基于FANUC 0i系統(tǒng)的球面加工宏程序
2014-02-10 02:56:39張寧菊
機電工程技術 2014年10期
張寧菊
(無錫科技職業(yè)學院,江蘇無錫 214028)
基于FANUC 0i系統(tǒng)的球面加工宏程序
張寧菊
(無錫科技職業(yè)學院,江蘇無錫 214028)
簡要介紹球面的粗、精加工宏程序實例,指出在FANUC 0i系統(tǒng)中靈活使用宏程序,可簡化編程,解決復雜曲面的加工問題,具有一定的實用性。
FANUC;球面;數(shù)控加工;宏程序
0 引言
球面的加工,從用戶的角度,使用CAD/CAM軟件(例MASTERCAM、UG等)生成刀具路徑和程序是比較方便的,但CAD/CAM軟件生成三維加工刀具路徑時,是根據(jù)選擇的加工方式、加工參數(shù)、加工誤差等,使刀具逐漸移動來完成加工的,其實質是用直線段去逼近曲面的過程,因此其運算速度慢,從球底到球頂?shù)募庸ぞ瘸氏陆第厔荨6鳩ANUC 0i系統(tǒng)中的宏程序,可進行變量編程,變量可以運算。變量編程可以最大限度地運用數(shù)控系統(tǒng)的各種指令代碼(如G01、G02、G03等),因此加工時可直接進行機床的插補運算,運算速度快,球面表面各處的加工精度一致。
基于宏程序的上述編程和加工優(yōu)勢,現(xiàn)以一個球面的粗、精加工宏程序為例加以說明。
1 加工工藝分析
如圖1所示為一球面零件,球半徑為10 mm,粗加工時為提高效率采用?6 mm的平底銑刀;精加工時為保證加工質量采用?6 mm的球頭銑刀,零件加工工序卡如表1所示。現(xiàn)假設以球面球頂中心作為X、Y、Z方向的加工原點進行編程。
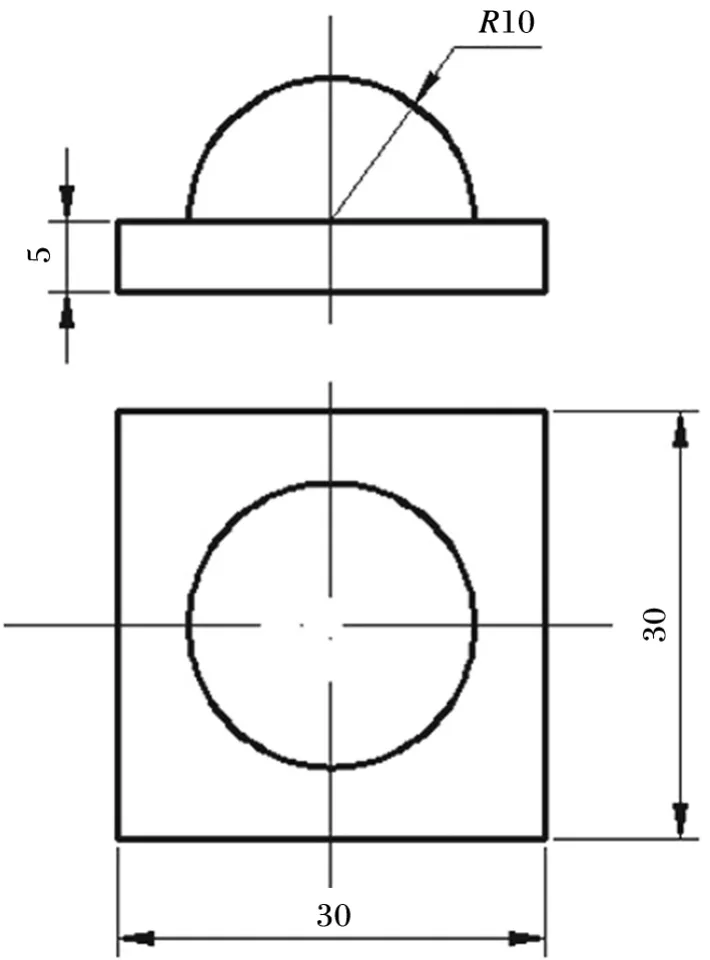
圖1 球面零件
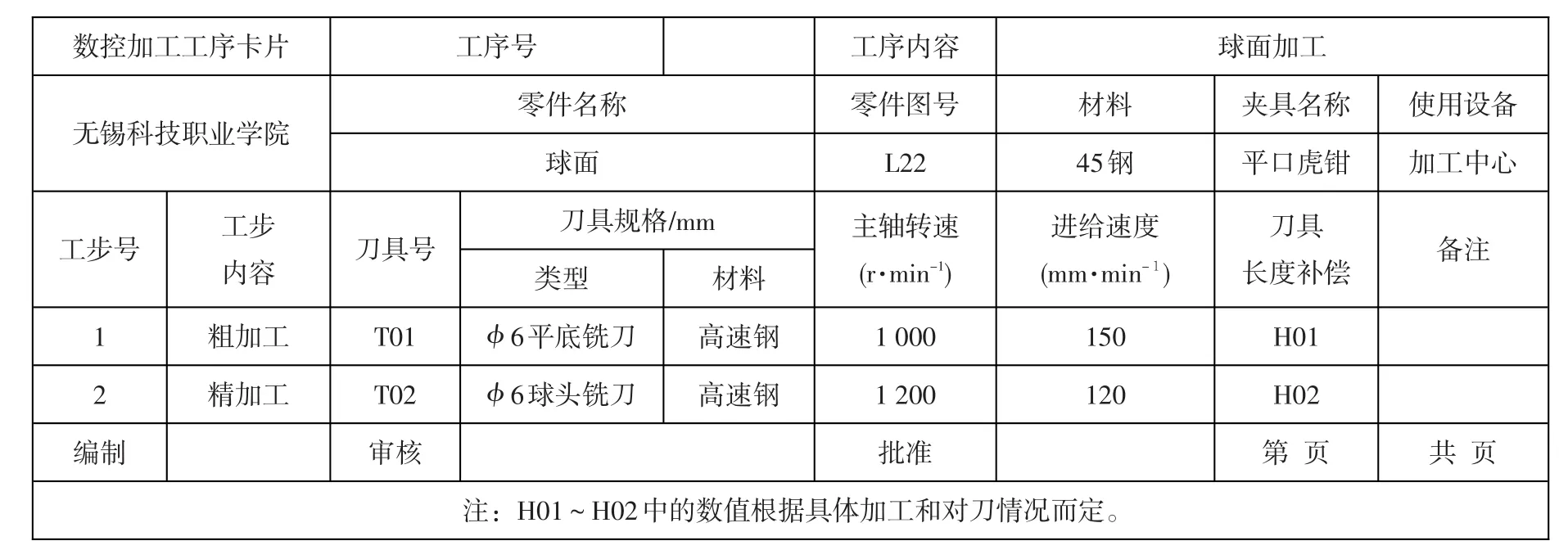
表1 球面零件的數(shù)控加工工序卡
2 粗加工程序的編制
如圖1所示,零件毛坯為方料,粗加工時采用平底銑刀進行自上而下逐層剝離的等高體積加工方法,X、Z向留1 mm的加工余量。FANUC 0i系統(tǒng)編制球面的方法有兩種,一是參數(shù)法,二是方程法,現(xiàn)使用常用的參數(shù)法編程。假設Z向每層切深為1 mm。
程序如下:
O0003
G54G0X0Y0Z30; 建立工件坐標系,工件坐標系設為球面球頂中心
M3S1000;
G1Z0F150;
#1=10; 半球半徑
#2=3; 銑刀半徑
#3=90°; 半球起始角度
#4=0°; 半球終止角度
#17=1; Z坐標每層遞減量(Z向每層切深)
#5=#1*COS(#4); 終止高度上X坐標
#6=1.6*#2; X向步距設為刀具直徑的80%
#8=#1*SIN(#3); 任意高度時刀具Z坐標
#9=#1*SIN(#4); 終止高度時刀具Z坐標
WHILE[#8GT#9]DO1; 如#8>#9循環(huán)1繼續(xù)
X[#5+#2+1]Y0; 刀具水平移動到毛坯外測
Z[#8+1]; 刀具移動到Z[#8+1]處
#18=#8-#17; 當前層加工深度Z值
G1Z#18F150; Z向定位
#7=SQRT[#1*#1-#18*#18];
刀具與球面接觸點的X坐標#10=#5-#7;
任意高度上被去除部分的水平寬度
#11=FIX[#10/#6]; 每層被去除寬度除步距,并取整,設置為初始值
WHILE[#11GE0]DO2; 如#11≥0循環(huán)2繼續(xù)
#12=#7+#11*#6+#2; 刀具X方向目標值
G1X#12Y0F500; 刀具移動到目標點
G2I-#12; 水平面走順圓
#11=#11-1; 水平去除寬度遞減
END2; 循環(huán)2結束,切削完水平圓
G0Z30; 抬刀
#8=#8-#17; Z坐標遞減
END1; 循環(huán)1結束,切削完水平一層
G0Z30;
M30;
3 精加工程序的編制
如圖1所示,精加工時采用球頭銑刀進行自上而下的加工。
程序如下:
O0012
G54G0X0Y0Z30;
M03S1200;
Z2;
G1Z0F120;
#1=90; 半球起始角度
#2=0; 半球起始角度
#3=10; 半球半徑WHILE[#1 GE#2]DO1;
如#1≥#2循環(huán)1繼續(xù)#4=#3*COS[#1]+3;
X值加刀具半徑(刀具中心點的X坐標
#5=#3*SIN[#1]-10; Z值減10,Z賦值
G1 X[#4]Z[#5]F120; 刀具X,Z向定位
G2 I[-#4]F1000; 切削完水平圓
#1=#1-1; 計數(shù)器遞減
END1; 循環(huán)1結束
G90G00Z100;
M30;
4 結束語
上述通過用不同宏程序編程方法編制球面的粗、精加工程序典型實例,在編程時可靈活使用。在實際加工中,類似球面類可以用函數(shù)方程表示的曲面,如:橢圓面、錐臺面、雙曲線面等,均可采用相似的編程方法。使用宏程序編程,可簡化編程,在解決復雜曲面的加工時,具有很重要的實用意義。
[1]李峰,白一凡.數(shù)控銑削變量編程實例教程[M].北京:化學工業(yè)出版社,2007.
[2]陳海舟.數(shù)控銑削加工宏程序及應用實例[M].北京:機械工業(yè)出版社,2008.
FANUC 0i-Based System of Spherical Macro Programs
ZHANG Ning-ju
(Wuxi College of Science and Technology,Wuxi214028,China)
Brief introduced rough finishing spherical macro instance, pointed out that in FANUC 0i system, flexible using macro programs to simplify programming can solve complex surface processing problems,and has a certain practicality.
FANUC;spherical;NC;macro programs
TG659
:A
:1009-9492(2014)10-0038-02
10.3969/j.issn.1009-9492.2014.10.010
張寧菊,女,1968年生,碩士,副教授。研究領域:現(xiàn)代制造技術。已發(fā)表論文31篇。
(編輯:向 飛)
2014-04-22
