改善層流冷卻提高板材質量
2014-02-05 06:11:10孟周東
冶金動力 2014年12期
關鍵詞:影響
孟周東
(安陽鋼鐵集團公司,河南安陽455004)
改善層流冷卻提高板材質量
孟周東
(安陽鋼鐵集團公司,河南安陽455004)
通過對爐卷軋線的層流冷卻對板材質量影響因素的研究,采用了改進噴淋方式,優化供水操作方法和水溫控制保證供水質量,改善了爐卷生產線在層流冷卻階段出現的應力不均和鋼板翹曲等問題,提高了板材質量。
層流冷卻;供水;板材;質量
1 前言
在爐卷軋線生產過程中,對層流冷卻技術的優化及供水操作加以改善,以達到控制和提高最終產品的綜合力學性能和板材板形的目的。層流快速冷卻技術應用日益普遍,已成為各種軋鋼生產線的必備控冷環節,采用高效的層流冷卻工藝就需掌控一些不利因素,層流冷卻過程中從上下噴嘴流出的冷卻水速度比較低,能夠形成平滑、連貫的水流直接落到快速移動的鋼材表面,在板材表面形成冷卻均勻的水面。對生產線的不同工藝參數及設備布置參數也將影響冷卻能力,水溫控制及水質不同也同樣影響到板材質量,因此探討各種影響因素對冷卻的影響具有指導意義。
2 該爐卷層流冷卻設備布置
位置:位于四輥可逆式精軋機和熱矯直機之間的輥道處
用途:用于鋼板控制冷卻,包括控軋時中間坯待溫、降溫控制冷卻功能
型式:上下集管層流冷卻式
冷卻區總長度54000 mm,該系統設計2區,主冷區15組集管,精調區3組集管;主冷區集管每組2個噴頭,精調區集管每組2個噴頭,上下噴頭數分別有36個和108個噴頭。
冷卻水流量參數見表1。
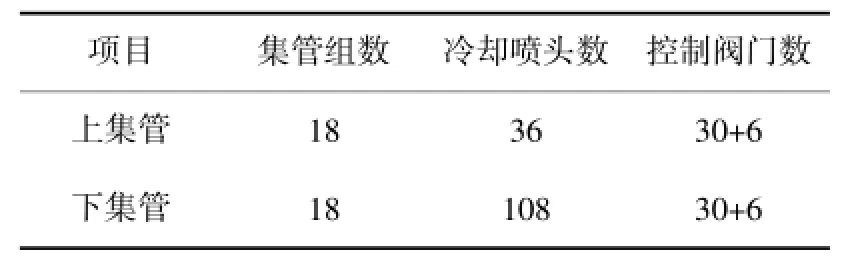
表1 冷卻水流量參數
供水能力:高位水箱為兩個長26000 mm,直徑3000 mm的罐體組成,罐體頂面標高為15000 mm。系統供水能力為2400 m3/h。
3 層流冷卻影響性能的因素
在軋制后的層流冷卻過程中,鋼材的熱傳主要是空冷和水冷兩部分,空冷中鋼材向周圍環境散發熱量,主要以輻射傳熱為主;水冷即為中低溫度的冷卻水與高溫的鋼材開始接觸時,直接碰撞引起迅速的熱傳遞,隨后在鋼材表面形成蒸汽層,蒸汽層阻礙導熱,屬于膜態沸騰傳熱,當蒸汽層不再穩定地附著在鋼材表面時,鋼材表面重新與冷卻水再接觸,再次產生強烈的熱傳遞,屬于核態沸騰傳熱。在鋼板冷卻過程中奧氏體發生分解,相變潛熱釋放。
3.1 高強度鋼板的控冷板形問題是由于鋼板在冷卻過程中鋼板橫向溫度均勻性和厚度方向溫度均勻性決定,溫度不均勻導致相變過程不一致,冷卻過程中殘余應力過大,矯直溫度低,鋼板強度提高,導致熱矯直機無法矯直;或矯直后鋼板溫度仍然不一致,在冷床上冷卻至溫度均勻時產生殘余應力。
冷卻造成板形問題主要由以下三種不均勻冷卻導致的:
(1)橫向冷卻不均勻性
為保證橫向均勻冷卻通常采取:集管流量在橫向上采用不均勻的流量設計或調節、邊部遮擋、側噴等。
原有的上集管流量在橫向上均勻分布,這種布置方式不利于鋼板的均勻冷卻,盡管側噴裝置和邊部遮擋裝置的設計會對溫度的橫向均勻性有改善,但是部分邊部遮擋不能正常投入運行,溫度均勻性的問題問題仍然存在。
(2)厚度方向冷卻的不對稱性
保證厚度方向冷卻對對稱,主要是保證鋼板在冷卻過程中上下表面得到相同的冷卻效果,在冷縮過程中、以及冷卻的相變過程中,冷卻時鋼板變形對稱,冷卻后鋼板的板形才不會發生變化。
保證厚度方向的對稱,對于不同厚度的鋼板上、下表面冷卻水量比是不同的,這已經在其他中厚板廠、南鋼中厚板卷廠、韶關爐卷生產線的生產中已經證明。對于某一厚度的鋼板,鋼板上下表面冷卻水量比波動范圍較小,如20 mm厚鋼板,上下水比例為1:1.9~1:2.1。
目前該爐卷軋線板材控冷裝置上、下集管流量沒有調節手段只能靠人工進行配置,生產難度大,對不同厚度鋼板無法實現厚度方向的對稱冷卻,導致控冷后鋼板板形易于瓢曲。
(3)橫向和厚度方向冷卻不均勻混合
因此,控制冷卻的橫向均勻性和厚度方向的對稱性,是控制板材平直度的主要途徑,減少長度方向頭尾溫差也能部分有效控制板材平直度。
3.2 設備問題造成冷卻的影響
部分集管及噴嘴堵塞情況嚴重的影響,因該爐卷軋機層流冷卻水系統設計為半過濾式,且初期生產節奏問題等因素的影響,自設備投產以來,由于長期使用過程中集管干、濕條件的頻繁變化,冷卻水中油與懸浮物的共同作用,導致部分下集管生銹與結垢情況比較嚴重,并且下集管水柱高度參差不齊相差較大,由于該系統使用年限較長且沒有有經過大規模的清洗工作,部分下集管內部堵塞應該非常嚴重。
盡管在設備檢修期間,對更替的下集管采取了酸洗和清理等方法,但是由于設備設計的問題,這些問題仍然無法徹底解決。
3.3 層流冷卻水溫對板材的影響
因北方季節問題及初期水系統設計工藝要求,夏季供水水溫高易出現冷卻效果不佳板形瓢曲等異常,冬季水溫過低冷卻過快對板形及性能的影響。
4 完善措施減少不利因素的影響
通過對現有設備上下集管、供水管路、閥門改造及增加自動化調節控制系統,減少原設計的不利冷卻的各種因素,提高層流冷卻質量。
4.1 三不均勻的改進
加密上集管由外水管、入水管和4排U型管組成組成,通過水箱內的阻尼機構可使集管全長上水壓均勻,從而保證U型管的水流均勻,阻尼管為不銹鋼材質。通過改變U型管噴嘴的橫向間距或噴嘴直徑可以得到中凸形的橫向水量分布,通過4組U型管橫向位置上的交叉配置,改善鋼板橫向冷卻均勻性。
重新設計加工制造下集管1組~6組(共36個集管),增大下集管的最大供水量,提高層流冷卻系統的最大水比,提高系統的冷卻能力,并報證鋼板寬度方向的冷卻均勻性,保證高強鋼的穩定生產。在新下集管結構上作進一步改進:采用內管為不銹鋼的噴孔,集管內部阻尼管采用不銹鋼材質,防止結垢對水流均勻性的影響
層流系統現在采用固定上下冷卻水量比(1:1)的控制方式,而且控制閥門為手動設置,這種配置對于窄板(寬度≤2000 mm)、以及較薄板(厚度≤12 mm)是合適的,但對于寬板、中厚板來說,這種控制方式已經不能保證控冷后的板形,甚至經過熱矯直機矯平,但是由于冷卻的不均勻,鋼板到冷床后仍然會發生“翹曲”。
為保證不同厚板和寬度鋼板、在不同水溫條件下均勻冷卻,必須對鋼板上下表面的冷卻水能夠自動調節,使上下表面對稱冷卻。并可以在長鋼板冷卻過程中補償溫降對縱向溫度精度的影響。
對下集管供水管路進行改造,拆除原有的流量孔板,并將管路進行改造,滿足增加調節閥和流量計測量精度和穩定性的需要。
每組側噴裝置對面防濺板進行需進行相應的改造,增加排水功能,根據現場情況可以考慮在防濺板上增加排水孔等措施,防止在生產高強結構鋼時側噴裝置無法將鋼板上表面積水吹凈,導致鋼板冷卻不均勻造成鋼板的瓢曲,并新增吹掃裝置布置在控冷區出口,滿足高冷卻速率低終冷溫度鋼板控制冷卻的需要。
4.2 優化操作減少設備問題的影響
(1)高位水箱為兩個長27700 mm,直徑3000 mm的罐體,有效水位200 cm(界面顯示,實際最高水位250 cm,最低水位50 cm),高位水箱平均水位面積按135 m2計算。經測試有效水位不低于50 cm時,集管流量保持設定值;當低于50 cm時,集管流量衰減不能達到設定值,即水位降最大不超過1.5 m。
(2)層流下集管溢流500 m3/h。層流泵供水能力:一臺泵900 m3/h、兩臺泵1700 m3/h、三臺泵2300 m3/h、四臺泵3000 m3/h。所以層冷水箱泵有效補水能力為:一臺泵400 m3/h、兩臺泵1200 m3/h、三臺泵1800 m3/h、四臺泵2500 m3/h。
(3)滿足最小溢流條件,使層冷水最大量通過自清洗過濾器,改善水質減少水中油脂與懸浮物對噴嘴的影響,同時減少熱水溢流到冷水池,降低水溫。
4.3 優化操作減少季節對水溫的影響
夏季氣溫高冷卻塔能力低,通過開啟水箱泵與過濾器泵的配合,保證冷水池低水位運行,在生產AH70DB、X70等管線鋼和低碳貝氏體鋼時,根據需求的低水溫控制板形和性能時及時通過補充新水減低現有的系統水溫,以保證生產板材的質量。
冬季時通過減少上塔流量,控制過濾器泵調節保證冷水池以較高的水位,實現冷水池往熱水池溢流,既保證了水質有滿足水溫要求。
4.4 保證水質提高板材表面質量
層流水質的是否達標直接影響著板材表面質量,電導率≤1000~1600μS/cm、Cl-≤200~400 mg/ L、Ca2+≤400-600 mg/L的標準是影響板材最終成材的又一因素。電導率和Cl-指標超標易造成板材表面點蝕現象,Ca2+指標超標不僅易造成層流噴嘴結垢堵塞影響板材均勻冷卻,而且易造成板材表面有白色斑跡影響外觀質量。通過每日對層流系統水質和新水的化驗,來及時對超標的層流系統水進行新水置換,如新水指標不好通過補充軟水來保證層流系統水質始終處于標準狀態下,以保證板材最終成型、成材。
5 結束語
綜上所述,通過對現有的設備布置進行調整,對噴淋的上下集管及下供水管進行優化改造,并增加防濺板和吹掃裝置等技改措施,優化層冷供水系統的操作方式等,以減少三不均勻對板材的影響,解決板材翹曲等板形問題,提高爐卷軋線的生產能力,嚴格控制層流水質保證板材表面質量,高效高質保證板材的穩定生產。
【1】周月杰中厚板軋后冷卻縱向溫度均勻性控制策略分析【J】.冶金自動化,2008(S2).
【2】盧為同,羅軍.層流冷卻技術在熱連軋板帶生產中的應用實踐【J】.柳鋼科技,2008.
【3】李黎明,黨軍.層流冷卻對于板型的影響研究【J】.甘肅冶金,2010.
【4】片錦香.熱軋帶鋼層流冷卻過程建模與控制方法研究【D】.東北大學;2010.
Optim ization of Lam inar Cooling to Im prove Sheet Quality
Meng Zhoudong
(AnyangIronandSteelGroupCo.,Anyang,Henan455004,China)
Through investigation on the effect of laminar cooling on the sheet quality of Steckel mill,Anyang Steel modified water spray mode to optimize water supply operation and water temperature control and ensure water quality,which has solved the problems of on-homogeneous stress and sheet warping during the laminar cooling stage and improved the product quality of the Steckel mill.
laminar cooling;water supply;sheet;quality
TF085
B
1006-6764(2014)12-0067-03
2014-09-28
孟周東(1981-),男,2004年畢業于西安科技大學,大學本科學歷,工程師,現從事給排水生產技術管理工作。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00