晶體硅太陽能電池片印刷工序對正電極拉力值的影響因素研究
2014-02-10 17:45:30李強強等
科技創新與應用 2014年5期
李強強等
摘 要:在晶體硅太陽能電池片生產中,正面電極主柵拉力值是電池片可靠性的重要指標之一。文章結合理論實踐從燒結工藝和電池片正面電極主柵高度兩方面進行驗證、分析,得出燒結爐烘干溫度、主柵印刷高度對電池片主柵焊接拉拔力影響最大。從成本降低和產品可靠性綜合考慮得到提高主柵焊接拉拔力的方法。
關鍵詞:太陽能電池片;主柵焊接拉拔力;燒結爐 引言
晶體硅太陽能電池片的應用和發展中,電池的生產成本和可靠性成為行業發展考慮的重要因素。銀漿料的生產成本在整個生產過程中所占比例最大,印刷太陽能電池片通過設計不同圖形和采用不同規格的網布降低生產成本,但降低成本同時會對電池片的主柵焊接拉力值產生影響。正常生產過程中,主柵焊接拉力值主要受燒結烘干溫度、主柵印刷高度影響。
燒結爐烘干區溫度過低,銀漿中的有機溶劑不能完全揮發,銀柵線不能很好的粘附在硅片上,燒結過程中晶硅原子溶入到電極金屬中,這個過程只有幾秒鐘,雖然燒結溫度很高銀漿中有機溶劑仍可以揮發,但幾秒鐘的時間揮發非常有限,所以在這種情況下不會形成很好的晶體電極合金系統,銀漿料成分中較多有機溶劑雜質可能會導致拉力值較低的情況。燒結爐烘干區溫度過高,銀漿料中有機溶劑揮發過快,銀漿料擴散較慢,會造成金屬顆粒之間疏松孔隙過大,主柵致密性較差,焊接拉力值過低。
通過實驗不同燒結工藝追蹤主柵拉力值的變化趨勢,確定最佳燒結工藝。在最佳燒結工藝下調節不同主柵高度,追蹤主柵高度對主柵拉力值影響,本文通過實驗研究燒結工藝和正電極印刷高度對拉力值變化趨勢,獲得最佳的主柵焊接拉拔力的燒結工藝。
1 Despatch燒結工藝對拉力值影響
根據理論分析燒結工藝對正面電極拉力值的影響主要是燒結爐烘干區域。實驗固定一款正電極漿料,調節不同烘干溫度,采用同種焊接工藝條件并使用同一拉力機臺測試,在同一實驗條件進行兩次實驗,分析拉力平均值大小和各拉力點的穩定性,對比兩次實驗趨勢是否一致,實驗條件如下表:
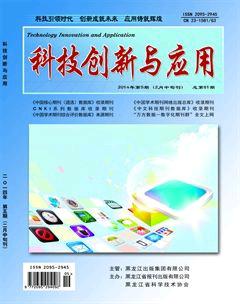
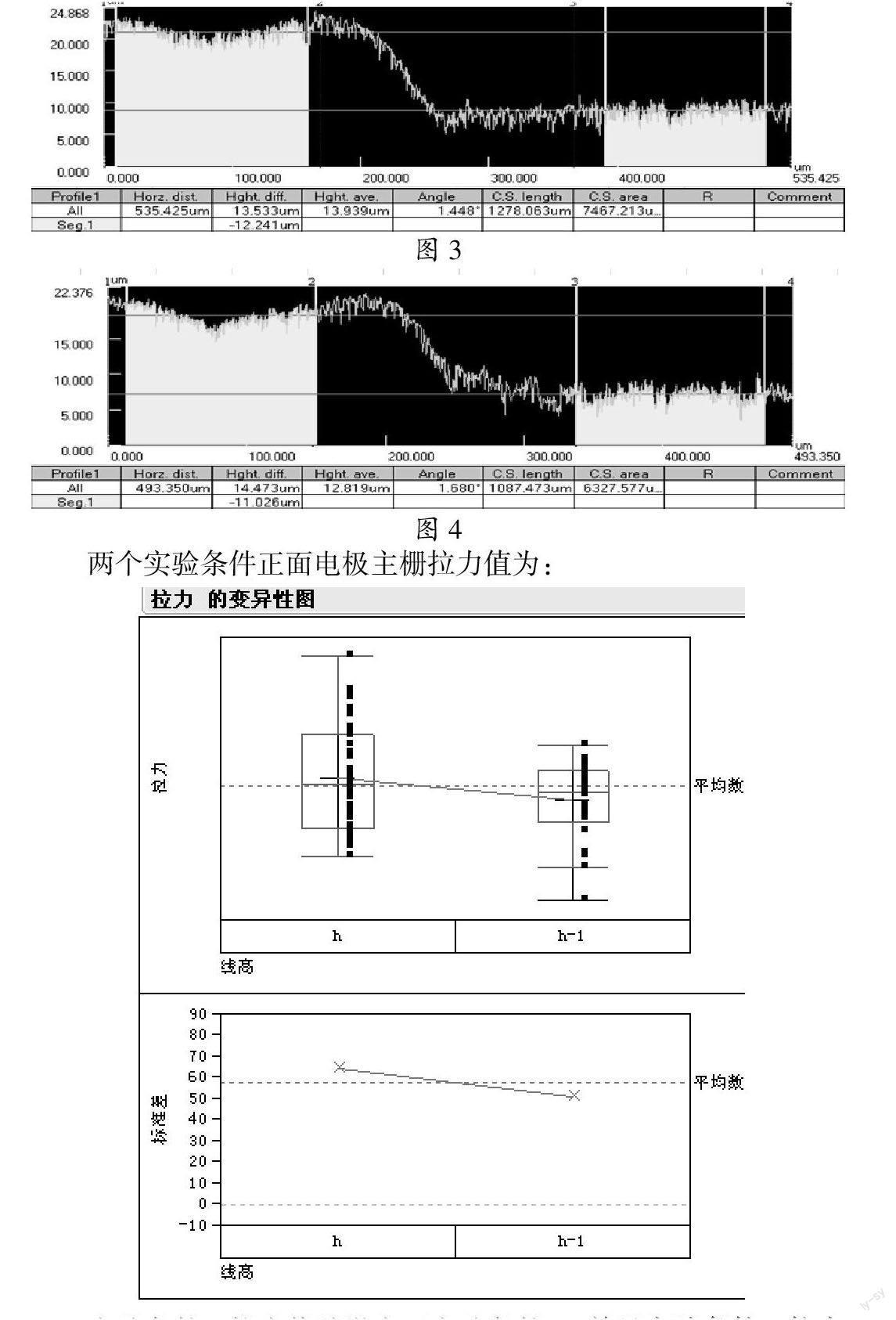
圖1為第一次實驗數據,數據中實驗條件五、實驗條件六拉力值相對較大,并且標準方差相對較小。圖2為第二次實驗數據,實驗結論和第一次實驗結論保持一致。總體分析:本次實驗根據拉力值大小和標準方差及兩次實驗的結論,確定燒結爐烘干區域溫度設定為340-360度區間為最佳燒結工藝。
2 主柵高度對拉力值影響
根據1實驗結果確定燒結爐烘干區溫度變化會對正電極主柵 拉力值產生影響,確定燒結工藝是印刷車間影響主柵拉力值的一個重要因素,后續對主柵高度對拉力值影響進行試驗分析。確定同一燒結工藝,調節不同主柵高度進行拉力值測量,實驗條件為:
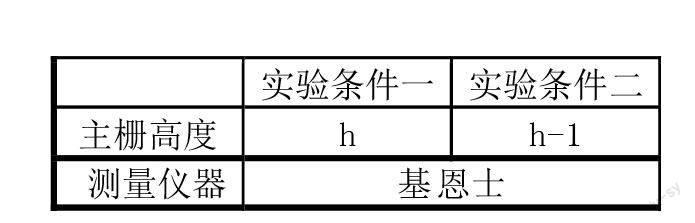
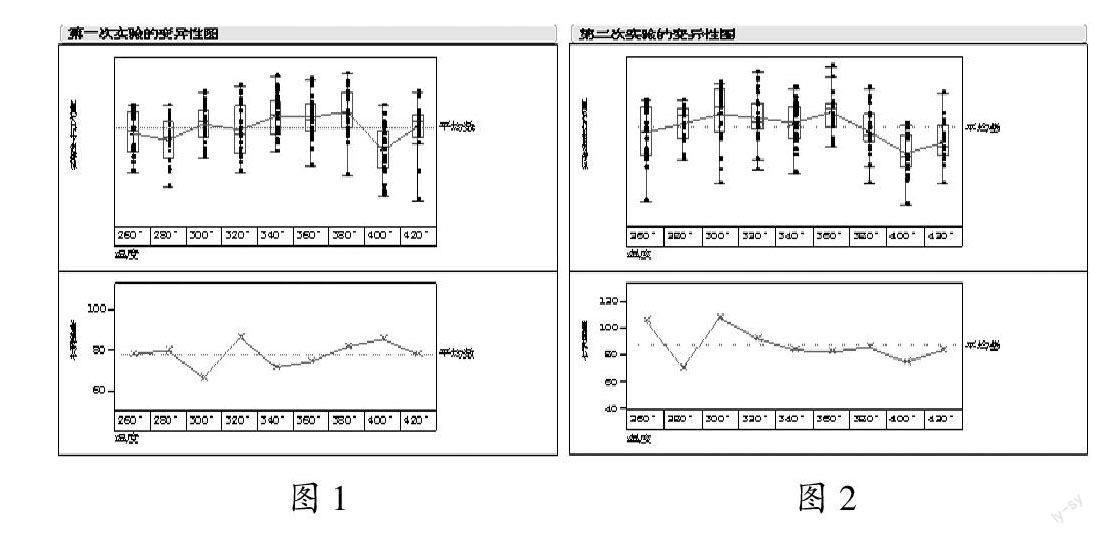
使用基恩士測試主柵高度,圖3為實驗條件一測量結果,主柵高度為h微米;圖4為實驗條件二測量結果,主柵高度為h-1微米;
兩個實驗條件正面電極主柵拉力值為:
實驗條件一拉力值稍微大于實驗條件二,并且實驗條件一拉力值較穩定,此趨勢表明主柵高度越高拉力值越大。
3 結論與應用
本文證明印刷車間燒結工藝和正面電極主柵高度兩個方面是影響正面電極主柵拉力值的主要因素,其中燒結爐工藝對拉力值影響較大,主柵高度對拉力值影響較小。考慮到各企業生產中使用不同型號網版、銀漿料、燒結爐等因素,無法確定具體工藝條件,本文重點研究拉力值的變化趨勢,為量化生產中正面電極主柵拉力值提供調節方向。