車床軸向長度可調式定位裝置的研究
2014-02-11 03:46:47蘇瞧忠
機電工程技術 2014年12期
蘇瞧忠
(湖南省平江縣職業技術學校,湖南平江 414500)
車床軸向長度可調式定位裝置的研究
蘇瞧忠
(湖南省平江縣職業技術學校,湖南平江 414500)
軸類零件在加工時,先平端面、定長度,再將毛坯其他部位余料去除,使其尺寸符合圖紙要求。在此工序中,需要多次重復完成裝夾、切削加工、檢測等工作,才能得到合格的零件,工作重復、繁瑣、容易出錯,甚至還會造成加工零件的報廢。為了減輕勞動強度,節約零件加工時間和成本,簡化操作過程,改進制作了一個使用方便、裝夾快速的工裝來完成軸端面的加工。
軸類零件;可調式;定位;長度;加工
在數控車床上加工軸類零件(特別是批量加工)時,工序安排一般為先切削端面[1],將長度加工到要求尺寸(為了保證工件長度尺寸的一致性),再加工其他部位,以保證其他尺寸,及其他尺寸與端面的相對工藝要求[2]。但經常會遇到這樣的問題:每根軸毛坯長度尺寸不同,端面不平,必須先將一端以最小的余料去除、車平,再取下工件進行測量長度,然后掉頭裝夾好工件將另一端余料去除、車平,同樣取下工件進行測量,如果尺寸不符合圖紙上的要求時,重復進行以上動作,直至工件長度尺寸符合圖紙要求為止。這樣在此工序上耗費了大量時間。
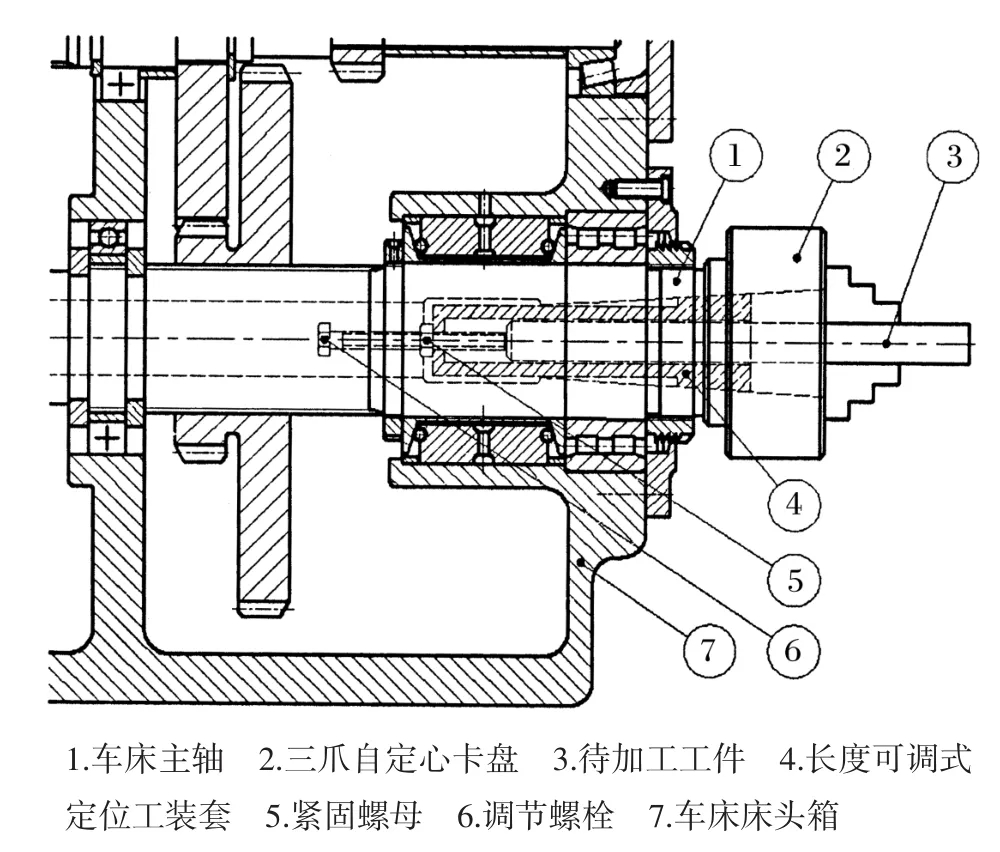
圖1 裝配圖
1 結構與加工范圍
加工軸類工件的直徑小于車床主軸內孔直徑10 mm及以上,可選用圖1所示工裝:長度可調式定位工裝。調節長度可根據工件長度隨意調整(或只要將長度可調式定位工裝套加長),調好后鎖緊緊固螺母和調節螺栓,使用時只需將工件一端靠緊調節螺栓的右端面,然后用三爪自定心卡盤夾緊工件即可。
2 制作與安裝方法
車床軸類零件長度可調式定位裝置主要由套筒、調節螺栓、緊固螺母組成,如圖2所示。其制作尺寸與使用方法為:長度可調式定位工裝右端錐面根據車床主軸靠卡盤端內孔莫氏錐面尺寸配作,長度根據待加工軸類工件的長度尺寸確定,內孔大小比主軸內孔單邊小6 mm,調節螺栓的長度根據待加工軸類工件的長度尺寸選購。裝配時先將三爪自定心卡盤卸下,再將長度可調式定位工裝套安裝在車床主軸孔內并與內孔錐面過盈配合[3],然后裝上三爪自定心卡盤即可進行加工。

圖2 長度可調式定位工裝結構圖
3 原理與使用方法
將工件裝夾在三爪卡盤上靠緊調節螺栓,通過調整調節螺栓長度,使其伸出三爪卡盤爪子30 mm左右,夾緊工件。移動車床溜板接近工件對刀,試切加工端面,完成后取出工件并測量[4],根據測量結果車削去除余量,如此重復上述操作加工端面直至滿足圖紙尺寸要求。將剛才試切加工中端面的X、Z坐標值錄入到按圖紙要求編寫好的程序中即可加工生產了。在加工不同長度尺寸的軸類零件時,只需調整調節螺栓的長度(或是更換不同型號的工裝套和調節螺栓即可),按上述步驟試切對刀,修改X、Z坐標在程序中的數值即可。圖3為長度可調式定位工裝實物。

圖3 長度可調式定位工裝實物
4 結束語
該工裝結構簡單,易制作,使用方便。通過調整調節螺栓的長度(或是更換不同型號的工裝套和調節螺栓)即可適用不同長度的軸類工件加工需要。經實踐證明,對于提高自動、批量加工軸類工件的工作效率十分明顯,是實際生產中非常實用的工裝。本工裝同時適用于數控車床和普通車床。
[1]季祥云.軸類零件在數控車床上車端面、打中心孔介紹[J].建筑機械,1988(3):20-22.
[2]霍興勝.數控車床批量加工軸類端面定位工裝[J].金屬加工:冷加工,2010(19):42-43.
[3]劉建華,呂超.車床夾具中軸向定位問題的研究[J].制造技術與機床,2011(5):131-132.
[4]李秀春,張太忠,武連生.車床縱向走刀測量裝置[J].機械工人,1998(7):24.
Research for Lathe Axial Length Adjustable Locating Fixture
SU Qiao-zhong
(Hunan Pingjiang Votech School,Pingjiang414500,China)
When machining axial parts,flat end face and the length of the first,and then removal of excess material,make its size conform to the requirements of the drawings.In this process,it is necessary to complete repeated clamping,cutting,testing and other work to get qualified parts,it is duplicat,tedious,error-prone,even result in the processing of parts scrapped.In order to reduce labor intensity,parts machining time and cost savings,simplified operation,this paper designed an easy using clamping fixtures to quickly complete end of the shaft processing.
axial parts;adjustable;locating;length;machining
TG7
:A
:1009-9492(2014)12-0051-02
10.3969/j.issn.1009-9492.2014.12.012
蘇瞧忠,男,1980年生,湖南平江人,大學本科,工程師。研究領域:塑料模具設計與制造。已發表論文10篇。
(編輯:阮 毅)
2014-06-08
