八鋼1750熱軋3#卷取機(jī)控制程序優(yōu)化
2014-02-10 09:37:18陳揚(yáng)劉小軍
新疆鋼鐵 2014年3期
陳揚(yáng),劉小軍
(新疆八一鋼鐵股份有限公司)
1 問題的提出
八鋼1750熱軋廠原有兩臺(tái)牌坊式全液壓三助卷輥地下卷取機(jī),主要是卷取普碳鋼、薄規(guī)格品種鋼等厚度16mm以下規(guī)格鋼卷。因其卷取能力有限,無法卷取高強(qiáng)度管線鋼和較厚規(guī)格鋼卷。為了滿足市場(chǎng)需求,八鋼熱軋廠陸續(xù)開發(fā)了X80~X100系列厚規(guī)格、高強(qiáng)度管線鋼。為適應(yīng)生產(chǎn)需要2011年八鋼1750熱軋廠進(jìn)行了卷取機(jī)升級(jí)改造項(xiàng)目,在2#卷取機(jī)后面新建了能夠滿足厚規(guī)格、高強(qiáng)度的X80~X100系列管線鋼卷取能力的擺臂式全液壓三助卷輥地下卷取機(jī)。與牌坊式卷取機(jī)相比,3#擺臂式卷取機(jī)構(gòu)造、強(qiáng)度、夾送輥電機(jī)功率等都有很大的差別,卷取能力也得到了較大的提升。其控制程序是為了滿足高強(qiáng)度管線鋼完成卷取設(shè)定的,而對(duì)于其他較低強(qiáng)度鋼種和較薄厚度帶鋼來說,并未考慮到卷形質(zhì)量的問題。投入使用后,在卷取較低強(qiáng)度和較薄厚度鋼卷時(shí)出現(xiàn)外圈溢邊、塔形等卷形缺陷較多,嚴(yán)重影響了帶鋼的卷形質(zhì)量和成材率,并且影響到鋼卷的運(yùn)輸和包裝。
2 3#卷取機(jī)卷取問題分析
新建的3#卷取機(jī)如圖1如示。
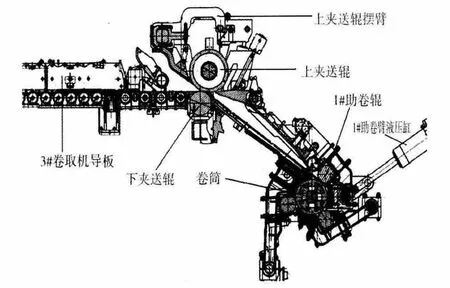
圖1 3#卷取機(jī)結(jié)構(gòu)圖
為了檢測(cè)3#卷取機(jī)卷形質(zhì)量,制定了卷形質(zhì)量考核測(cè)試方法及目標(biāo),并隨機(jī)抽取100卷不同規(guī)格、不同鋼種的鋼卷進(jìn)行卷形質(zhì)量檢測(cè),其結(jié)果見表1。

表1 3#卷取機(jī)卷取鋼卷測(cè)試結(jié)果
檢測(cè)結(jié)果顯示,鋼卷卷形質(zhì)量命中率無法達(dá)到質(zhì)量要求。通過現(xiàn)場(chǎng)觀察并結(jié)合熱軋IBA記錄,發(fā)現(xiàn)3#卷取機(jī)控制程序存在以下問題。
2.1 側(cè)導(dǎo)板操作時(shí)出現(xiàn)的問題
3#卷取機(jī)側(cè)導(dǎo)板短行程控制時(shí),操作側(cè)為位置控制,傳動(dòng)側(cè)為壓力控制,且系統(tǒng)壓力值設(shè)定較小(一般在8~10kN)。由于側(cè)導(dǎo)板在使用時(shí)存在較嚴(yán)重的磨損,需反復(fù)補(bǔ)焊修復(fù)使用,致使側(cè)導(dǎo)板存在輕微變形。完成頭部短行程動(dòng)作時(shí),存在較大的阻力,當(dāng)阻力達(dá)到或大于設(shè)定值時(shí),操作側(cè)側(cè)導(dǎo)板轉(zhuǎn)為位置控制,而此時(shí)操作側(cè)側(cè)導(dǎo)板并未接觸上帶鋼,傳動(dòng)側(cè)側(cè)導(dǎo)板在壓力控制下將帶鋼擠向操作側(cè),使帶鋼頭部產(chǎn)生塔形缺陷。
2.2 夾送輥運(yùn)行過程分析
3#卷取機(jī)在卷鋼時(shí)夾送輥壓力控制是由HMD505/506熱金屬檢測(cè)器檢測(cè)信號(hào)來觸發(fā)的。由于受現(xiàn)場(chǎng)設(shè)備溫度或水蒸汽等不良因素的影響,HMD熱檢常常出現(xiàn)檢測(cè)失真的情況。帶鋼卷取至尾部時(shí),程序會(huì)判斷帶鋼卷取完成,命令?yuàn)A送輥輥縫打開,夾送輥壓力急劇減小,造成帶鋼尾部失張,鋼卷尾部出現(xiàn)嚴(yán)重溢邊缺陷。圖2為檢測(cè)失真時(shí)的壓力變化圖。
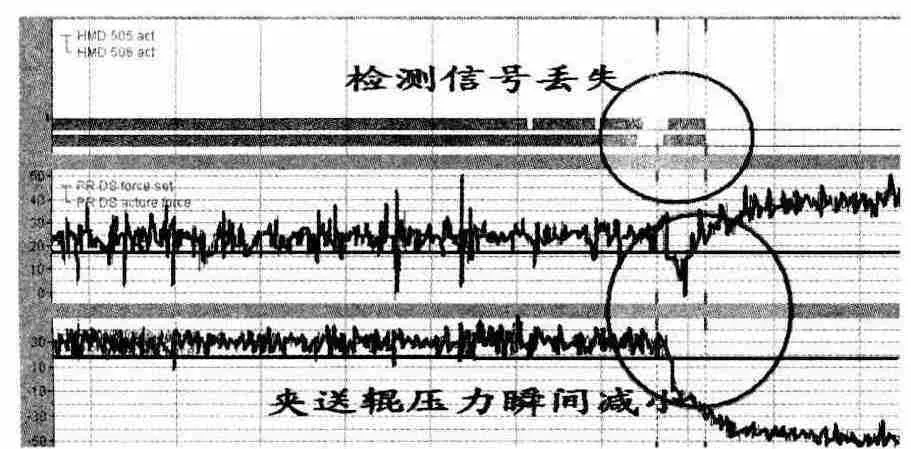
圖2 HMD檢測(cè)失真圖
夾送輥壓力控制原程序是夾送輥咬鋼前為位置控制,當(dāng)帶鋼頭部穿過夾送輥后轉(zhuǎn)為壓力控制。為了降低夾送輥磨損,延長夾送輥使用周期,采取變壓力控制法設(shè)定夾送輥壓力,即帶鋼在卷取與精軋機(jī)組建立張力后,將夾送輥壓力減小。按照原2#卷取機(jī)夾送輥壓力控制程序,將厚度≤3.5mm帶鋼的實(shí)行夾送輥?zhàn)儔毫刂品绞健.?dāng)帶鋼建張后,夾送輥壓力減小50%,直至帶鋼卷取完成。通過現(xiàn)場(chǎng)跟蹤,發(fā)現(xiàn)當(dāng)帶鋼在精軋拋鋼后,由于夾送輥壓力小,卷取張力不足,造成帶鋼尾部側(cè)向游動(dòng),產(chǎn)生尾部溢邊缺陷。
3 3#卷取機(jī)程序改進(jìn)
3.1 側(cè)導(dǎo)板程序優(yōu)化
為了提高側(cè)導(dǎo)板短行程響應(yīng)速度和動(dòng)作的準(zhǔn)確性,消除側(cè)導(dǎo)板運(yùn)動(dòng)時(shí)阻力對(duì)巡邊的影響,對(duì)操作側(cè)側(cè)導(dǎo)板壓力值進(jìn)行最小壓力限定,通過多次實(shí)驗(yàn)和調(diào)整,最終確定了限定值。當(dāng)操作側(cè)側(cè)導(dǎo)板計(jì)算壓力設(shè)定值小于限定值時(shí),按照限定值下發(fā);當(dāng)計(jì)算值大于限定值時(shí)按照實(shí)際計(jì)算值下發(fā)。通過此項(xiàng)優(yōu)化,提高了側(cè)導(dǎo)板短行程動(dòng)作的準(zhǔn)確性和可靠性,減少了頭部塔形產(chǎn)生率。
3.2 HMD熱金屬檢測(cè)器檢測(cè)信號(hào)優(yōu)化
為了彌補(bǔ)HMD熱金屬檢測(cè)器檢測(cè)失真問題帶來的不良問題,在程序中增加了HMD計(jì)算補(bǔ)償窗口。當(dāng)HMD檢測(cè)信號(hào)消失后可通過計(jì)算補(bǔ)償值來進(jìn)一步判斷帶鋼是否卷取完成,這樣可以彌補(bǔ)檢測(cè)失真帶來的不足。如圖3所示,當(dāng)HMD實(shí)際檢測(cè)信號(hào)消失但此時(shí)帶鋼尾部并未到達(dá)HMD熱檢處,通過HMD計(jì)算補(bǔ)償值繼續(xù)進(jìn)行跟蹤,確保帶鋼完全卷取完成。
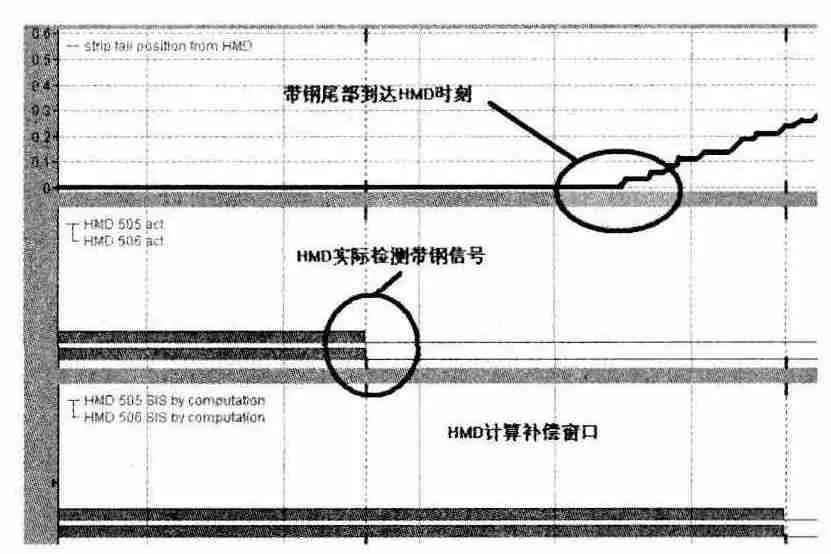
圖3 HMD檢測(cè)信號(hào)圖
3.3 夾送輥壓力控制程序優(yōu)化
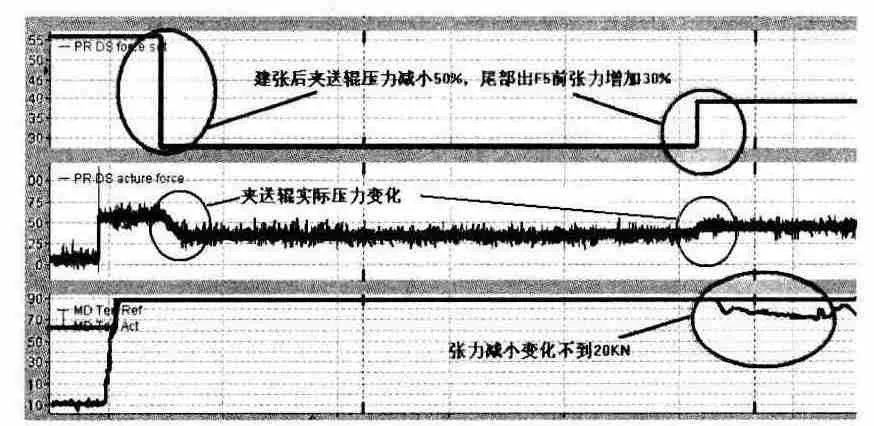
圖4 夾送輥壓力變化圖
對(duì)于夾送輥?zhàn)儔毫刂拼嬖诘牟蛔悖ㄟ^改變變壓力控制策略來實(shí)現(xiàn)變壓力控制,從而增加帶鋼尾部張力。當(dāng)帶鋼建張后,夾送輥壓力減小為設(shè)定值的50%;當(dāng)尾部跟蹤到達(dá)精軋F(tuán)5機(jī)架時(shí)夾送輥壓力減小為原設(shè)定值的20%,即尾部壓力增加30%,如圖4所示。通過第二次加壓力控制,即能保證帶鋼尾部卷取張力,又可以減小帶鋼的側(cè)向游動(dòng),改善了尾部卷形。
4 效果驗(yàn)證
為了驗(yàn)證更改程序后的效果,又隨機(jī)抽取100卷不同規(guī)格、不同鋼種的鋼卷進(jìn)行卷形質(zhì)量驗(yàn)證,見表2。
表2顯示程序優(yōu)化后,3#卷取機(jī)測(cè)試命中率提高,高于目標(biāo)命中率。
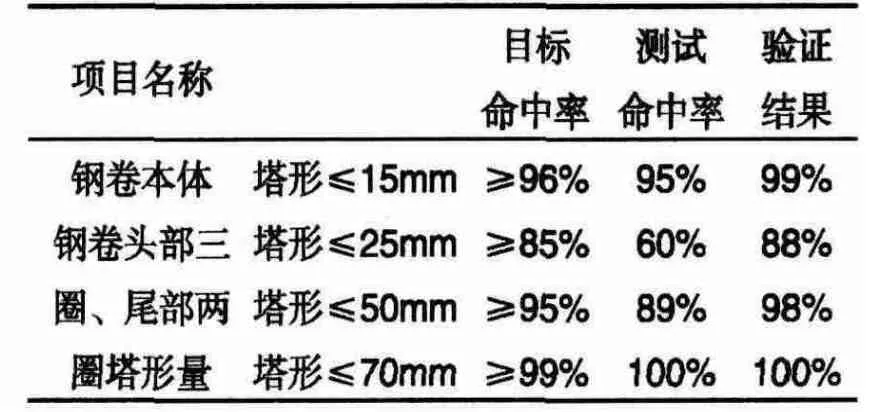
表2 改進(jìn)后3#卷取機(jī)卷取效果
5 結(jié)束語
生產(chǎn)實(shí)踐表明,通過側(cè)導(dǎo)板控制程序和夾送輥控制程序的優(yōu)化,降低了鋼卷頭部塔形和尾部塔形缺陷產(chǎn)生率,提高了卷形質(zhì)量,大大降低了卷形返修率,降低了生產(chǎn)制造成本。
[1]李林.熱軋高強(qiáng)度厚板帶鋼的卷取分析及改進(jìn).2005中國鋼鐵年會(huì)論文集,2005.
[2]侯俊山.鋼板卷取機(jī)鋼卷塔形的原因分析及其對(duì)策[J].山西機(jī)械,2000,(6):21~22.
猜你喜歡
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2021年12期)2021-12-31 03:23:08
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
產(chǎn)品可靠性報(bào)告(2017年7期)2017-09-05 09:49:12
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12