
探究用宏指令構建數控車削梯形螺紋模塊
2014-03-01 07:39:22孫從科陳淳輝
裝備制造技術 2014年4期
關鍵詞:指令
孫從科,陳淳輝
(海軍蚌埠士官學校,安徽 蚌埠 233012)
探究用宏指令構建數控車削梯形螺紋模塊
孫從科,陳淳輝
(海軍蚌埠士官學校,安徽 蚌埠 233012)
介紹了梯形螺紋的加工工藝,提出用宏指令編寫梯形螺紋加工模塊的方法。
梯形螺紋;數控編程;宏程序
車削梯形螺紋時,吃刀深、走刀快、切削抗力大,導致加工難度較大。如何較好地解決這一難題呢?筆者結合多年的實踐經驗,通過不斷摸索,提出利用數控宏指令構建車削梯形螺紋模塊的構想,從而的味道更好的解決。
1 車梯形螺紋工藝分析
車削梯形螺紋時,通常采用高速鋼材料刀具進行低速車削。低速車削梯形螺紋進刀方法一般有直進法、左右切削法、車削直槽法、分層切削法等,而數控車床車削梯形螺紋往往采用“分層切削法”。“分層切削法”實際上是直進法和左右切削法的綜合應用,在車削較大螺距的梯形螺紋時,“分層切削法”通常不是一次性就把梯形槽切削出來,而是把牙槽分成若干層,每層深度根據實際情況而定,轉化成若干個較淺的梯形槽,降低車削難度。每一層的切削都采用左右交替車削的方法,背吃刀量很小,刀具只需沿左右牙型線切削,梯形螺紋車刀始終只有一個側刀刃參加切削(如圖1所示),從而使排屑比較順利,刀尖的受力和受熱情況有所改善,因此能加工出較高質量的梯形螺紋,且容易掌握,程序簡短,容易操作。
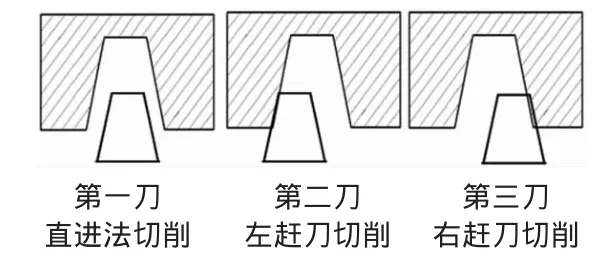
圖1 分層切削法
2 梯形螺紋加工程序的編制
本文以加工一段Tr36×6的梯形螺紋(如圖2所示)為例介紹用宏程序編寫加工程序。
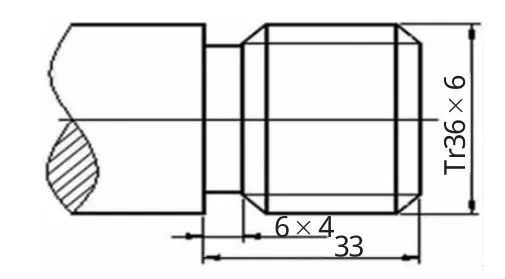
圖2 梯形螺紋零件圖
2.1 數值計算
(1)尺寸計算
梯形螺紋的計算公式及其參數值如表1所示。
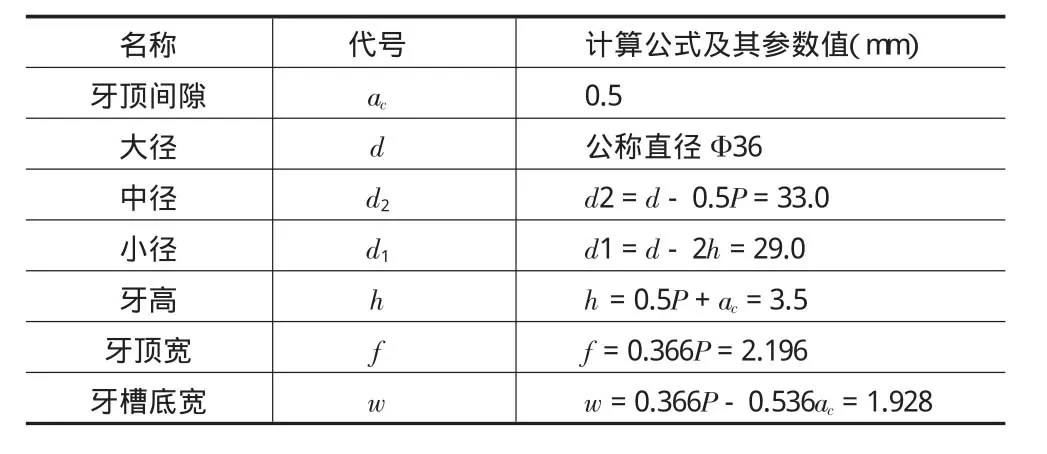
表1 梯形螺紋的計算公式及其參數值表
(2)左(右)趕刀量的計算
根據圖3可以得出分層切削時左(右)趕刀量計算式為:①當刀頭寬度等于牙槽底寬時,左(右)趕刀量=tan15°×(牙深-當前層背吃刀量)。②當刀頭寬度小于牙槽底寬時,左(右)趕刀量=tan15°×(牙深-當前層背吃刀量)+(牙槽底寬-刀頭寬度)/2。
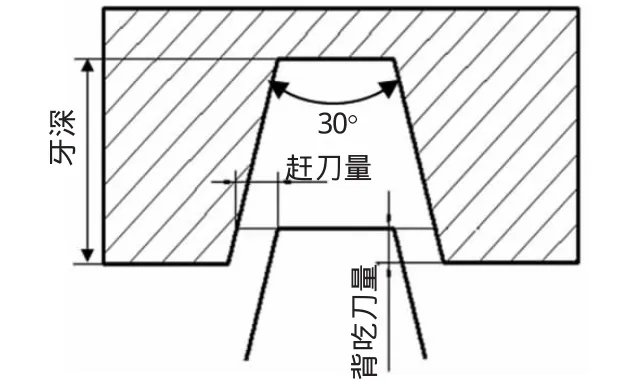
圖3 左(右)趕刀量計算圖
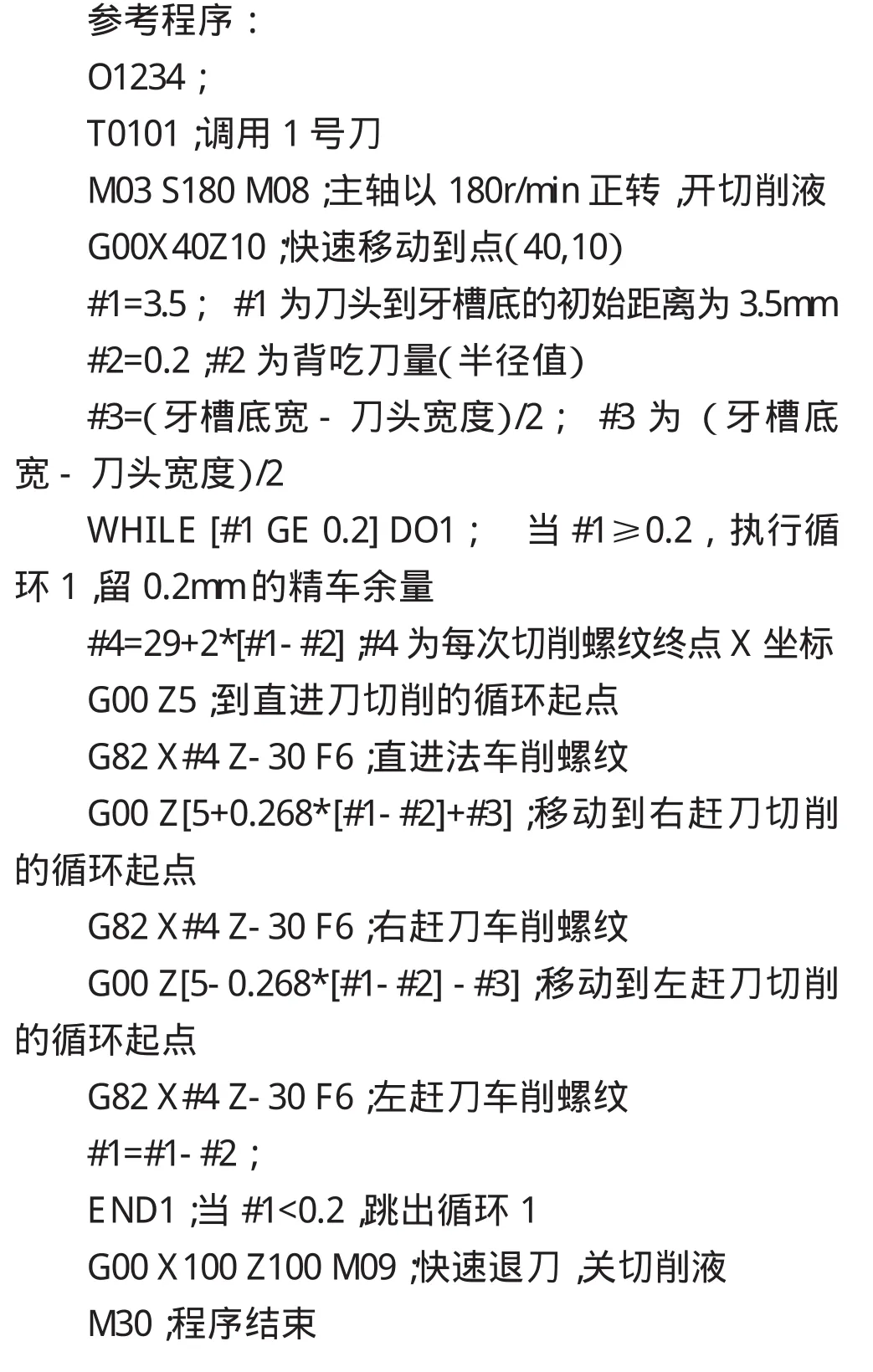
2.2 變量設置與程序編寫
經過分析本例中要四個變量,#1為刀頭到牙槽底的距離,初始值為3.5mm,#2為背吃刀量(半徑值),#3為(牙槽底寬-刀頭寬度)/2,#4為每次切削螺紋終點X坐標。編程關鍵技術是要利用宏程序實現分層切削和左(右)趕刀切削。利用G82螺紋加工循環指令功能,左(右)趕刀切削只需將切削的起點相應移動0.268*[#1-#2]+#3(右趕刀)或者-0.268*[#1-#2]-#3(左趕刀)就可以實現。分層切削的實現通過#1和#2變量實現,每層加工三刀后,讓#1=#1-#2實現進刀,而在每層中螺紋的X坐標不變,始終為#4=29.0+2*[#1-#2]。
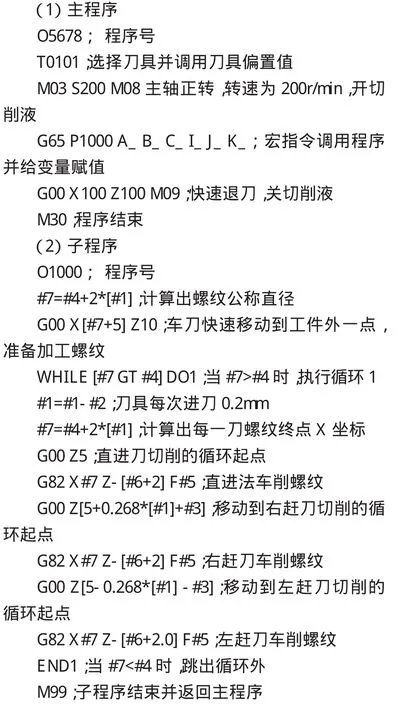
3 用數控宏指令構建車削梯形螺紋模塊
應用宏指令,將左右趕刀法加工梯形螺紋模塊化,應用時只需將宏指令中的自變量賦值修改一下,就可加工不同尺寸的梯形螺紋,而宏程序中的內容不需修改。通過上述程序和分析,梯形螺紋加工需要的自變量有:#1=(A)每刀的進刀深度(半徑值),(本例中初始值為牙高 3.5mm);#2=(B)背吃刀量;(本例中為 0.2mm);#3=(C)刀頭寬度偏差 =(牙槽底寬 -刀頭寬度)/2;#4=(I)螺紋小徑;#5=(J)螺距;#6=(K)螺紋長度。
利用宏指令構建數控車削梯形螺紋加工程序模塊,是一種易懂、易掌握的方法,只要掌握分層切削梯形螺紋的工藝,并能熟練運用梯形螺紋宏指令加工程序模塊,一定能在數控車削梯形螺紋過程中靈活高效高質量地完成任務。
[1]關 亮,向 京.數控車床操作與編程技能訓練[M].高等教育出版社,2005.
[2]吳長有.數控加工技術[J].華中科技大學出版社,2010.
[3]汪榮青,邱建忠.數控編程與操作[M].第一版.化學工業出版社,2009.
Exploration ofMacro Programm ing Tem p lates to Process Trapezoidal Thread
SUNCong-ke,CHENChun-hui
(Bengbu NavalPetty Officer Academy,Bengbu Anhui233012,China)
This article describes trapezoidal thread processing technology.This article proposesmethod which is based on the use ofmacro programming templates to Process trapezoidal Thread.
trapezoidal thread;CNC programming;macro procedure
TG519.1
B
1672-545X(2014)04-0266-03
2014-01-06
孫從科,海軍士官學校機械系實訓中心。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(2016年10期)2016-11-23 05:11:56
時代農機(2015年3期)2015-11-14 01:14:29
科技傳播(2015年20期)2015-03-25 08:20:30
信息安全研究(2015年3期)2015-02-28 20:18:12
西安航空學院學報(2014年5期)2014-07-13 01:27:52
家電科技(2014年5期)2014-04-16 03:11:28
汽車零部件(2014年2期)2014-03-11 17:46:27
