PP塑料激光透射焊接剪切強度測試方法研究
2014-01-23 02:40:34張靖安
激光與紅外 2014年6期
張 新,張靖安
(吉林省激光研究所,吉林長春130020)
1 引言
塑料激光焊接最早可以追溯到20世紀60年代[1],具有非接觸式焊接無粉塵等污染物產(chǎn)生,沒有對模具的磨損,焊接區(qū)域光學性能良好,加工精度高等優(yōu)點[2]。
近年來越來越多的研究人員都對激光透射焊接塑料進行了深入的研究,包括各種材料可焊性的總結[2],各種實驗參數(shù)對焊接質(zhì)量影響的探討[3-6],焊接強度和焊接質(zhì)量的數(shù)值模擬[7-8]等。為保證激光透射塑料焊接試樣的焊接質(zhì)量,通常要對接頭的力學性能指標進行測定試驗。這些力學性能指標包括剪切強度、正拉強度、沖擊強度、疲勞強度及斷裂韌性等。在設計焊接接頭時,根據(jù)焊接結構的承載狀況,人們更為關心的是接頭的剪切強度。
2 新的測試方法
根據(jù)我們前期進行的工作證實現(xiàn)行激光透射塑料焊接接頭剪切強度測試方法,如圖1所示。
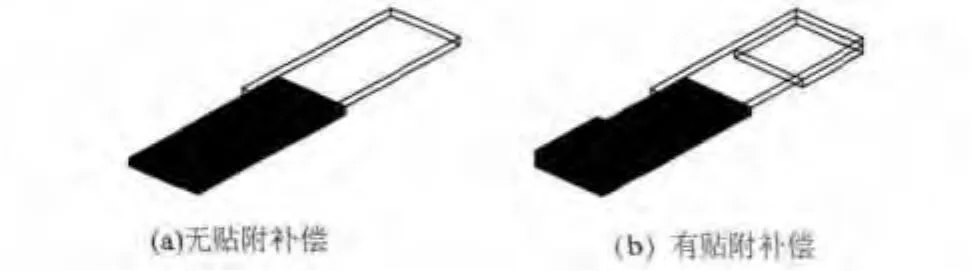
圖1 激光透射塑料焊接接頭剪切強度測試試樣Fig.1 Single-lap specimens in laser transmission welding of plastics
得到的焊接接頭破壞強度并非焊接面的真實抗剪切力。這是由于在這兩種情況下焊接在一起的試樣兩端所受到的外力不同中心,在拉力F作用下焊接面處會產(chǎn)生一個附加力矩M,附加力矩M會使焊縫處發(fā)生一定角度 的偏轉,從而使拉力F分解為平行于焊接面的剪切力和垂直于剪切面的剝離力,試驗得到的破壞力并非焊接面的真實抗剪切力。因此,設計一種新的激光塑料焊接剪切強度測試方法是十分必要的,基于對現(xiàn)行激光透射塑料焊接接頭剪切強度測試方法的綜合分析,我們提出了對稱試件雙面搭接拉伸方法:即將現(xiàn)有的兩塊板材搭接產(chǎn)生一條焊縫的試樣制備方法,改變?yōu)樗膲K板材對稱搭接產(chǎn)生四條焊縫的試樣制備方法。如圖2(a)所示為雙搭設計試樣在剪切實驗過程中的受力情況;圖2(b)所示為雙搭試樣設計側視圖。

圖2 雙搭試樣設計圖Fig.2 Design drawing of double-lap specimen in laser transmission welding of plastics
該試樣受力情況如圖2(a)所示:由于焊接在一起的兩片試樣兩端所受到的外力中心在一條直線上,在拉力F作用下焊接面處只會產(chǎn)生一個平行于焊接面的剪切力,兩對稱焊縫焊接面積均為相同。根據(jù)材料力學理論,處于對稱位置的兩焊接界面處于純剪切狀態(tài),因而剪切試樣的破壞是由純剪切力作用所造成,試驗得到的破壞力為焊接面真實抗剪切力。測試值與真實值之間誤差較小。另一方面,由于不存在附加力矩的作用,雙搭焊接剪切強度測試試樣在拉伸的過程中焊縫處不會有明顯的角度偏轉。
理論上,雙搭焊接得到的測試值更為接近于試樣破壞的真實剪切強度,單搭焊接得到的測試值要小于試樣破壞的真實剪切強度,因此相同實驗條件下,雙搭焊接的試樣破壞剪切強度要大于單搭焊接的。為了驗證以上兩點假設的正確性,從而檢驗提出的新方法的合理性與可行性,我們進行了驗證性的實驗。
3 實驗
實驗選取常見的透明聚丙烯(PP)塑料作為上層透過材料,白色不透明PP塑料作為下層吸收材料,透明PP試樣幾何尺寸為40 mm×20 mm×1.4 mm,白色不透明PP試樣幾何尺寸為40 mm×20 mm×3.7 mm;吸收劑選擇普通水性白板筆墨跡(炭黑)。圖3為實驗材料實物照片。
圖3 實驗材料Fig.3 Material of the experiment
實驗采用的設備:S-30-808-4型半導體激光光纖耦合輸出激光器系統(tǒng),最大輸出功率30 W,波長808 nm;CSS-1102C型全電子萬能試驗機;Canon EOS 550D型數(shù)碼照相機,臺灣Dino-Lite數(shù)碼顯微鏡AM-4013TL型,最大放大倍率90。
實驗采用對比的方法分別進行了單搭接和雙搭接方法制備激光塑料焊接剪切強度測試試樣,焊接參數(shù)如表1和表2所示。在CSS-102C型全電子萬能試驗機上對兩組試樣的焊接接頭剪切強度進行了測試,加載速度為10 mm/min,試驗過程中采用連拍的方法來記錄試樣從未受力狀態(tài)直至斷裂的過程。萬能試驗機記錄的數(shù)據(jù)用于分析單搭和雙搭剪切強度對比。
4 結果與討論
4.1 試樣角度偏轉情況
圖4和圖5分別與單搭和雙搭的剪切測試方法對應,兩種檢測方法在拉伸過程中試樣變化。其中:圖4(a)為試樣未被拉伸前;圖4(b)為拉伸過程中;單搭的拉伸過程中有明顯的角度偏轉(如圖4所示)。最后材料在彎矩作用下斷裂。而在雙搭過程中從開始到試樣破壞一直沒有明顯偏轉角度的產(chǎn)生,如圖 5所示,與預期的設計效果吻合。
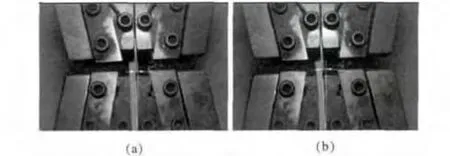
圖4 單搭試樣拉伸過程Fig.4 Photographic view of single-lapped specimen in shear pulling test

圖5 雙搭試樣拉伸過程Fig.5 Photographic view of double-lapped specimen in shear pulling test
4.2 剪切測試數(shù)據(jù)分析
對于剪切破壞的每一個試樣都在Dino-Lit數(shù)碼顯微鏡下進行形貌觀察并用附帶的Dino Capture 2.0軟件計算破壞的結合面面積,單搭試樣的能量密度的計算采用如下公式:
式中,ED為能量密度,J/mm2;P為功率,W;L為焊縫長度,mm;V為焊接速度,mm/s;S為焊接面積,mm2。
單搭焊縫的剪切強度τc計算公式如下:
其中,τc為剪切強度;F為最大拉力值,N;S為被破壞的結合面面積,mm2。
對于雙搭以上兩個計算公式中焊接面積值應該取為2 S,因為實際上在拉伸的過程中,兩條焊縫并聯(lián)承擔了施加的拉力。雙搭試樣的能量密度的計算采用如下公式:

雙搭焊縫的剪切強度τc計算公式如下:
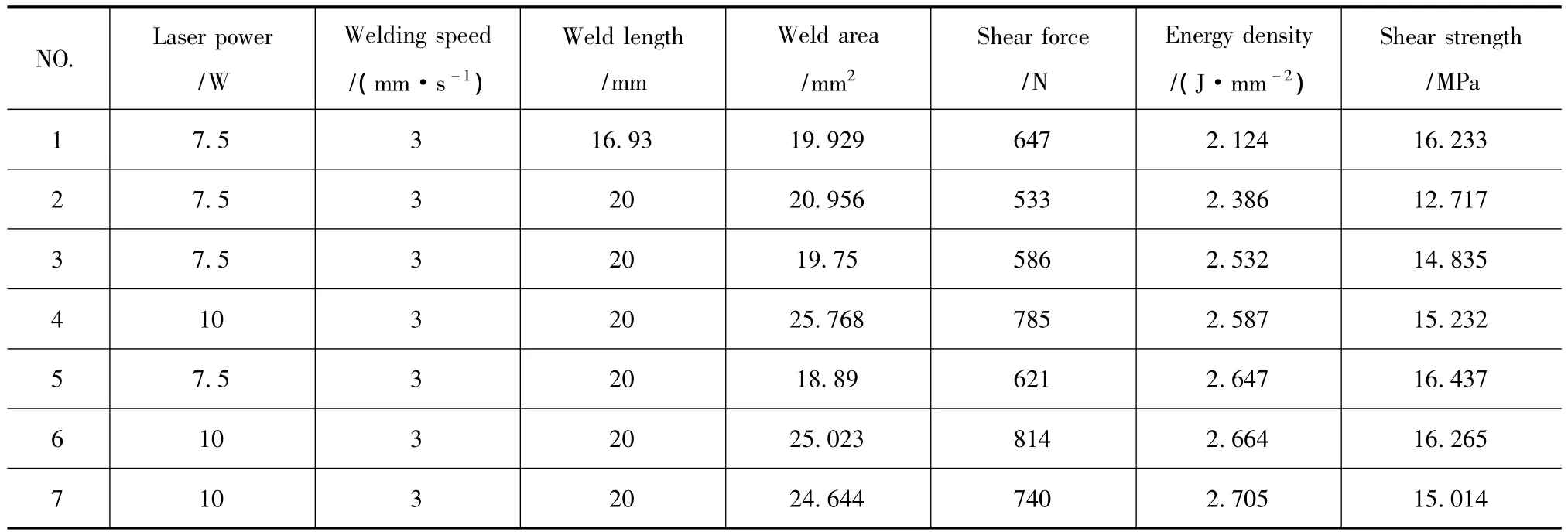
表1 雙搭實驗參數(shù)及結果Tab.1 Experimental parameters and results with double-lapped specimens
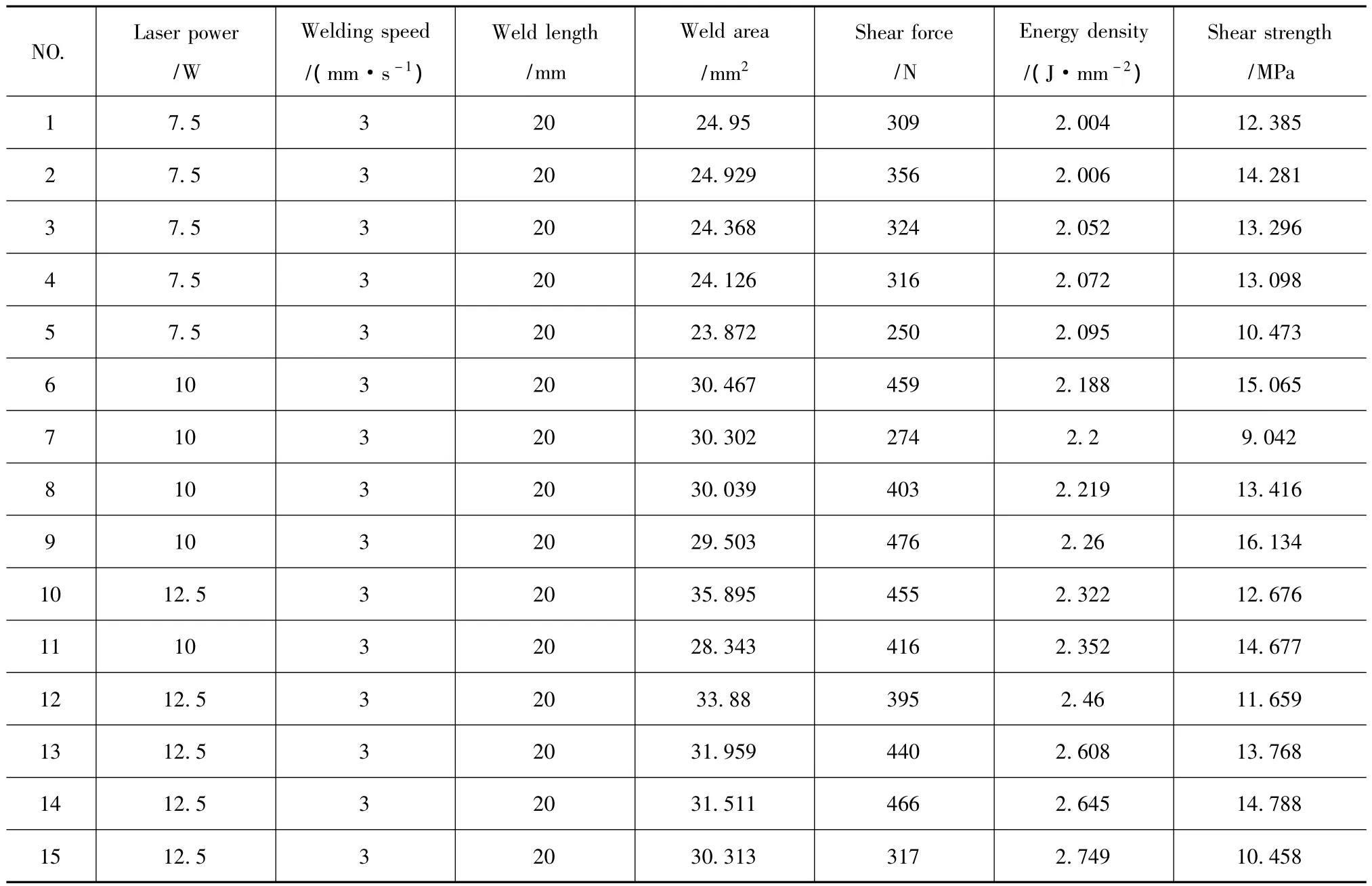
表2 單搭實驗參數(shù)及結果Tab.2 Experimental parameters and results with single-lapped specimens
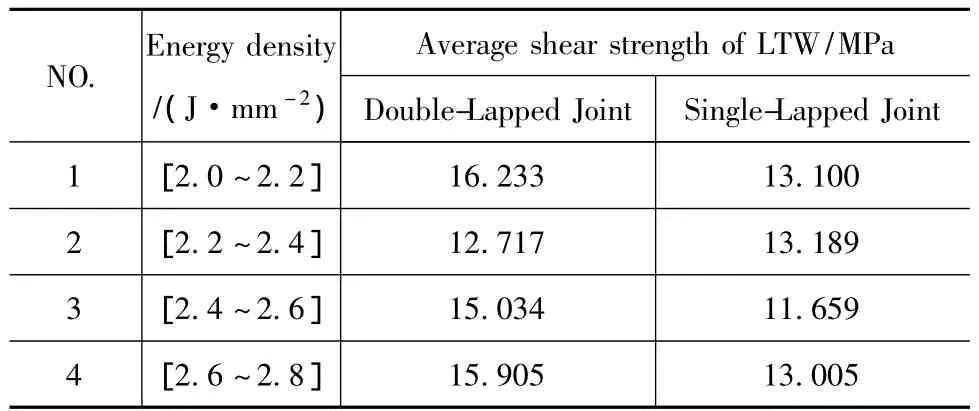
表3 相同能量密度區(qū)間單雙搭剪切強度對比Tab.3 The shear strength of contrast between double-lapped specimen and the single-lapped in the same energy density range
4.3 結果分析
在相同能量密度區(qū)間進行單搭與雙搭的剪切實驗相比,雙搭的剪切強度高于單搭的(表3),造成這種現(xiàn)象的原因是在斷裂的瞬間,二者焊縫斷裂行為不同:單搭的試樣,由于附加力矩的作用,在斷裂的瞬間,兩塊板材之間形成了一個相向的弧形,這使得焊縫的破壞形式是不同步的,即焊接面從一端開始斷裂繼而在外力作用在,將剩余焊縫破壞;而在雙搭的試樣中,不存在附加的力矩作用,兩板材之間無相對的彎曲,斷裂形式是焊接面同步破壞。即焊接面是同時被破壞的無時間的先后。少數(shù)對比結果(第二組)是單搭的強度高于雙搭,造成這個結果的原因可能是實驗過程中的偶然因素如:人員操作規(guī)程,材料性質(zhì)的微小差別等。
5 結論
(1)在現(xiàn)有的研究基礎之上,提出了一種改進的激光塑料焊接接頭剪切方法,將現(xiàn)有的兩塊板材、一條焊縫的試樣制備方法,改變?yōu)樗膲K板材、四條焊縫的試樣制備方法。
(2)選取透明聚丙烯(PP)和不透明PP板條試樣進行了驗證性試驗,驗證了設計的合理性,取得了良好的效果。
(3)較單搭焊接剪切強度測試方法相比雙搭焊接因為沒有附加力矩的作用,因此不會改變焊接面受力狀態(tài),在拉伸剪切過程中沒有角度偏轉。
(4)實驗測試得到的雙搭剪切斷裂數(shù)據(jù)高于相同能量密度區(qū)間單搭焊接試樣。只是因為單搭和雙搭試樣焊縫斷裂形式不同。
[1] Jr Silvers H J,Wachtell S.Welding and cutting plastic films with a continuous CO2laser[J].PA State University,Eng.Proc,August 1970:88 -97.
[2] Leister Process Technologies(2010).Laser-Welding of Plastics,http://www.leister.com.
[3] Elhem Ghorbel,Giuseppe Casalino,Stéphane Abed(2009).Laser diode transmission welding of polypropylene:Geometrical and microstructure characterisation of weld.Materials and Design,30,2745 -2751.
[4] Mingliang Chena,Gene Zaka,Philip J.Bates.Effect of carbon black on light transmission in laser welding of thermoplastics[J].Journal of Materials Processing Technology,2011:43 -47.
[5] James D.Van de Ven,Arthur G.Erdman.Laser Transmission Welding of Thermoplastics-Part I:Temperature and Pressure Modeling[J].Manufacturing Science and Engineering,2007,129:849 -858.
[6] Mariana Ilie,Jean-Christophe Kneip,Simone Matte,et al.Through-transmission laser welding of polymers-temperaturefield modeling and infrared investigation[J].Infrared Physics & Technology,2007,51:73 -79.
[7] LONG Xie,LIU Liming.Plastic laser welding process and performance of polymer materials[J].Transactions Of the China Welding Institution,2007,28(5):97 -100.
[8] WANG Xiao,ZHANG Cheng,Pin Li,et al.Modeling and optimization of joint quality for laser transmission joint of thermoplastic using an artificial neural network and a genetic algorithm[J].Optics and Lasers in Engineering,2012,50:1522 -1532.
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55