一種雙工位高效氣動夾具的設計
2014-01-21 06:53:48鐘康民
機電產品開發與創新 2014年5期
關鍵詞:設計
林 杰,鐘康民
(1.亞智科技系統(蘇州),江蘇 蘇州 215153;2.蘇州大學 機電工程學院,江蘇 蘇州 215021)
0 引言
在汽車零部件的生產制造中,生產制造設備是其中十分重要的一環。而在設備的設計制造過程中,與其產品直接接觸的夾具又是重中之重。產品夾具設計的優劣是評價一臺設備優劣的重要指標,而且直接決定了產品生產的質量、效率和穩定性。同時根據不同客戶的產品型號需求,生產制造設備要不斷的適應客戶產品型號的差別,就需要與之相應的配套夾具。另外從成本出發,一般產品的工藝加工模塊價格昂貴,為了充分利用這些模塊,往往需要多個工位夾具與之配合使用。因此設計一種可靠高效的多工位產品夾具是批量生產過程中重要設計工作之一。
根據驅動方式的種類,工裝夾具可以分為手動夾具、氣動夾具、液壓夾具和電動夾具。各種驅動都有其優點和缺點,其中氣動夾具以其夾緊動作迅速、能源清潔、便于自動化控制、系統故障少以及成本適中等優點而使用十分廣泛。
此外,在大批量生產中,為了縮短裝夾工件的輔助時間,往往采用裝夾時間與產品加工時間重合的雙工位高效夾具[1~4]。因此,如何設計出一種氣壓傳動的雙工位高效夾具,是許多夾具設計人員經常面臨的問題。下面,介紹本文設計的一種雙工位氣動夾具。
1 工作原理
圖1 是夾具的工作原理圖,其設計創意在于氣缸活塞桿輸出兩端的滾柱鉸鏈的對稱設計,以及鉸鏈連接L形杠桿的設計實現夾緊力的放大。當雙作用三位五通閥的電磁鐵14 得電而電磁鐵12 失電時,閥芯處于圖1(a)所示左位狀態,壓縮空氣進入氣缸左氣腔,推動氣缸活塞向右運動;右工位活塞桿則通過右邊的滾柱鉸鏈杠桿增力機構,由右夾緊元件對右工位的工件進行夾緊。此時,左工位活塞桿拉動左邊的滾柱鉸鏈杠桿增力機構,使得左夾緊元件向上運動,從而松開左工位的工件以進行裝卸。
當右邊工件的加工過程完成后,控制系統使得雙作用三位五通閥的電磁鐵14 失電而電磁鐵12 得電,其閥芯切換至圖1(b)所示右位工作狀態,壓縮空氣進入右氣腔,推動氣缸活塞向左運動。該狀態下,左工位的工件被夾緊,而右工位的工件被松開。
左右兩個工位如此循環交替工作,巧妙使用了空行程,由于工件的加工時間與裝卸時間部分重合,節約了裝卸時間,因而大幅度提高了生產效率;另外當出現緊急情況時,按下緊急制動按鈕使得雙作用三位五通閥的電磁鐵14 和電磁鐵12 同時失電,由于彈簧力的作用閥芯處于中間位置,阻止了壓縮空氣的流動,使得該夾具的所有動作單元都停止在當前位置,提高了安全性。
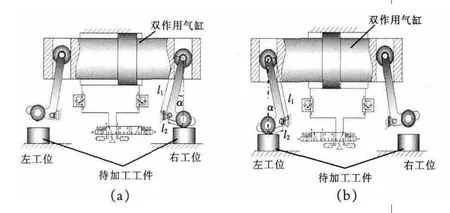
圖1 夾具工作原理圖Fig.1 Schematic diagram of jig work pricinple
2 力學計算與運動特性分析
2.1 力學計算
圖1 所示夾具中,氣缸所提供的推力FP的計算公式為[5,6]:

而夾緊元件作用于工件的夾緊力FC,由下式進行計算:

式中: D、d—氣缸活塞、活塞桿的直徑;p—壓縮空氣壓力;ηP—氣缸的力傳遞效率,一般可取ηP≈0.85;ηT—滾柱鉸鏈杠桿增力機構的力傳遞效率,一般可取ηT≈0.90。
顯然,FC與FP的比值i,就是該氣動鉸桿增力機構串聯作用的增力系數,即:

在進行具體的夾具設計與力學計算時,本文取l1=100mm,l2=20mm,選擇100mm 缸徑的雙作用氣缸,壓縮空氣氣壓p 設定0.6MPa, 夾緊狀態時FP=5000N,同時取ηT≈0.90,代入式(2)計算得FC=27000N。這一計算結果充分說明,夾緊力可以達到較為理想的設計需求,另外利用該滾柱鉸鏈杠桿機構,使得在整個氣缸的運動過程中氣缸也只有軸向力,待加工工件也僅承受豎直方向的夾緊力,結構穩定可靠性較高。
2.2 運動特性分析
由圖1 中可以看出,隨著氣缸的左右往返運動,α角也在正角度和負角度之間變化,當α 角為0 度時,該夾具呈現左右對稱,當α 角為最大設計正角度時,該夾具右工位夾緊工件,左工位釋放工件;當角α 為最大設計負角度時,該夾具左工位夾緊工件,右工位釋放工件,巧妙的利用了氣缸的返回空行程;但其α角的最大設計角度與活塞桿的直徑和氣缸的行程有制約關系,α 角取值不宜過大,建議-20°≤α≤20°,而氣缸的運動行程與輸出端夾緊行程之比為is=l1/l2,因此在夾緊力要求較高時,可取較大值l1/l2,但夾緊的行程應設計盡量小,否則可能帶來氣缸行程過大和缸徑過大的要求,不僅要求更大的空間,而且也造成能源的不必要浪費。
3 結論
本文介紹的雙工位夾具,具有以下顯著優點:
(1)僅采用一個驅動氣缸,能實現兩個工位工件的順序夾緊,工件的切削加工時間與裝卸時間重合,節能環保,生產效率高。
(2)夾緊單元平穩運動,最終得到最大的夾緊力,符合一般夾具對夾緊元件運動速度特性與夾緊力特性的要求,另外通過改變直角杠桿的角度,可以演繹派生出更多的創新方案,從而具有更廣泛的適用性。
[1] 馮金云,顧錦華,史旭東.空調壓縮機連桿雙工位精鏜夾具[J].組合機床與自動化加工技術,2008,12.
[2] SI Guangju, ZHONG Kangmin, JIA Junpeng. Two-point floating clamping device based on fixed cylinder with double-piston and toggle lever force amplifier[J].Advanced Materials Research, 2011.
[3] 申在福,賈軍朋,鐘康民.基于氣動肌腱與杠桿-雙面斜楔增力機構的高效夾具[J].機械制造,2010,3.
[4] 竇云霞,鐘康民.無液壓泵式氣液增壓雙工位液深機[J].制造技術與機床,2010,11.
[5] 王金娥,竇云霞,鐘康民.基于力放大機構toggle 及無桿活塞缸的可重構氣動壓力機[J].工程設計學報,2009,4.
[6] 吳凡,鐘康民.基于三次正交鉸桿增力機構的綠色氣動夾具設計[J].機床與液壓,2011,14.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
