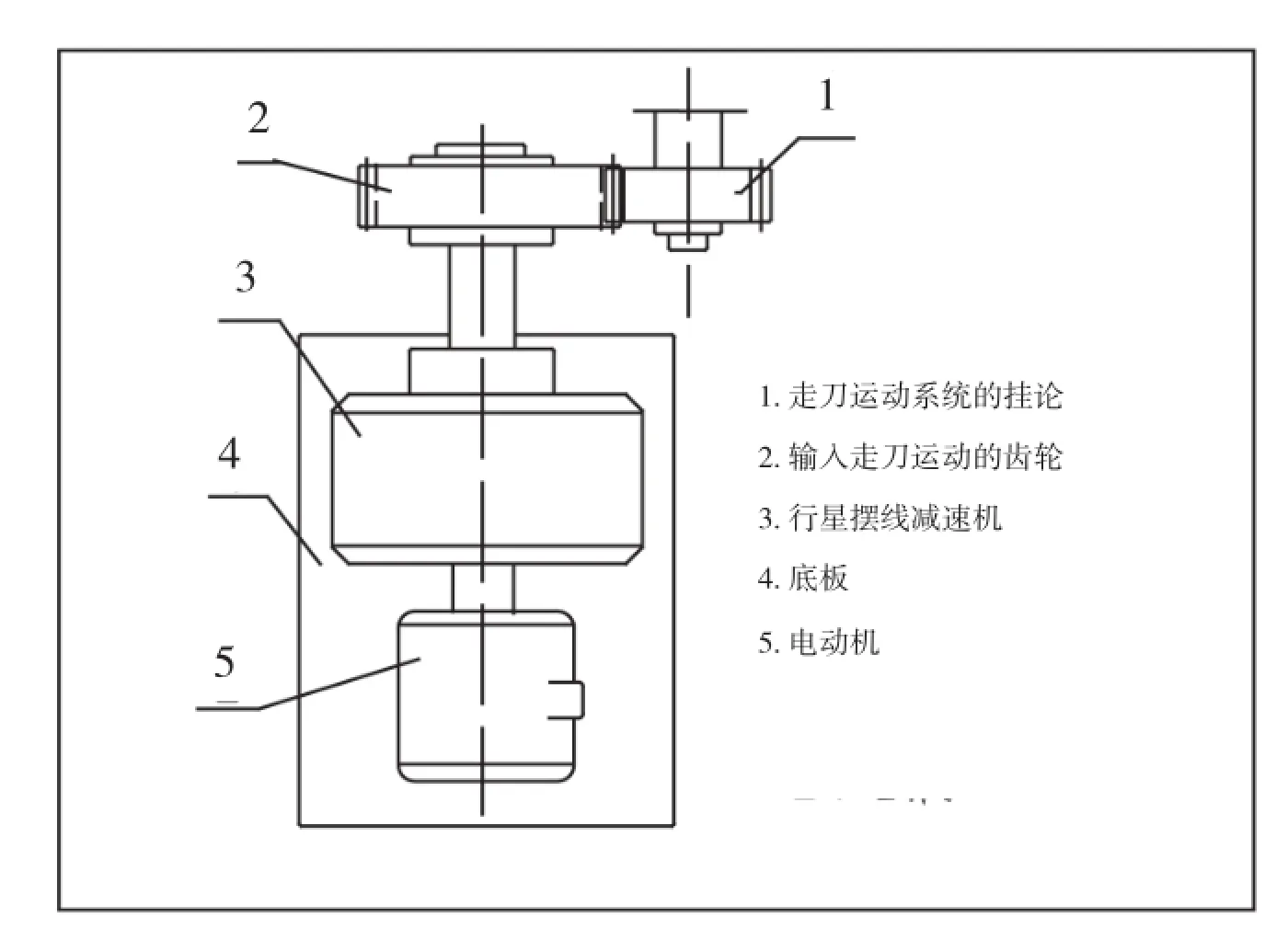
圖3 減速裝置示意圖
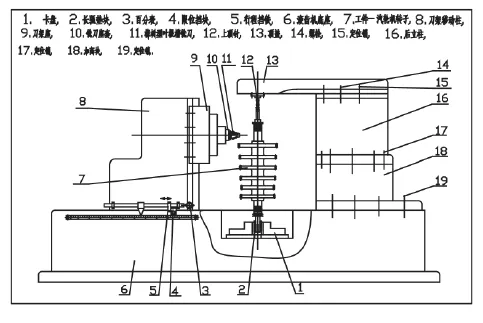
圖4 改進(jìn)后滾齒機(jī)加工示意圖
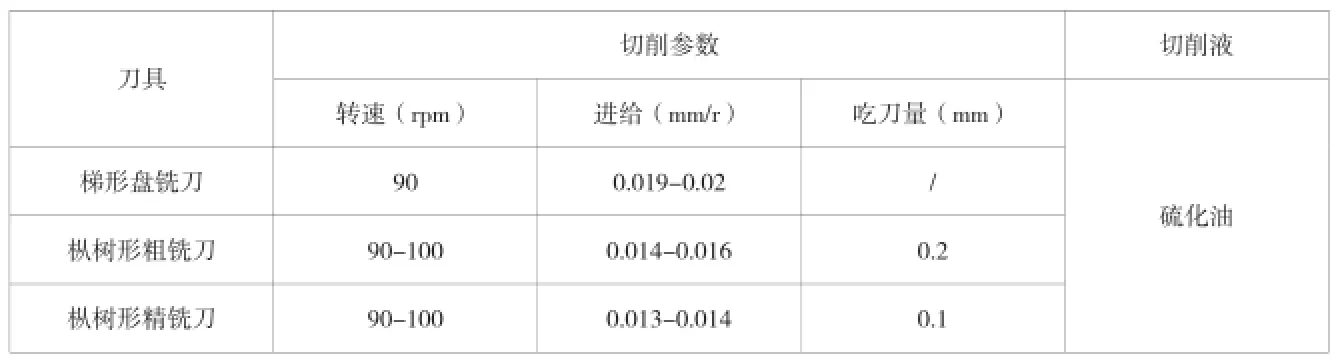
表1 切削參數(shù)表
改進(jìn)后滾齒機(jī)加工示意圖如圖4所示。
2 工藝過(guò)程設(shè)計(jì)
2.1 工藝方案
(1)工件安裝、定位、校正,夾緊后跳動(dòng)小于0.022mm;
(2)粗銑輪槽,用梯型盤(pán)銑刀在第一級(jí)輪盤(pán)上銑出全部梯形槽。
(3)半精銑輪槽,用樅樹(shù)型葉根槽粗銑刀粗銑出第一級(jí)輪盤(pán)上的
各葉輪槽。
(4)精銑輪槽,用樅樹(shù)型葉根槽精銑刀再精銑出第一級(jí)輪盤(pán)上的各葉根槽。
(5)按上述各步加工順序,依次加工好第二、三、四、六、五各級(jí)輪盤(pán)上的葉根槽。第五級(jí)輪盤(pán)直徑較小,只能用直徑大一些的梯形盤(pán)銑刀來(lái)完成預(yù)銑梯形槽,故放在最后換刀加工。
(6)清理,去毛刺。
2.2 切削參數(shù)
(1)汽輪機(jī)轉(zhuǎn)子材料為鉻鎳鉬釩鋼,熱處理后的硬度較高HB321,加工中刀具及切削參數(shù)也是一個(gè)難點(diǎn),樅樹(shù)形銑刀受到葉根槽結(jié)構(gòu)及尺寸的限制,隨之限制了刀具的結(jié)構(gòu)強(qiáng)度和容屑能力,尤其是一次性進(jìn)入葉根槽的全深,切削量大,切削阻力就很大,振動(dòng)就很大,容易崩刃、斷刀。 為此根據(jù)轉(zhuǎn)子材料、機(jī)床的加工性能、允許的切削量、刀具的剛性以及耐用度,結(jié)合實(shí)際試切實(shí)驗(yàn),最終確定了切削參數(shù)見(jiàn)表1。
(2)選用潤(rùn)滑效果較好的硫化油作為冷卻潤(rùn)滑液。
加工過(guò)程中,需減少刃口堆積并保護(hù)刀具尖端不受磨損,延長(zhǎng)刀具使用壽命,以減少因更換刀具和修整刀具而造成的停機(jī)時(shí)間。表面加工精度和粗糙度也要嚴(yán)格控制。油基切削液的潤(rùn)滑性能較好,冷卻效果較差,適合于切削速度低于30m/min。綜合評(píng)價(jià),并試用后選擇硫化油作為冷卻潤(rùn)滑液。
2.3 檢驗(yàn)方法
各輪盤(pán)的葉根槽用標(biāo)準(zhǔn)樣板檢查,其余用量具檢查。
結(jié)語(yǔ)
經(jīng)公司技術(shù)員和操作人員共同努力,通過(guò)上述措施順利完成了該轉(zhuǎn)子樅樹(shù)型葉根槽的加工任務(wù),一般葉根槽的全深誤差在0.04mm,少量在0.06mm以內(nèi),葉根槽的不等距偏差在0.06mm以內(nèi),葉根槽的表面粗糙度達(dá)Ra3.2,各項(xiàng)檢測(cè)結(jié)果均符合設(shè)計(jì)要求。如期完成交付用戶,獲息現(xiàn)場(chǎng)試車、運(yùn)行平穩(wěn)良好。
本次加工實(shí)例在3.2M滾齒機(jī)上順利完成,為樅樹(shù)型葉根槽的加工開(kāi)辟了新方法,積累了寶貴經(jīng)驗(yàn)和數(shù)據(jù)。
[1] 張克舫, 沈惠坊. 汽輪機(jī)技術(shù)問(wèn)答[M].中國(guó)石化出版社, 2006.
[2]盤(pán)軸制造技術(shù)[M]. 北京:科技出版社,2002.
[3]權(quán)正中.大型汽輪機(jī)轉(zhuǎn)子葉根槽的精密分度加工[J]. 金屬加工: 冷加工, 2012(1): 29-32.
[4]張作慧, 吳偉東, 賈爽. 透平靜葉片圓弧及圓弧槽加工工藝研究[J]. 中國(guó)新技術(shù)新產(chǎn)品, 2012 (20): 60-61.
[5]宋慧軍, 李贊, 于菲,等. 渦輪盤(pán)榫槽綜合測(cè)具的研究[J]. 中國(guó)新技術(shù)新產(chǎn)品, 2012 (18): 133-133.
TK26
: B
