寶鋼鋼管產品技術的發展
2014-02-20 09:05:32丁維軍張忠鏵
鋼管 2014年3期
丁維軍,張忠鏵
(寶山鋼鐵股份有限公司,上海201900)
寶鋼鋼管產品技術的發展
丁維軍,張忠鏵
(寶山鋼鐵股份有限公司,上海201900)
全面總結了寶鋼各主要鋼管機組的配置和特點;介紹了Φ140 mm全浮動芯棒連軋管生產線和Φ114 mm Accu Roll軋管機組的裝備改造,以及Φ460 mm PQF連軋管機組的整體情況;回顧了寶鋼油井管、鍋爐管和焊接管線鋼管等產品的品種開發歷程,并詳細介紹了代表性產品的應用實例。
寶鋼;鋼管機組;設備改造;鋼管產品;品種開發;研究進展
1978年12月,寶鋼集團有限公司(簡稱寶鋼)工程動工建設,至今已有30多年,目前寶鋼已發展成為我國現代化程度最高、最具競爭力的鋼鐵聯合企業。寶鋼在其發展歷程中,始終將能源用管作為重要戰略產品,長期開發、生產、供應油氣開采和輸送用管及高壓鍋爐管等能源用管,不斷滿足能源工業的需求;依靠持續不斷的技術改造和創新,鋼管品種也由單一的碳鋼鋼管向合金鋼、不銹鋼及特種合金鋼鋼管發展,已成為無縫鋼管和焊接鋼管兩大系列、規格品種配套齊全的多單元生產企業。現主要介紹寶鋼鋼管產品技術的發展情況。
1 主要鋼管生產機組
目前,寶鋼已從當初唯一的Φ140 mm全浮動芯棒連軋管機組(簡稱Φ140 mm連軋管機組)發展成既有熱軋又有冷軋、既有無縫鋼管又有焊接鋼管,鋼管外徑覆蓋1~24 in(1 in=25.4 mm)的多單元生產企業。寶鋼各鋼管生產機組的配置及產能情況見表1。
作為寶鋼一期工程中唯一的成品廠,1985年11月建成投產的寶鋼無縫鋼管廠,從德國曼內斯曼-德馬克公司引進Φ140 mm連軋管機組,該機組是德國以曼內斯曼鋼管公司牟海姆鋼管廠的RK2連軋管機組為樣板而設計的,配置為桶形輥穿孔機+8機架全浮動芯棒連軋管機+28機架張力減徑機,設計年產量50萬t。產品規格為Φ21.3~139.7 mm×2.0~25.0 mm,品種包括油井管、鍋爐管、一般商品管和輸送用管等。
在寶鋼Φ140 mm連軋管機組不斷發展的同時,寶山鋼鐵股份有限公司(簡稱寶鋼股份)本部Φ610 mm HFW直縫高頻焊管機組和Φ1 422 mm UOE直縫埋弧焊管機組陸續建成投產,煙臺魯寶鋼管有限責任公司(簡稱魯寶鋼管)、上海鋼管廠(現寶鋼股份精密鋼管廠)、上鋼五廠(現寶鋼特鋼有限公司)鋼管廠先后加入了寶鋼大家庭,使寶鋼的鋼管品種不斷增加、規格不斷完善、產能不斷擴大。

表1 寶鋼各鋼管生產機組的配置及產能情況
寶鋼Φ610 mm HFW直縫高頻焊管機組,2005年10月投產,引進德國SMS Meer公司等世界上先進的直縫焊管生產設備和技術。該生產線是當今世界上第一條集先進成型技術、大功率焊接技術、功能齊全的無損探傷技術、焊縫雙重熱處理和整管熱處理技術、全過程的計算機料流跟蹤系統于一體的中直徑直縫焊管生產設備[1],也是目前世界上裝備最先進的焊管生產線之一,可以生產Φ219.1 ~610.0 mm的管線鋼管、套管、結構管(圓管、方矩形)等產品,年設計產能30萬t。
寶鋼Φ1 422 mm UOE直縫埋弧焊管機組,是我國第1套現代化大直徑直縫埋弧焊管機組,也是目前世界上裝備最先進的大直徑直縫埋弧焊管機組之一。該機組投產于2008年1月,主線生產設備主要包括德國SMS Meer公司生產的先進成型設備和瑞典ESAB公司生產的焊接設備。寶鋼UOE機組成型能力大,焊接效率高,產品規格覆蓋廣(Φ508.0~1 422.4 mm×6~40 mm×6 000~18 300 mm,鋼級最高至X100);設計年產石油天然氣輸送用管線鋼管、結構用鋼管和低壓流體輸送用管50萬t[2]。
魯寶鋼管于20世紀80年代末期建廠,從美國引進了一套ARE(Accu Roll&Expander)高精度軋擴管機組。該機組原設計的年產能為7.1萬t,規格Φ63~114 mm。自從2003年魯寶鋼管加入寶鋼后,經過持續改進與創新,Accu Roll軋管機已經改進成一種全新軋管機,形成了ARE集成鋼管生產技術。作為單倍尺生產機組,該機組的年產能提升到30萬t,規格擴大到Φ133~325 mm。
精密鋼管廠的前身為1958年建設的上海鋼管廠,1998年隨著上海市冶金工業重組,上海鋼管廠加入寶鋼集團,2007年9月加入寶鋼股份,更名為寶鋼精密鋼管廠。精密鋼管廠的主要設備包括Φ114 mm Accu Roll軋管機組1套、Φ90 mm自動軋管機組1套、冷軋管機5臺和冷拔管機18臺。精密鋼管廠利用寶鋼的原料材優勢,現已經形成了以生產小直徑冷拔、冷軋電站鍋爐用管為主導產品,輔之以一定量的汽車用精密鋼管和油氣采集輸送用管的生產特色,目前該廠的年生產量約為10萬t。
寶鋼特鋼有限公司的前身為1963年建設的上鋼五廠鋼管廠,是我國最早生產高合金精密無縫鋼管的企業,誕生了我國第一支不銹鋼航空用無縫鋼管,是我國航天、航空、石油化工、儀表、機械等工業用不銹鋼無縫鋼管的重要生產基地,也是我國核電用管專業生產企業;產品規格Φ6~133 mm,其中各類鍋爐用不銹鋼鋼管約占50%,耐熱鋼鋼管占10%,雙相鋼鋼管占18%。寶鋼特鋼有限公司鋼管廠的主要軋管設備有Φ100 mm二輥斜軋穿孔機組1套,60 MN臥式擠壓管機組1套,二輥冷軋管機24臺,從德國引進的SKW75VMR高速冷軋管機1臺,從德國引進的KPW50VMR高速冷軋管機1臺及各種噸位冷拔管機8臺。
2 軋管設備改造及技術進步
盡管寶鋼Φ140 mm連軋管機組自1985年投產以來取得了令人矚目的成績,但是單一生產機組的格局令寶鋼無縫鋼管在國內外鋼管市場的競爭方面處于劣勢。近十年來,為了進一步提高寶鋼無縫鋼管在國內外市場上的競爭力和市場地位,寶鋼加大了無縫鋼管機組的深度改造和技術創新力度,為提高鋼管產品質量和開發高端產品奠定了基礎。
2.1 Φ140 mm生產線改造和技術進步
全浮動芯棒連軋管機組是鋼管軋管機組中生產節奏最快、生產效率最高的機組之一。1993年Φ140 mm連軋管機組年產量達到50萬t,之后通過連軋芯棒冷卻水槽移位改造,延長了芯棒噴涂水溶性潤滑劑的干燥時間,顯著提高了芯棒潤滑性能,解決了原來認為全浮動芯棒連軋管機固有的連軋管“竹節”缺陷,壁厚精度進一步提高;隨后通過對環形加熱爐、再加熱爐、芯棒熱處理爐的控制儀表系統的集中控制以及環形加熱爐的數學模型優化加熱控制,使管坯的加熱溫度控制更為準確和均勻。1999年以后,又進一步通過對熱軋生產線三大機組(穿孔、軋管、減徑)等的一系列重大技術創新和技術改造,實現了Φ140 mm連軋管機組無縫鋼管熱軋量從50萬t到目前的80萬t的飛躍,達到了世界上Φ140 mm連軋管機組的最大產能。寶鋼Φ140 mm連軋管機組歷年產量統計情況見表2。

表2 寶鋼Φ140 mm連軋管機組歷年產量統計情況萬t
近十年來Φ140 mm生產線的裝備改造和技術進步主要體現在以下方面:
(1)投產初期僅有119 mm、152.5 mm、162.5 mm 3個連軋孔型,后來自主開發出169 mm、189 mm和200 mm連軋孔型;突破了原設計限制,將產品最大外徑從139.7 mm擴大到194.0 mm,壁厚從3~25 mm擴大到3~32 mm;張力減徑機孔型自最初的AO、AR、BO、BR、CR系列,發展到BM、B100D、A100D、C100D、ARDBH、BRDBH、CRDBH系列,尤其是優化開發的張力減徑機孔型及孔型系列RDBH是一種世界首創的非傳統孔型,改變了由兩種孔型分別軋制厚壁管與薄壁管的歷史,開創了由一種孔型從厚壁軋制到薄壁軋制的新局面,大大提高了Φ140 mm連軋管機組的產能[3]。
(2)通過張力減徑機三電改造及壁厚控制研究,實現了數據庫管理,在線料流及熱區全程單根物料跟蹤功能,并為此后實現的張力減徑機切頭控制(CEC控制)和平均壁厚控制創造了條件[4]。
(3)2008年11月對生產線進行深度改造,其核心是將桶形輥穿孔機改成錐形輥穿孔機,另外整體更新連軋管機芯棒潤滑系統。改造后,穿軋高合金鋼管的能力加強,同時穿孔擴徑增大,穿孔變形能力提高,可適當分擔連軋管機的變形任務;同時在穿孔機架設置了機內定心輥,提高了鋼管的壁厚精度,使Φ140 mm連軋管機組的優勢得到更好的發揮。改造后,2009年5月該機組的月產量達到了7萬t,產品的壁厚精度水平有較大提高,同時具備了生產高難度軋制品種的功能,產品合金含量從最初的5%以下提高到目前的20%。
(4)通過開展油井管水淬熱處理綜合技術研究,在國內首次開發了具有自主知識產權的全新鋼管水淬熱處理工藝、設備和油井管水淬鋼種,為油井管產量的擴大和新產品開發創造了有利條件。
2.2 Φ114 mm Accu Roll機組改造及技術進步
世界首臺Accu Roll軋管機由美國艾特納標準工程公司與原華美鋼管工程公司(中美合資)聯合設計制造,于1990年在魯寶鋼管建成投產[5]。Accu Roll軋管機是一種高精度無縫鋼管軋機,相比小型自動軋管機,可以“一機代三機”,即1臺Accu Roll軋管機代替1臺自動軋管機和2臺均整機;因此,Accu Roll機組在中小企業應用廣泛。但是該機組也存在產品內表面質量不理想和斜軋產量低的問題。近十年來魯寶鋼管對該機組進行了許多設備改造和技術創新工作,具體如下。
(1)先后開發了159 mm、219 mm孔型,鋼管年產量從設計的7.1萬t提高到22.0萬t。
(2)在Accu Roll軋管機后增加1臺平整精軋機,將其粗軋功能與精軋功能分離開來。Accu Roll軋管機作為粗軋機,僅承擔減壁延伸的作用,將提高鋼管內外表面質量的任務交給了精軋機。平整機的原理是對鋼管進行減壁0.5~1.0 mm,磨光鋼管的內外表面,這樣可以對鋼管內外表面進一步輾平,消除鋼管的內螺紋缺陷。同時,由于平整機承擔了一定的減壁量,可以減少Accu Roll軋管機對鋼管的壁厚變形量,即減小軋制后鋼管的直徑和壁厚比值,從而消除Accu Roll軋管機在軋制極限薄壁管時產生的一系列頭尾缺陷;既提高了鋼管質量和成材率,又提高生產效率,降低軋輥、芯棒和導盤的消耗。
(3)在Accu Roll軋管機上增加擴管功能。將Accu Roll軋管機改造成軋擴管機,首先在變形工具上進行了改變:將軋輥的孔型按照擴管的原理進行修改,將導盤改為導板,將芯棒改為頂頭。在改進過程中,沒有改變軋輥的轉轂外形、導盤架等。這樣,Accu Roll軋管機變成了一臺既能軋管又能擴管的新型軋擴管機[6]。
改進后Accu Roll軋管機組的工藝流程是:穿孔→軋擴管→平整→定徑→冷卻。改進后的Accu Roll軋管機組是一種全新的軋管機組——ARE高精度軋擴管機組,產品規格由原來的Φ114~219 mm拓寬至Φ133~325 mm,鋼管內螺紋高度最大值由原來的0.44~0.88 mm降至0.08 mm,基本達到了消除內螺紋的目的[6];產量提升至32萬t,綜合競爭力提高。
2.3 Φ460 mm PQF連軋管機組
寶鋼于2008年在山東省煙臺市投建大直徑無縫鋼管生產線,熱軋產品規格為Φ219~457 mm,從德國SMS Meer公司引進主體設備。該生產線采用最新的三輥限動芯棒連軋管機組,包括目前世界先進的生產工藝裝備、控制系統及質量保證系統;產品品種有油井管、高壓鍋爐管及專用管等;產品質量好、尺寸精度高、品種范圍廣,設計年產量52萬t。管坯主要采用連鑄坯,高合金鋼產品可用軋制坯,可對管坯進行離線尾部冷定心,以改善薄壁管尾部壁厚精度及穿孔穩定性;帶導板立式錐形輥穿孔機,穿孔孔型封閉性好,穿孔后臺配置包括機內定心在內的6機架定心機;采用了頂頭自動循環更換裝置,有利于提高頂頭壽命,改善毛管內表面質量;穿孔前臺設置有管坯預旋轉裝置,有利于管坯的穿孔咬入[7]。
軋管機配備為三輥限動芯棒連軋管機(德國SMS Meer公司將其命名為PQF連軋管機)和回退式限動芯棒,芯棒具有在線和離線穿棒2種方式,軸向整體換輥。三輥在孔型橫截面上,輥徑差小,進而軋輥圓周速度差小,軋制變形更均勻穩定,有利于馬氏體不銹鋼等難軋制品種的生產。2014年3月,煙臺寶鋼鋼管有限責任公司Φ460 mm PQF軋管機組成功批量軋制出13Cr套管產品,并應用于海洋石油開采。
3 品種開發
企業所有工藝設備技術的創新和改造,其目的都是為了生產出具有市場競爭力的產品,新產品的研發是企業立足于市場的根本保證。在陸續開展大規模的設備改造和工藝技術創新的同時,寶鋼依托裝備和工藝技術的進步,加大了國家能源用高端產品的開發力度,并相繼開發出抗腐蝕系列油井管、耐熱油套管、抗擠毀管、高等級UOE焊管工藝技術和集成管線鋼管、超超臨界高壓鍋爐管等市場急需的石油天然氣開采開發、輸送以及電站鍋爐用高壓鍋爐管等高端能源用管,不僅替代了進口,同時提升了我國能源用管技術水平和競爭力。
3.1 油井管
隨著油氣需求的增加、油氣資源的減少以及油田開發技術的不斷進步,在開采的油田中,含CO2、H2S介質的油田越來越多,對抗H2S應力腐蝕、抗CO2均勻腐蝕、抗Cl-點腐蝕的各種抗腐蝕油套管需求不斷增加,API系列耐腐蝕油井管已經不能滿足油田現場開發生產的實際需要。鑒于上述情況,寶鋼依托軋管、熱處理等生產線的改造和技術創新,加快了非API系列油套管新產品的開發,重點研制開發抗腐蝕、高抗擠毀、稠油熱采、深井用等一系列油套管產品。寶鋼油套管品種的開發情況見表3。

表3 寶鋼油套管品種的開發情況
由表3可知:寶鋼在2000年以前只能生產API系列中部分油套管;2000年以后寶鋼油套管的發展是一個從碳鋼不斷向合金鋼、不銹鋼發展,由普通油套管向抗腐蝕油套管發展的過程,滿足了國內外深井、超深井、腐蝕環境井、稠油等油氣井的開采開發的需要。
特殊螺紋接頭作為油井管的重要產品系列,可以滿足高壓氣井、深井、超深井、熱采井、定向井、水平井和腐蝕性井等苛刻井況對油套管產品性能的要求。寶鋼特殊螺紋接頭的研究和開發,與中國石油天然工業勘探開發技術的進步密切相關,從1995年開始研發特殊螺紋接頭,到目前為止已有14個油套管產品系列問世。寶鋼特殊螺紋接頭的開發歷程見表4。
寶鋼根據油田實際工況條件研究開發的特殊螺紋接頭油套管產品,在中國石油天然氣集團公司(簡稱中石油)、中國石油化工集團公司(簡稱中石化)、中國海洋石油總公司(簡稱中海油)的油田,以及延長油田和海外油田都得到了廣泛的應用,并得到用戶的高度認可。在與用戶的共同進步中,寶鋼主要取得了以下成績:
(1)BGT1螺紋連接類型,2000年首批產品在四川油田使用。寶鋼成為國內第一家具備特殊螺紋接頭批量生產供貨能力的廠家。
(2)BG-DWC螺紋連接類型,2005年在吉林油田順利完成套管鉆井,是中石油國內陸地第一口全井用套管鉆進并鉆穿油層的產品[8]。
(3)BGT1螺紋連接類型,2006年L80-13Cr油管在平湖八角亭油氣田使用,是國產特殊螺紋接頭產品在海上油田的第一次使用。
(4)BGT1/BGC螺紋連接類型,2009年鎳基合金油套管在普光油田使用[9]。寶鋼成為國內第一家具備鎳基合金油套管生產供貨能力的廠家。

表4 寶鋼特殊螺紋接頭的開發歷程
(5)BGT1螺紋連接類型,2010年BT-S13Cr 110超級13Cr油管在塔里木油田使用[10]。寶鋼成為國內第一家具備超級13Cr油管生產供貨能力的廠家。
2013年,寶鋼針對“三超”氣井,即超高壓、超高溫和超深井苛刻工況,開發了新一代BGT2特殊螺紋接頭油套管系列產品。按照油套管螺紋接頭性能評價最權威的ISO 13679∶2002《石油和天然氣工業管道連接試驗程序》國際標準,BGT2特殊螺紋接頭油套管系列產品通過了國際第三方權威認證機構——加拿大C-FER公司最高級別ISO 13679∶2000標準的Ⅳ級試驗評估[11]。
3.2 鍋爐管
由于節能減排及提高鍋爐效率的需要,國內新建電站鍋爐均向超臨界、超超臨界方向發展;因此對鍋爐管的高溫持久性能、高溫蠕變性能、高溫氧化性能提出了更高的要求。為適應該變化,寶鋼結合設備改造和技術進步,開發出合金含量更高、用于超臨界、超超臨界鍋爐的鍋爐管新品種。
T91高壓鍋爐管是寶鋼投入開發力度最大的新產品。該產品的研發項目從1999年開始,研究了T91化學成分對常溫和高溫性能的影響,并通過微觀組織研究,揭示了彌散碳化物分布對強化機體的作用[12-13];開發了大型轉爐批量生產高鉻鋼技術,使寶鋼300 t轉爐冶煉合金含量的水平提高到了14%,為寶鋼大批量生產高附加值的高合金鋼產品奠定了基礎;研究開發了T91鋼溫錠熱裝及均熱工藝、圓坯軋制孔型及工藝、圓坯退火工藝;突破了Φ140 mm連軋管機組原產品大綱只生產合金含量小于5%的材質設計,將合金含量擴大到14%,并形成T91鋼管軋制系列專有技術。
同時,寶鋼在T91鋼管研制成功的基礎上,于2004年又率先在國內成功研制出T23產品,2007年研制出T92產品,并在2007年10月實現了S30432(Super 304)、TP310HNbN奧氏體不銹鋼鋼管的批量生產。目前,寶鋼已形成高壓鍋爐管系列供貨能力,實現了向主蒸汽600℃超超臨界電站鍋爐受熱面部件高溫過熱器、再熱器、水冷壁等關鍵部位整臺機組供貨,鋼種覆蓋整個超超臨界燃煤機組。
3.3 管線管
管道輸送是石油天然氣最高效、安全、經濟、可靠的運輸方式。寶鋼利用板管一體化的優勢,在高等級UOE焊管工藝技術自主開發和集成管線鋼管開發和應用方面成效顯著。圖1所示為寶鋼焊管廠自投產以來的生產量情況。
寶鋼HFW生產線累計生產110萬t鋼管,總長度約15 819 km;其中X70鋼級72 312 t,海底管線管23 882 t,抗HIC(氫致開裂)的管線鋼管約8 000 t。寶鋼UOE生產線自2008年投產到2013年底,共生產銷售了約140萬t鋼管,總長度約2 400 km;其中X80鋼級46萬t,X70鋼級91萬t;另在海底管線工程應用4.72萬t,酸性環境用抗HIC/抗SSC(應力腐蝕開裂)的雙抗管線管3.41萬t;并在國內首次實現X100鋼級管線管的商業供貨。
寶鋼管線鋼管典型工程開發與應用有:
(1)西氣東輸二線工程。西氣東輸二線工程全長8 704 km,其主干線4 978 km全部采用X80鋼級管線鋼管,是當時世界上距離最長、鋼管直徑和壁厚最大的X80鋼級天然氣管線工程。寶鋼開發試制并批量生產了34萬t X80鋼級UOE直縫焊管,其性能見表5。該批X80鋼級UOE直縫焊管滿足了西氣東輸二線工程主干線對18.4~27.5 mm不同壁厚規格Φ1 219 mm UOE焊管的需求。

圖1 寶鋼焊管廠自投產以來的生產量情況
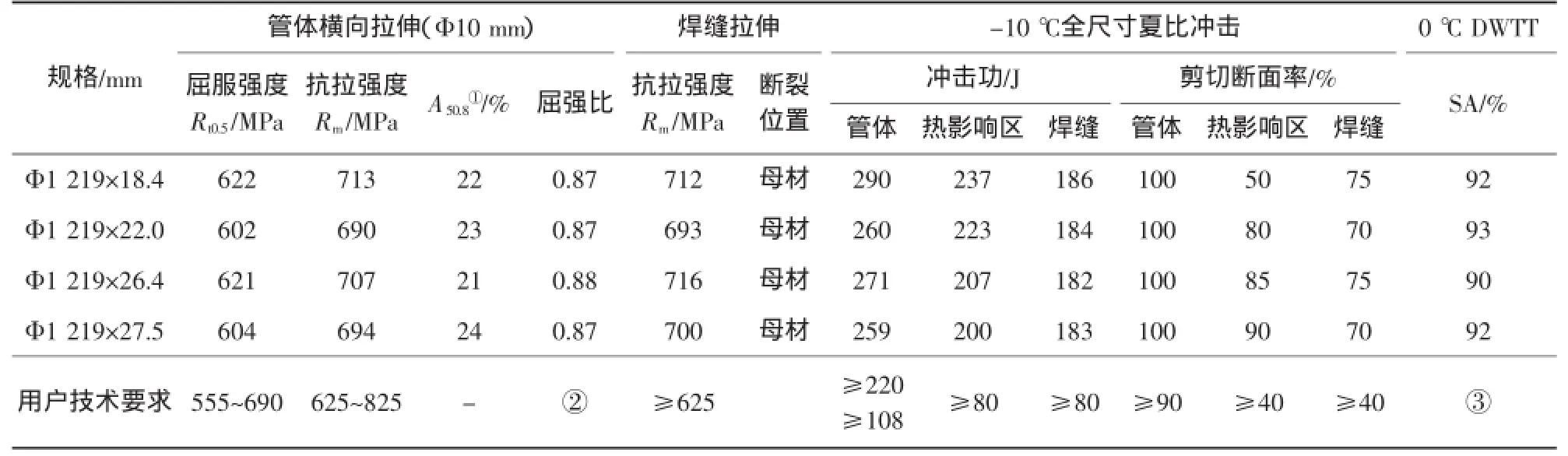
表5 寶鋼開發并應用于西氣東輸二線工程的X80鋼級UOE焊管的性能
同時,寶鋼還為西氣東輸二線工程提供了30萬t直徑為1 016 mm、壁厚為17.5~26.2 mm的X70鋼級UOE焊管;并開發配套了最大壁厚為33 mm的X70鋼級熱煨彎管母管和壁厚為32 mm的X80鋼級熱煨彎管母管;全方位地滿足西氣東輸二線工程需求。
(2)基于應變設計的高強度大應變管線鋼管。長輸管道有時不可避免地要經過地震帶、水土流失地區和凍土層等地質惡劣地區,需要采用基于應變設計的高強度大應變管線鋼管。寶鋼根據國際管線發展需求,以“鐵素體+貝氏體”的雙相組織設計并開發試制大應變管線鋼和管線鋼管[14]。表6是寶鋼X70鋼級HD大應變管線鋼管的性能。該X70鋼級HD大應變管線鋼管是針對中緬油氣管道開發的,具有很好的抗時效性,能夠很好地滿足工程需求。中緬油氣管道項目應用基于應變設計的X70鋼級HD大應變管線鋼管1.03萬t,是我國首次實現大應變管線鋼管這種全新產品從試驗研究、試制和真正意義的工程應用。
(3)南海荔灣項目。中國南海荔灣項目是我國目前水深最深的海底天然氣管道工程項目。為實現海底厚壁管線鋼管國產化,寶鋼從成分設計、軋制到焊管制造全流程,進行最大壁厚31.8 mm、直徑762 mm的DNV485/X70鋼級和壁厚30.2/28.6 mm、直徑762 mm的DNV450/X65鋼級海底管線鋼管開發試制。寶鋼試制的海底管線鋼管能很好地滿足DNV-OS F101∶2007《海底管線系統規范》和中國南海荔灣項目的技術要求。到目前為止,寶鋼共生產了4.71萬t直徑762 mm、厚壁28.6~31.8 mm的DNV485/X70和DNV450/X65鋼級海底管線鋼管,并成功地應用于南海荔灣項目。
(4)澳大利亞昆士蘭管線項目。2010年寶鋼UOE焊管廠才投產不足2年,充分利用“冶煉—軋制—制管”全流程一站式的優勢,獲得了澳大利亞昆士蘭管線項目(QCLNG項目)22萬t Φ1 067 mm大直徑X70鋼級管線鋼管的全部供貨合同,是目前我國出口總量最大的一單大直徑直縫埋弧焊管合同,同時也是我國首次管線管生產過程從冶煉—軋制—焊管制造全流程進行第三方監造。寶鋼通過嚴格的質量設計和全流程一貫制質量控制,保質、保量、按時地完成了該合同,為寶鋼管線鋼管進一步走向海外奠定了基礎。

表6 寶鋼X70鋼級HD大應變管線鋼管的性能
4 結語
寶鋼經過多年來的設備改造、新建生產線以及持續不斷的技術進步,目前已經成為具有全球競爭力的鋼管供應商之一。寶鋼鋼管產能在擴大,鋼管產品規格組距配套更加完善,品種更加健全,可以不斷滿足能源工業發展的需求。隨著“十二五”規劃的實施,寶鋼也將迎來新一輪發展的契機。寶鋼將進一步完善并開發市場急需的高強度耐酸性環境腐蝕鉆桿、油套管、管線鋼管等碳鋼產品以及馬氏體、雙相不銹、奧氏體合金等高合金產品,從而為國家乃至世界能源工業的發展做出更大的貢獻。
[1]劉玉文,余大典,李建新,等.寶鋼ERW 610焊管機組的技術先進性分析[J].鋼管,2006,35(1):32-36.
[2]黃衛鋒,李建新,姚士杰,等.寶鋼UOE大口徑直縫埋弧焊管機組的技術特點與優勢[J].寶鋼技術,2008(5):11-14.
[3]孫澄瀾.用冪函數建立張力減徑機工作機組減徑率分配通式[J].寶鋼技術,1999(4):53-59.
[4]單恩芝.自動化技術在寶鋼鋼管軋機改造中的應用[J].寶鋼技術,2006(3):27-30.
[5]殷國茂.中國鋼管50年[M].成都:四川科學技術出版社,2004:42,221.
[6]王旭午,楊為國,李學進.ARE高精度軋擴管機組的改進研究[J].寶鋼技術,2008(5):30-34.
[7]付博,楊為國,張少瑩.淺談煙寶PQF Ф460機組熱軋線投產調試與試生產[J].寶鋼技術,2013(3):75-79.
[8]王琍,黃子陽,宋生印.寶鋼鉆井用套管實物性能試驗研究[J].寶鋼技術,2010(2):49-53.
[9]沈琛,張忠鏵,張春霞.高酸性腐蝕氣田用BG2250-125鎳基合金油管開發[J].中國工程科學,2010,12(10):35-36.
[10]鄒炯強.寶山鋼鐵股份有限公司順利完成首批BTS13Cr110超級13Cr油管生產[J].鋼管,2010,39(1):52.
[11]王琍.寶鋼集團有限公司新一代高氣密封特殊螺紋油套管產品BGT2通過國外第三方評估[J].鋼管,2014,43(2):10.
[12]王起江,鄒鳳鳴,張瑞,等.寶鋼T91高壓鍋爐管性能試驗與研究[J].寶鋼技術,2003(4):46-50.
[13]王起江,鄒鳳鳴.寶鋼T91高壓鍋爐管的研究與開發[J].寶鋼技術,2003(增):28-32.
[14]鄭磊,傅俊巖.高等級管線鋼的發展現狀[J].鋼鐵,2006,41(10):1-10.
Development of Steel Pipe Technology of Baosteel
DING Weijun,ZHANG Zhonghua
(Baoshan Iron&Steel Co.,Ltd.,Shanghai 201900,China)
Fully summarized here are the configurations and characteristics of the main steel pipe plants of Baosteel.Described are the equipment revamps of the Φ140 mm full floating mandrel mill line and the Φ114 mm Accu Roll plant,as well as the general conditions of the Φ460 mm PQF plant.Baosteel’s product variety R&D history is reviewed,concerning OCTG,boiler pipe and welded pipeline pipe etc.,and actual application cases of typical products are elaborated.
Baosteel;steel pipe mill;equipment revamp;steel pipe;variety R&D;research progress
TG335.7
A
1001-2311(2014)03-0009-08
2014-04-29)
丁維軍(1971-),男,碩士,高級工程師,鋼管條鋼事業部副總經理,從事鋼管技術管理工作,曾獲國家技術發明二等獎。
