選粉機氣流壓損分析與結構優化
2014-02-20 12:01:42趙欣,歐劍
當代化工 2014年11期
趙 欣,歐 劍
(綿陽職業技術學院, 四川 綿陽 621000)
工藝與裝備
選粉機氣流壓損分析與結構優化
趙 欣,歐 劍
(綿陽職業技術學院, 四川 綿陽 621000)
根據選粉機構造與流形將選粉機的流體腔劃分為6個子腔體,并采用數值模擬的方法得到各腔體的壓損比例,發現送料筒腔體、出口腔體與內腔體這三個腔體的壓損之和達到了整機壓損的86.66%。針對送料筒腔體的氣流對沖損耗,設計了側環面風口結構。針對內腔體內的旋流損耗和出口腔體內轉向損耗,設計了渦流打散錐結構。實驗結果表明,所設計的優化結構不影響選粉機的分級性能,且能有效的降低選粉機氣流壓損,節能比例在14.30%~19.80%之間,節能效果良好。
選粉機;壓損;結構優化
選粉機工作過程中,風機的抽吸作用使得氣流得以流動,即風機給氣流提供了機械能[1]。氣流機械能在氣流的運動過程中不斷耗散,直接體現為氣流壓強的改變。選粉機進出口壓強的差值為選粉機氣流壓損,它是選粉機能耗的重要指標,與系統風機的選型有著直接關系[2]。隨著國家政策的調控,企業需要進行節能減排工作,其中選用低壓損的選粉機便是其中一項重要的節能措施。但當前絕大部分選粉機的研究都是關于選粉機分級性能的,對于選粉機氣流壓損的研究文獻較少,且基于壓損的結構優化措施也幾乎處于空白狀態。本研究針對選粉機氣流壓損進行分析,探尋選粉機腔體中壓損較高的部位,然后對該部位進行結構優化。
1 選粉機的腔體劃分
本研究以綿陽某公司研發的SLK系列選粉機[3]為研究對象,該選粉機相對于以O-Sepa[2]為典型代表的第三代其他機型而言,該選粉機以其優良的分選精度與分選效率在水泥、粉煤灰、鋰礦渣等粉體分選領域得到廣泛應用,如圖1(a)所示。
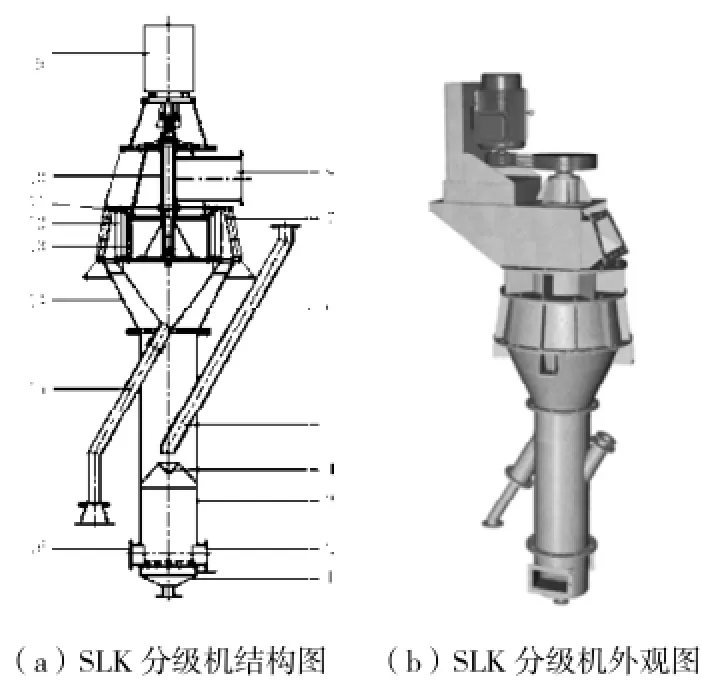
圖1 SLK型分級機結構和外觀Fig.1 Structure and exterior appearance of SLK classifier
SLK型分級機主要由傳動系統9、分級裝置(包括件7、10、11、12、13等)、喂料分散結構(包括件2、3、4、5、16等)和粗粉流化清洗裝置1組成,其外觀如圖1(b)所示[1]。
當前對于選粉機壓損常用的方法是選粉機的壓力云圖分析[2]和整機氣流壓力分析[2,4],這兩種方法都難以探尋選粉機腔體中壓損較高的部位。為了獲得選粉機各部位的氣流壓損結果,根據選粉機構造與流形將選粉機的流體腔劃分為6個子腔體:送料筒腔體、下錐腔體、外腔體、葉片腔體,轉子內腔、出口腔體。其形狀如圖2所示。在模擬過程中,提取各子腔體進出口面的總壓數據。該子腔體的入口總壓減去出口總壓即為壓損。
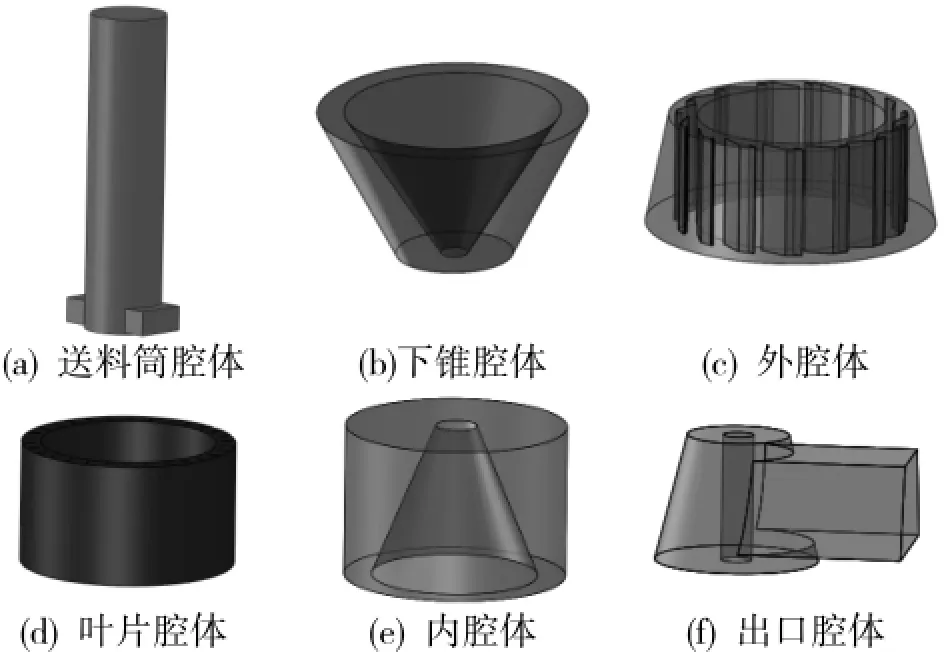
圖2 各子腔體圖Fig.2 All cavity graph in classifier
2 子腔體氣流壓損比例
以SLK50機型為具體的研究對象,按照其具體尺寸進行建模、網格劃分,最后進行數值計算,得到各子腔體的壓損值。在正常工作情況下,送料筒腔體、下錐下腔體、外腔體、轉子內腔體、出口腔體的能量都處于減少狀態,葉片腔體由于轉子轉動賦予的能量處于增加狀態。計算壓損比例的方法為:以各子腔體分別除以轉子腔外的5個腔體壓損的總值,即可得到該部位的壓損比例。
工況為轉速1 000 r/min、風量50 m3/min、喂料1 kg/s時,各腔體氣流壓損比例分布情況如圖3所示。圖中負值表示能量損耗,正值表示能量增加。此狀態下送風筒腔體內壓損所占比例最大,達到了43.79%,最低的則是外腔體,僅 5.66%。各子腔體按照其壓損利排列從大到小依次是:送料筒腔體、出口腔體、內腔體、下錐腔體、外腔體、葉片腔體,其壓損比例依次是-43.79%、-22.67%、20.20%、-7.58%、-5.66%、+8.56%。可以看出送料筒腔體、出口腔體與內腔體這三個腔體的能量消耗最大,其三者壓損之和達到了86.66%。因此對這三個子腔體的氣流壓損進行深入分析,以提出相應的優化結構來降低選粉機壓損。
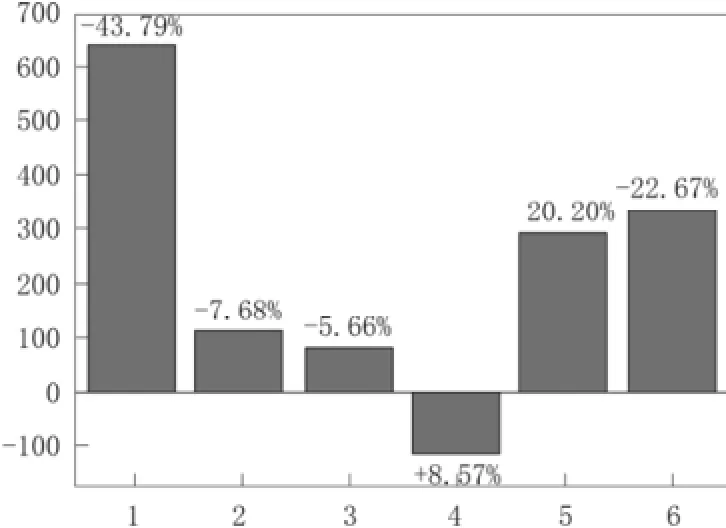
圖3 選粉機各子腔體的氣流壓損比例Fig.3 Air pressure loss ratio of each cavity in classifier
3 選粉機結構優化
3.1 內腔體的氣流壓損分析與側環面風口的設計
送料筒腔體內氣流能量損耗主要有對沖損耗、摩擦損耗以及顆粒加速損耗等。其中摩擦損耗是應為氣流與腔體壁面的相對運動,是不可避免的。顆粒加速損耗則是由于氣流對于顆粒的輸送引起的,想要改變也很困難。對沖損耗則是由于兩個入口氣流的在腔體底部發生了對沖碰撞,這個過程中,損耗了相當大的能量,因此可以考慮是否能夠降低該部分的損耗。
將原來的風口擴展到整個側環面,即以環面作為進風口。該新型風口形式成為側環面風口[5]。該風口可以使得氣流入口速度降低到最小,從而將對沖損耗降到最低。該新型結構既可滿足結構設計的需要,又能滿足了其功能需求。圖4為優化后的側環面風口結構。
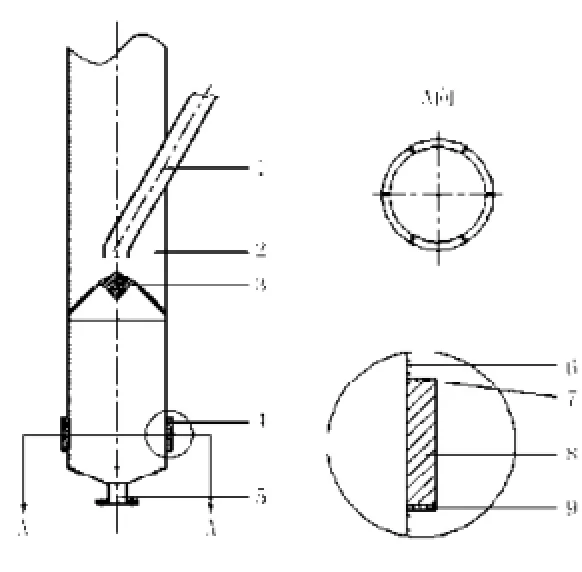
圖4 側環面風口結構Fig.4 The side ring surface tuyere structure
如圖4所示,側環面風口4有主要由上封板7與下封板9,以及連接它們之間的肋條8組成,上封板7與下封板9均為圓環,與送風筒2的筒壁6焊接在一起,肋條8在上封板7與下封板9之間的徑向上成圓周等間距分布,根據不同的情況,肋條8的數目一般不少于6根,俯視圖為6根肋條時的排列示意圖。
3.2 內腔體與出口腔體的壓損分析與渦流打散錐設計
內腔體主要損耗主要包括摩擦損耗、加速損耗。其中摩擦損耗中氣流與氣流間的摩擦損耗是由于旋流引起的。根據分選理論,顆粒分選主要發生在轉子葉片外緣以及葉片間。該部分氣流并不直接的參與顆粒的分選工作,轉子內腔的氣流旋轉對于分選是沒有貢獻的。因此在內腔體中,氣流是不需要做旋轉運動的。
出口腔體內,高速旋轉的氣流會發生轉向。這個轉向過程中,氣流能量消耗是巨大的。氣流旋轉速度越大,所消耗的能量越大。如果能夠有效降低其旋轉速度,那么其壓損也會有一定程度的降低。
為減小或消除旋流帶來的不必要的氣流能量損耗,在原來導流錐的基礎上優化器錐體結構,設計出了渦流打散錐。該新型錐體可以有效的改變轉子內腔體內氣流運動形態,降低氣流旋轉速度,即能降低內腔體內部的氣流與氣流間的摩擦損耗,又能降低出口腔體內的轉向氣流損耗。
圖5為渦流打散錐的結構圖。在錐體3的周圍均勻焊接若干片整流葉片 4。該整流葉片可以為多種形式,如矩形,三角形等。本文采用三角形的葉片結構形式進行研究分析。錐體和整流葉片都固定在支撐軸5上,而支撐軸5又由固定在粗粉錐內壁上的支撐葉片8進行固定。渦流打散錐的錐體底板6與錐體3底部有一圈采用凹凸間隙配合,以防止粉塵顆粒混入錐體內部。渦流打散錐的錐體底板 6與支撐軸間采用軸承7進行連接,以保證轉子的正常轉動和支撐軸的穩固。旋轉氣流進入內腔體時,將與整流葉片發生碰撞和隔離,將原來的大渦旋流變成多個小渦旋流,氣流損耗降低。同時由于碰撞后的氣流其切向速度降低,即旋轉速度降低,出口腔體內消耗的轉向能量也將會相應的減小。
4 結構優化對分選性能與氣流壓損的影響
在進行結構優化的時候,首先要考慮的是該結構的改變是否影響了選粉機原有的分級性能。
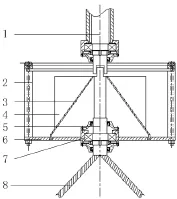
圖5 渦流打散錐結構Fig.5 The diversion cone
因為如果結構的改變嚴重降低選粉機的分級性能,這時氣流壓損的降低就變得沒有意義了。因此必須通過實驗的手段對優化結構前后的選粉機進行壓損和分級性能進行對比分析,看結構優化是否降低了選粉機分級性能,是否降低了選粉機氣流壓損。實驗中,用成品45 μm篩余量[1]作為選粉機作為分級性能的評價指標。
4.1 實驗系統
實驗系統如圖6所示,實驗平臺為開路分級系統,主要由料倉、剛性葉輪喂料器、SLK選粉機、旋風收塵器、脈沖式布袋收塵器、離心風機,連接各個設備間的管道以及設備支架組成[5]。采用 S型皮托管與U型壓力計測量選粉機出口動壓和選粉機進出口的總壓。

圖6 實驗平臺Fig.6 Experimental platform
4.2 實驗操作
實驗采用粉煤灰[1]作為實驗原料。每次實驗前先對系統進風氣密性檢測與清灰操作。實驗時先開啟風機,使得整個實驗系統處于負壓狀態,再開啟選粉機的調速電機并調節轉速,運轉穩定后,通過喂料器將喂料倉內的物料均勻的輸送到選粉機料管,直到喂料完成,然后關機。將每次試驗的操作參數(風量、轉速、喂料量)[6,7]、成品篩余、和整機壓損的數值記錄在表1中。
4.3 實驗結果
表1的實驗數據可以看出,在選粉機進行結構優化前后,成品的篩余并沒有明顯變化,前后波動范圍很小。可以理解為結構優化并沒有明顯影響選粉機的分級性能。結構優化前后,選粉機氣流的壓損有了明顯降低,且其節能比例較高,在14.30%~19.80%之間變化。這主要是由于優化前送料筒腔體內的壓損較高,采用對側進風口結構后,壓損降低較為明顯。如果僅采用側環面風口結構,而不用對側進風口結構的話,其節能比例應該在3%左右。通過該實驗結果可以知道,本研究對于選粉機壓損的分析是有道理的,所設計的優化結構可以有效的降低選粉機氣流壓損,且選粉機的分級性能不受影響。
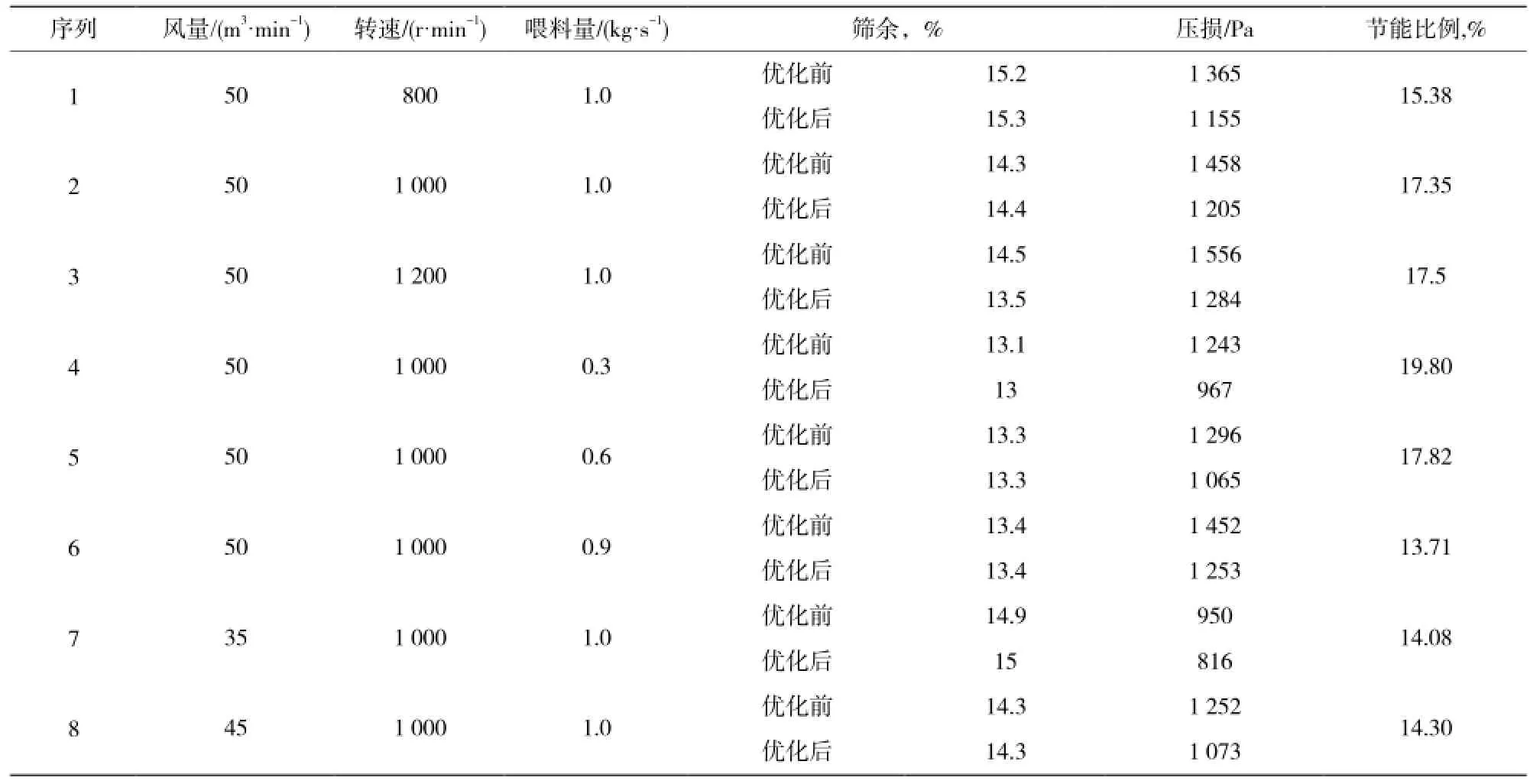
表1 優化前后數據對比Table 1 Data comparison before and after optimization
5 結 論
(1)根據選粉機構造與流形將選粉機的流體腔劃分為6個子腔體:送料筒腔體、下錐腔體、外腔體、葉片腔體,轉子內腔、出口腔體,這樣有助于壓損的深入研究。
(2)通過數值模擬發現各子腔體壓損排列從大到小依次是:送料筒腔體、出口腔體、內腔體、下錐腔體、外腔體、葉片腔體,同時送料筒腔體、出口腔體與內腔體這三個腔體的壓損之和達到了整機壓損的86.66%。
(3)通過分析發現送料筒腔體內高壓損的原因在于氣流對沖,損耗了大量能量,為此設計了側環面風口結構。通過分析內腔體和出口腔體內高壓損的根本原因在于氣流的高速旋轉,為此設計了渦流打散錐結構,可以有效的降低旋流損耗和轉向損耗。
(4)實驗結果表明,所設計的優化結構不影響選粉機的分級性能,且能有效的降低選粉機氣流壓損,節能效果良好。
[1]李進春.基于氣固兩相流分級原理及SLK粉煤灰分級機應用研究[D].綿陽:西南科技大學,2009.
[2]黃億輝.O-SEPA選粉機結構及流場特性的研究[D].無錫:江南大學,2011.
[3]李洪,李雙躍,李進春,等.SLK平面渦流分級機的開發與應用[J].金屬礦山,2008(3):121-126.
[4]刁雄.超細分級機顆粒預分散及應用研究[D].綿陽:西南科技大學,2013
[5]祝良明,李雙躍.SLK分級機兩種進風口的數值模擬與實驗研究[J].化工進展.2013,32(3):533-537.
[6]韓占忠,王敬,蘭小平.FLUENT 流體工程仿真計算實例與應用[M].北京:北京理工大學出版社,2004.
[7]Jones W P,Launder B C.The prediction of laminarization with a two-equation model of turbulence[J].Heat and mass Transfer,19 72,15:301-314.
Analysis on Pressure Loss in the Classifier and Structure Optimization
ZHAO Xin,OU Jian
(Mianyang Vocational and Technical College, Sichuan Mianyang 621010,China)
According to the classifier structure and manifold,the flow cavity of the classifier was divided into 6 cavities, and the pressure loss of each cavity was researched by numerical simulation. The results show that the pressure loss of feeding tube cavity, outlet cavity and inner cavity is up to 86.66% in the whole machine. The side ring surface tuyere structure was designed by flow hedging losses in the feeding tube cavity. Eddy break-up cone structure was designed by vortex loss of the inner cavity body and turning loss of the outlet cavity. The experimental result shows that the optimization structure does not affect the classifier classification performance, and can effectively reduce the pressure loss of the classifier air, energy saving ratio is in the range of 14.30% ~ 19.80%, energy-saving effect is good.
Classifier;Pressure loss;Structure optimization
TB 44
A
1671-0460(2014)11-2310-04
科技重大專項:2011ZX04014-041。
2014-04-28
趙欣(1963-),女,重慶人,副教授,碩士,2006年畢業于重慶大學電氣工程專業。研究方向:機械設計、電氣工程,工業自動控制。E-mail:1367102397@qq.com。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
現代企業(2015年9期)2015-02-28 18:56:50