基于數(shù)控銑床加裝刀庫(kù)的技術(shù)研究
2014-02-11 03:46:48溫學(xué)勇
機(jī)電工程技術(shù) 2014年12期
關(guān)鍵詞:指令
溫學(xué)勇
(蘇州大學(xué)機(jī)電工程學(xué)院,江蘇蘇州 215137)
基于數(shù)控銑床加裝刀庫(kù)的技術(shù)研究
溫學(xué)勇
(蘇州大學(xué)機(jī)電工程學(xué)院,江蘇蘇州 215137)
早期的數(shù)控銑床由于不能自動(dòng)換刀,一把刀加工完成后,需要人參與,把主軸上的刀卸下來(lái),再將下把需要加工用的刀裝上去,再去對(duì)刀,再調(diào)用相關(guān)程序繼續(xù)加工……這樣,不僅提高了人的工作強(qiáng)度,加大了出錯(cuò)的幾率,而且更嚴(yán)重影響了加工效率。給數(shù)控銑床加裝自動(dòng)換刀裝置,換刀動(dòng)作自動(dòng)完成,效率高,穩(wěn)定性好,在許多企業(yè)得到了應(yīng)用。從一臺(tái)數(shù)控銑床著手,從硬件準(zhǔn)備、機(jī)械安裝、電路設(shè)計(jì)、NC和PMC程序編制等方面完整說(shuō)明一臺(tái)數(shù)控銑床加裝刀庫(kù)的過(guò)程。
自動(dòng)換刀;PMC;選刀
某企業(yè)幾年前買(mǎi)了一臺(tái)數(shù)控銑床,隨著時(shí)間的推移,感到越來(lái)越不能適應(yīng)生產(chǎn)的需要,淘汰掉有點(diǎn)可惜,于是決定請(qǐng)筆者給他們?cè)鎏碜詣?dòng)換刀功能。他們的系統(tǒng)是FANUC 0I-MC,機(jī)床也有安裝相關(guān)硬件的空間。
1 材料準(zhǔn)備
(1)圓盤(pán)式40#-24T自動(dòng)換刀機(jī)構(gòu)。該機(jī)構(gòu)由換刀機(jī)構(gòu)、刀庫(kù)本體和換刀臂組成。刀具型式:BT40(與原機(jī)床對(duì)應(yīng));刀庫(kù)儲(chǔ)存刀數(shù):24把(夠用);刀庫(kù)中心距80cm(機(jī)床空間夠用)。
(2)交流接觸器3只(臺(tái)灣士林S-P11)。
(3)24V直流繼電器6只(制造商:Omron,型號(hào)為MY2N-J 24VDC)。
(4)雙作用電磁閥1只(SMC)。
2 機(jī)械安裝
(1)將刀庫(kù)與支架聯(lián)接到一起后固定到立柱上。調(diào)整刀庫(kù),使換刀臂軸線與主軸Z向運(yùn)動(dòng)的平行度0.15/300,調(diào)整刀庫(kù)在X、Y向的位置,使刀臂在扣刀位置時(shí),換刀臂與主軸的換刀點(diǎn)的重合[1-2]。
(2)主軸定向設(shè)置
可 通 過(guò) 調(diào) 整 參 數(shù) No.4031和 No.4077 (No.4031:位置編碼器方式定向停止位;No.4077:定向停止位置偏移量)來(lái)調(diào)整主軸定向角度,使刀臂扣刀時(shí)(手動(dòng)刀臂),主軸上的凸塊與刀柄上的凹的部位對(duì)應(yīng)。
(3)Z軸第二參考點(diǎn)設(shè)置
將主軸移到Z向最高點(diǎn)后將分體刀柄的上體錐柄部分裝入主軸孔內(nèi)并拉緊,同時(shí)在換刀臂夾上裝上分體刀柄的下體。手動(dòng)將換刀臂轉(zhuǎn)動(dòng)到扣刀位置后,下移主軸,使分體刀柄的上體錐柄部與換刀臂上分體刀柄的下體之間的間隙為0.2~0.3 mm之間。記下機(jī)床坐標(biāo)Z值,寫(xiě)到參數(shù)No.1241的Z里。
3 相關(guān)電路設(shè)計(jì)
(1)主電路
如圖1所示,該電路主要實(shí)現(xiàn)自動(dòng)換刀電路中,負(fù)載刀臂電機(jī)、刀庫(kù)電機(jī)的轉(zhuǎn)動(dòng)。其中刀庫(kù)電機(jī)實(shí)現(xiàn)正反轉(zhuǎn),刀臂電機(jī)正轉(zhuǎn)。
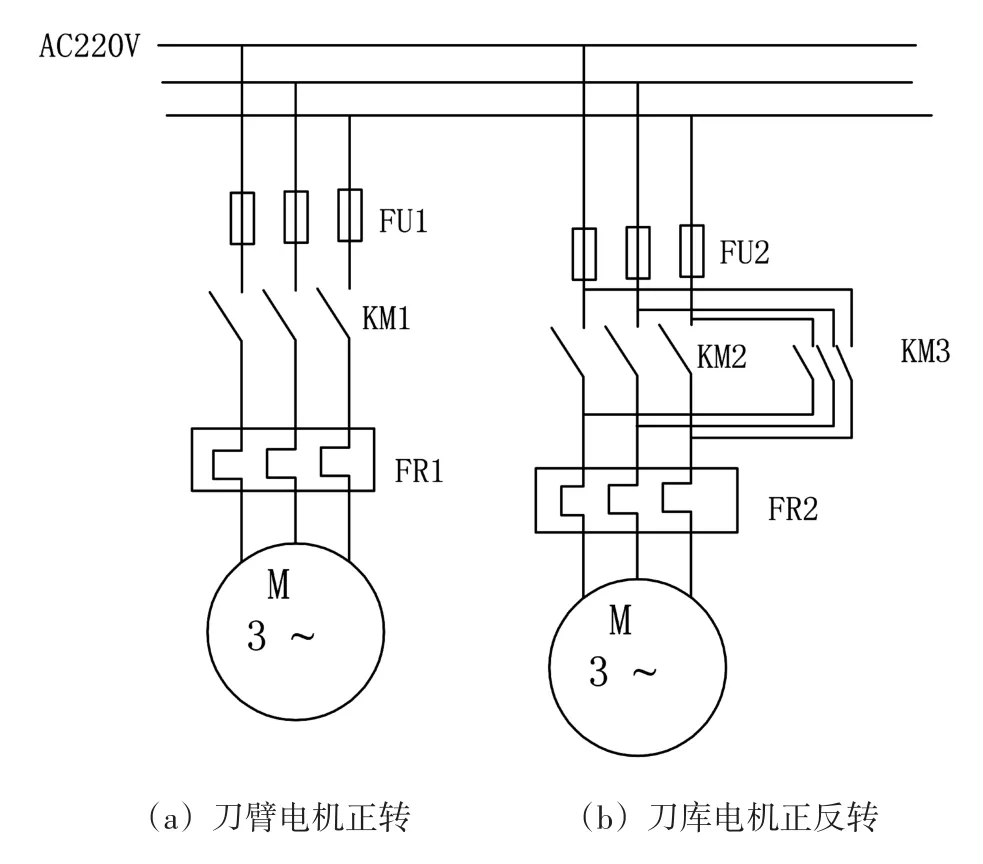
圖1 刀臂、刀庫(kù)電機(jī)主電路
如圖2所示,雙作用電磁閥控制刀套水平、豎直位置切換,單作用電磁閥控制主軸的松刀、夾刀。3個(gè)接觸器線圈控制前面電路中的2個(gè)電機(jī)。
ATC動(dòng)作可由NC程序和PMC程序組合控制。

圖2 電磁閥電路和刀臂、刀庫(kù)控制電路
4 NC程序編制
(1)設(shè)系統(tǒng)參數(shù)6071=6(調(diào)用O9001子程序的M代碼)。
修改參數(shù)3202#4設(shè)為0;若不讓修改,需要先給參數(shù)3210中輸入密碼。
(2)建一新程序
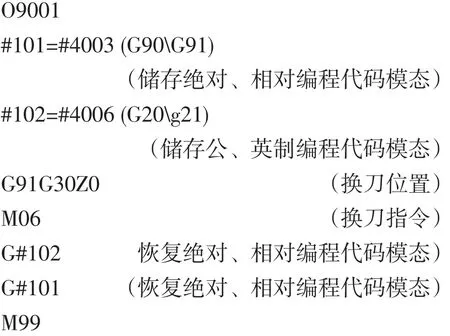
為了提高效率,或者換刀時(shí)為了避開(kāi)夾具,該子程序換刀動(dòng)作前的換刀位置程序可根據(jù)實(shí)際情況進(jìn)行適當(dāng)修改。
5 PMC程序設(shè)計(jì)
(1)輸入、輸出地址設(shè)定如表1。設(shè)定的地址必須是本來(lái)數(shù)控銑床沒(méi)用過(guò)的地址。
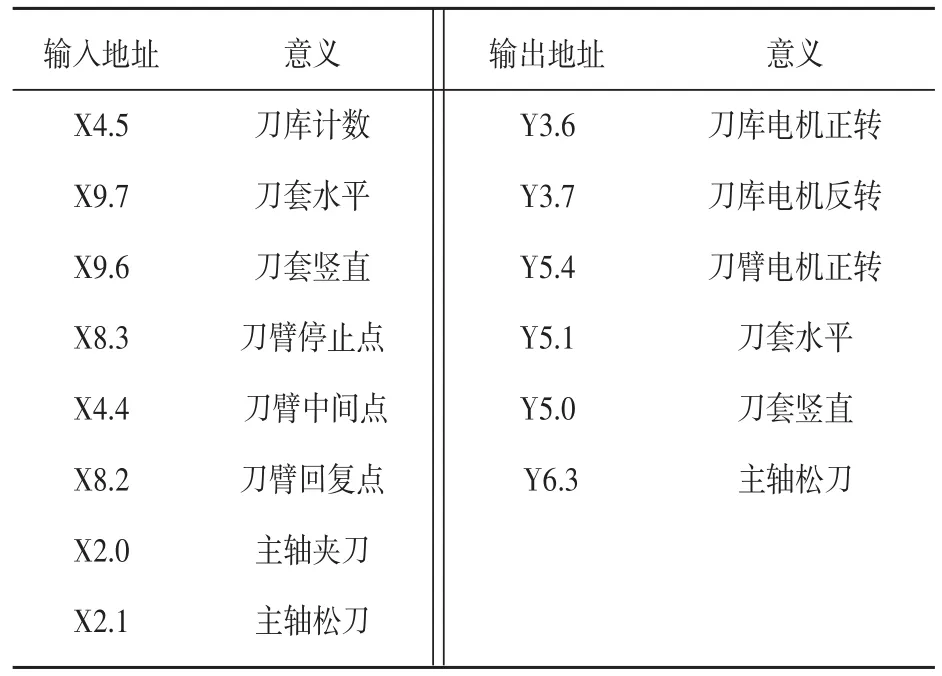
表1 PMC輸入、輸出地址分配
(2)PMC接線原理圖如圖3、圖4。
(3)PMC參數(shù)設(shè)置。
在D寄存區(qū)建一數(shù)據(jù)表。
地址:D0、D1、……D24;(主軸和24個(gè)刀套號(hào))。
各地址里數(shù)據(jù)為:25、1、2、……24;(各刀套里的刀具號(hào),保證不相同)。

圖3 PMC輸入地址原理圖

圖4 PMC輸出地址原理圖
D100地址里數(shù)據(jù)為在換刀位刀具的刀套號(hào)(根據(jù)實(shí)際情況輸入具體刀套號(hào))。
D110地址里的輸入數(shù)值為24(數(shù)據(jù)表數(shù)據(jù)數(shù)目)。
D112地址里的輸入數(shù)值為25(數(shù)據(jù)表數(shù)據(jù)數(shù)目)。
(4)編制梯形圖
整個(gè)ATC過(guò)程可分為選刀和換刀2個(gè)過(guò)程。
1)選刀
①選刀過(guò)程流程圖如圖5所示。

圖5 選刀流程圖
②選刀相關(guān)的主要梯形圖。
刀庫(kù)計(jì)數(shù)、目標(biāo)刀具檢索梯形圖如圖6所示。
相關(guān)指令介紹:
計(jì)數(shù)器指令CTRC:起初,給D100賦初值(把刀庫(kù)中最下面刀套號(hào)放進(jìn)D100),當(dāng)?shù)短渍⒎崔D(zhuǎn)動(dòng)時(shí),保證D100里面的值始終是換刀位的刀套號(hào)。
數(shù)控檢索指令DSCHB:把指令目標(biāo)刀具的刀套號(hào)放到R690里。
回轉(zhuǎn)方向判斷、刀套一致判斷梯形圖如圖7所示。

圖6 刀庫(kù)計(jì)數(shù)、目標(biāo)刀具檢索梯形圖

圖7 回轉(zhuǎn)方向判斷、刀套一致判斷梯形圖
相關(guān)指令介紹:
回轉(zhuǎn)控制指令ROTB:刀具旋轉(zhuǎn)最短路徑判斷,確定刀庫(kù)是順時(shí)針轉(zhuǎn)還是逆時(shí)針轉(zhuǎn)。
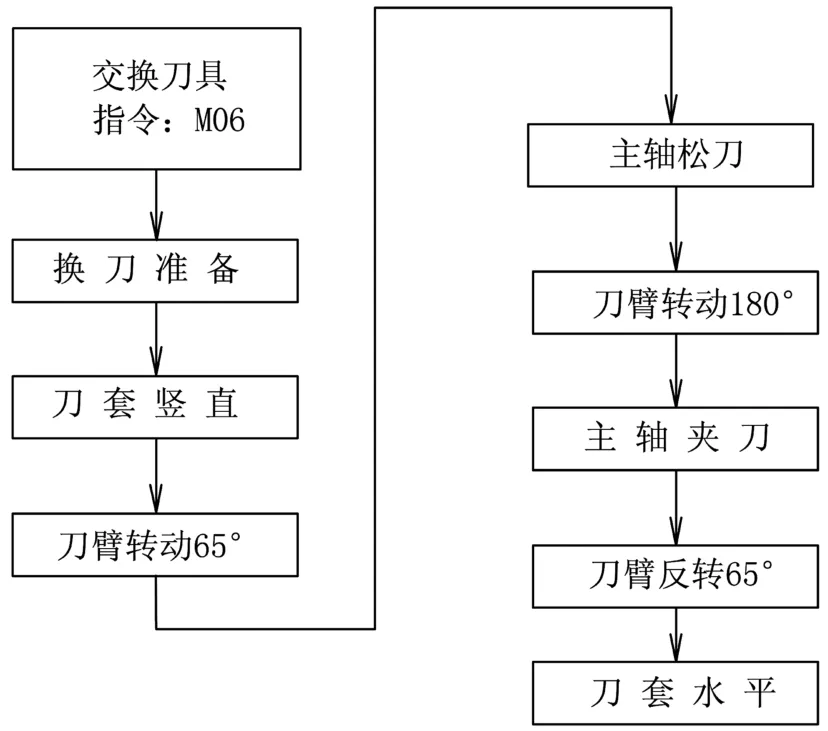
圖8 換刀流程圖
一致性判斷指令COIN:指令目標(biāo)刀具的刀套號(hào)與換刀位刀套號(hào)是否一致,若一致,則選刀結(jié)束。

圖9 換刀主要?jiǎng)幼魈菪螆D
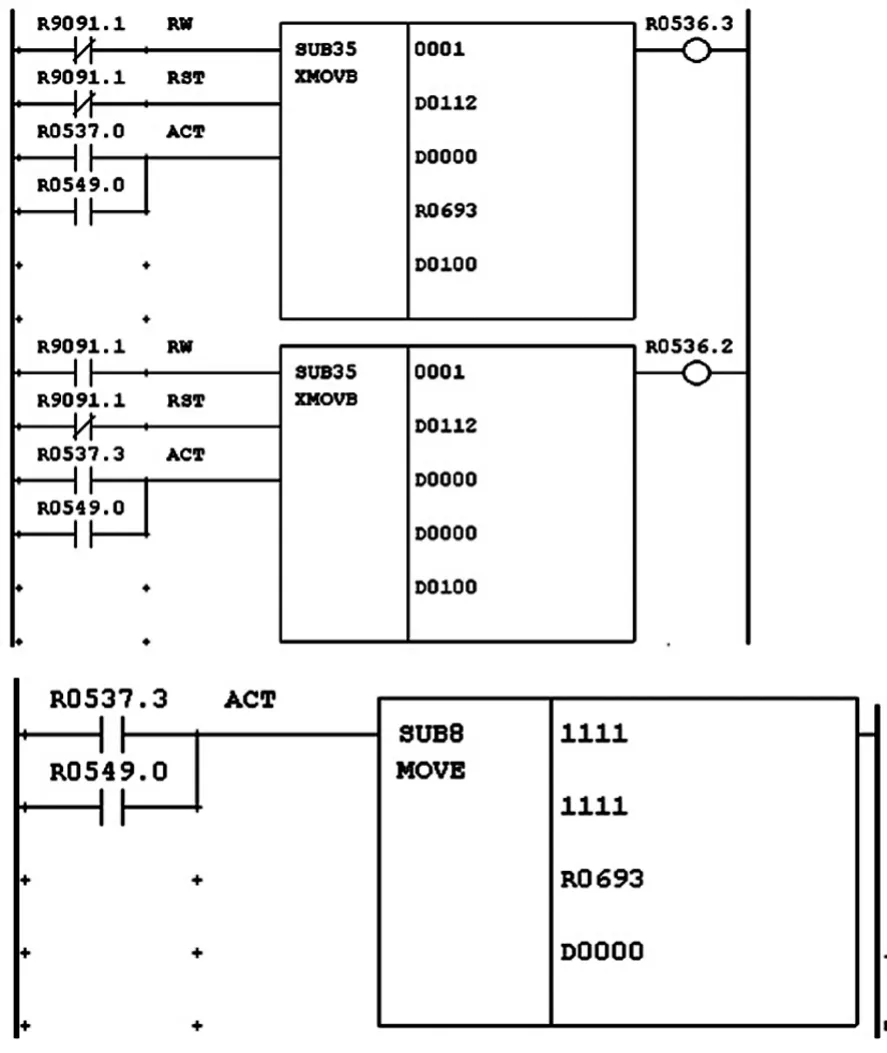
圖10 數(shù)控刷新梯形圖
2)換刀。刀庫(kù)當(dāng)前刀具與主軸刀具通過(guò)刀臂互換。
換刀過(guò)程是一個(gè)順序動(dòng)作過(guò)程。
①順序流程圖如圖8所示。
②換刀主要梯形圖:
7步動(dòng)作梯形圖如圖9所示[3-4]。
執(zhí)行M06代碼進(jìn)行換刀,相關(guān)負(fù)載執(zhí)行下面7步,具體步驟為圖8流程圖中7個(gè)動(dòng)作。7步動(dòng)作依次進(jìn)行,當(dāng)前步完成,作為下一步的觸發(fā)條件,觸發(fā)下一步,同時(shí)斷開(kāi)上一步。
刀具交換后的數(shù)據(jù)刷新,相關(guān)梯形圖如圖10所示。
換刀后,要求把當(dāng)前換刀位刀套里的刀號(hào)與主軸上的刀號(hào)互換。使刀具號(hào)數(shù)據(jù)刷新。相關(guān)指令介紹:
二進(jìn)制變址修改數(shù)據(jù)傳送XMOVE:第一個(gè)XMOVE指令讀取數(shù)據(jù)表內(nèi)D100里的數(shù)據(jù)(當(dāng)前刀套號(hào))作為表號(hào)的數(shù)據(jù)(換刀前的刀庫(kù)當(dāng)前刀號(hào)),寫(xiě)到R0693里;第二個(gè)XMOVE指令讀取D0000里的數(shù)據(jù)(換刀前的主軸刀號(hào)),寫(xiě)入數(shù)據(jù)表D100里數(shù)據(jù)作為表號(hào)的地址里。
邏輯乘后數(shù)據(jù)傳送指令MOVE:把R0693里數(shù)據(jù)寫(xiě)到D0000里。
根據(jù)上述電路設(shè)計(jì),進(jìn)行相關(guān)電路連接,梯形圖的導(dǎo)入,并進(jìn)行相關(guān)參數(shù)設(shè)置。最后進(jìn)行換刀動(dòng)作調(diào)試,完善機(jī)械安裝和電器控制設(shè)計(jì)。就可以交給廠方驗(yàn)收了。
6 結(jié)束語(yǔ)
由于歷史的原因,目前,我國(guó)有很多數(shù)控銑床,它們已經(jīng)滿足不了現(xiàn)在生產(chǎn)的要求。給它們加裝ATC,使它們煥發(fā)第二次青春,有很大的經(jīng)濟(jì)價(jià)值。如何經(jīng)濟(jì)性地、恰當(dāng)?shù)亟o它們加裝ATC,是一個(gè)值得好好研究的課題,很有研究的必要和價(jià)值。
參考主獻(xiàn):
[1]黃道業(yè).加工中心換刀宏程序的優(yōu)化[J].機(jī)械工程師,2009(11):119-120.
[2]趙宇智.加工中心凸輪刀臂式換刀裝置控制分析及維護(hù)[J].機(jī)床電氣,2012(4):31-33.
[3]FANUC 0I MC參數(shù)說(shuō)明書(shū)[Z].FANUC公司,2009.
[4]FANUC-PMC梯形圖語(yǔ)言說(shuō)明書(shū)[Z].FANUC公司,2009.
Technology Research Based on CNC Milling Machine Equipped with a Knife Library
WEN Xue-yong
(Soochow University,Suzhou215137,China)
The early CNC milling machine can not change the knife automatically,after a knife processing,need human involvement,the spindle knife down,then install the next knife need to process,go to settings,and then call the relevant procedures to continue processing.It not only improves the people's work strength,increase the probability of error,but also seriously affects the processing efficiency.For CNC milling machine equipped with automatic tool changer,tool change action automatically,it is high efficiency,good stability,and has been applied in many enterprises.In this paper,a CNC milling machine to proceed,in terms of hardware preparation,mechanical installation,circuit design,NC,PMC programming such as a complete description of the installation of a CNC milling process of the tool magazine.
automatic tool change;PMC;tool selection
TG547
:A
:1009-9492(2014)12-0055-04
10.3969/j.issn.1009-9492.2014.12.014
溫學(xué)勇,男,1974年生,江蘇鹽城人,大學(xué)本科,講師。研究領(lǐng)域:數(shù)控加工與維修。已發(fā)表論文8篇。
(編輯:阮 毅)
2014-08-05
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
測(cè)控技術(shù)(2018年5期)2018-12-09 09:04:26
電子測(cè)試(2018年18期)2018-11-14 02:30:34
電信科學(xué)(2016年10期)2016-11-23 05:11:56
時(shí)代農(nóng)機(jī)(2015年3期)2015-11-14 01:14:29
科技傳播(2015年20期)2015-03-25 08:20:30
信息安全研究(2015年3期)2015-02-28 20:18:12
西安航空學(xué)院學(xué)報(bào)(2014年5期)2014-07-13 01:27:52
家電科技(2014年5期)2014-04-16 03:11:28
汽車(chē)零部件(2014年2期)2014-03-11 17:46:27
