輥縫測(cè)量?jī)x測(cè)量誤差分析及改進(jìn)
2014-01-15 09:33:58魯新義胡念慈夏江濤
湖北工業(yè)大學(xué)學(xué)報(bào) 2014年4期
關(guān)鍵詞:測(cè)量
劉 洋,吳 英,魯新義,胡念慈,鐘 毅,李 華,夏江濤
(1武漢鋼鐵(集團(tuán))公司研究院,湖北 武漢430080;2武鋼股份公司燒結(jié)廠,湖北 武漢430081)
輥縫儀(Strand Condition Monitor)是一種由充電電池供電,計(jì)算機(jī)控制,用來(lái)自動(dòng)測(cè)量連鑄機(jī)物理參數(shù)的測(cè)量裝置[1]。輥縫儀的測(cè)量元件主要包括輥縫測(cè)量傳感器、角度儀、輥傳動(dòng)傳感器和噴水測(cè)量傳感器(圖1),能夠?qū)伩p、接弧、輥轉(zhuǎn)動(dòng)和冷卻水分布情況進(jìn)行測(cè)量。因此,了解輥縫儀的工作原理,有助于找到并解決制約輥縫儀測(cè)量準(zhǔn)確度的不利因素,從而為扇形段輥縫進(jìn)行合理、精確、準(zhǔn)確的調(diào)節(jié)提供可靠的數(shù)據(jù)支撐。

圖1 輥縫測(cè)量?jī)x
1 輥縫儀工作原理
1.1 輥縫測(cè)量原理
輥縫的測(cè)量是通過(guò)輥縫測(cè)量傳感器來(lái)實(shí)現(xiàn)的。每一個(gè)輥縫測(cè)量傳感器是一個(gè)安裝在不銹鋼測(cè)量頭內(nèi)的密閉單元(圖2)。當(dāng)傳感器頭被壓下時(shí),傳感器的輸出電壓與位移量成比例地線性變化,一般為0~6V。利用輥縫儀對(duì)扇形段開口進(jìn)行測(cè)量時(shí)[2](圖3),安裝在輥縫儀兩側(cè)(即內(nèi)弧面和外弧面)的輥縫測(cè)量傳感器在一對(duì)夾輥的作用下向內(nèi)收縮,傳感器會(huì)根據(jù)其表面壓頭的收縮量形成相應(yīng)的輸出電壓,然后通過(guò)計(jì)算機(jī)將電壓值轉(zhuǎn)換成可以識(shí)別的實(shí)際輥縫數(shù)值。

圖2 輥縫測(cè)量傳感器

圖3 輥縫測(cè)量原理
1.2 輥轉(zhuǎn)動(dòng)情況的測(cè)量
輥道的自轉(zhuǎn)與否以及自轉(zhuǎn)的難易程度,是鑒別輥道潤(rùn)滑情況好壞的一個(gè)重要標(biāo)準(zhǔn),因此對(duì)輥道自轉(zhuǎn)情況的測(cè)量十分必要。輥縫儀中設(shè)計(jì)的輥轉(zhuǎn)動(dòng)傳感器就是用來(lái)檢測(cè)連鑄機(jī)中夾輥轉(zhuǎn)動(dòng)的自由程度,因?yàn)椴豢赡塬@得絕對(duì)的測(cè)量值,輥轉(zhuǎn)動(dòng)傳感器的讀數(shù)只能作為輥轉(zhuǎn)動(dòng)程度的一種指示值。
輥轉(zhuǎn)動(dòng)系統(tǒng)的測(cè)量原理是通過(guò)與連鑄機(jī)夾輥接觸測(cè)量輥轉(zhuǎn)動(dòng)的角度來(lái)決定的,該角度取決于測(cè)量輥與夾輥接觸表面速度差。在實(shí)際測(cè)量過(guò)程中,輥縫儀以恒定速度拉過(guò)連鑄機(jī),因而測(cè)量輥的表面速度也為此恒定速度(圖4)。當(dāng)連鑄機(jī)的夾輥?zhàn)杂赊D(zhuǎn)動(dòng),則它們的旋轉(zhuǎn)速度與輥縫儀的運(yùn)動(dòng)速度相同,表面速度差為零,測(cè)量輥不應(yīng)產(chǎn)生很大的轉(zhuǎn)動(dòng)。當(dāng)連鑄機(jī)夾輥不能自由轉(zhuǎn)動(dòng),則其輥道表面速度將為零,輥縫儀表面速度和夾輥表面速度將有速度差,這將引起測(cè)量輥轉(zhuǎn)動(dòng)。測(cè)量輥的外圓周上有許多孔,當(dāng)這些孔在近位開關(guān)下通過(guò)時(shí),將產(chǎn)生1和0的電脈沖信號(hào)。輥縫儀內(nèi)部計(jì)算機(jī)將記錄這些脈沖,當(dāng)測(cè)量輥離開被測(cè)量的夾輥時(shí),計(jì)算機(jī)將脈沖總數(shù)儲(chǔ)存起來(lái)。這一脈沖總數(shù)將與給定直徑夾輥的最大脈沖數(shù)的理論值對(duì)比,對(duì)比結(jié)果將以0(在輥縫儀的作用下,夾輥完全自由轉(zhuǎn)動(dòng))到100%(在輥縫儀的作用下,夾輥完全滯死)為刻度的圖形給出。

圖4 輥轉(zhuǎn)動(dòng)測(cè)量原理
1.3 二冷水噴水效率的測(cè)量
二冷水系統(tǒng)噴水狀況通過(guò)噴水測(cè)量傳感器來(lái)測(cè)量。噴水測(cè)量傳感器由12V經(jīng)過(guò)調(diào)制的電源供電,其內(nèi)部有測(cè)量膜,當(dāng)二冷水噴射在測(cè)量膜上時(shí)(圖5),測(cè)量膜會(huì)根據(jù)接收到水量和流速大小,將信號(hào)轉(zhuǎn)換成一個(gè)0(沒有接收到噴水)到7V(最大噴水)的電壓值(圖6),經(jīng)過(guò)信號(hào)濾波,將電壓值反饋到模擬卡的輸入端,形成二冷水噴水情況圖。

圖5 二冷水模擬冷卻效果

圖6 輥縫儀反饋二冷水結(jié)果
1.4 外弧輥對(duì)中的測(cè)量
1.4.1 測(cè)量原理 外弧輥對(duì)中測(cè)量是通過(guò)角度儀來(lái)實(shí)現(xiàn)的。在輥縫儀中,首先將角度測(cè)量傳感器安裝在角度測(cè)量板上,然后將角度測(cè)量板通過(guò)彈簧安裝在輥縫儀上(圖7)。在測(cè)量過(guò)程中,當(dāng)角度測(cè)量板搭在相鄰的兩個(gè)夾輥上并處于穩(wěn)定的狀態(tài)時(shí),位于夾輥?zhàn)笥覂蓚?cè)的角度傳感器分別對(duì)相鄰兩個(gè)夾輥連線與水平線所成的角度進(jìn)行測(cè)量,而且在一定的時(shí)間內(nèi)反復(fù)多次測(cè)量。然后,輥縫儀對(duì)測(cè)得的角度數(shù)據(jù)進(jìn)行分析處理,確定出一個(gè)精確的角度值并儲(chǔ)存在輥縫儀內(nèi)部計(jì)算機(jī)內(nèi),供用戶分析比較。

圖7 角度儀及測(cè)量板的安裝
1.4.2 外弧輥對(duì)中誤差值的計(jì)算 在實(shí)際測(cè)量過(guò)程中,角度測(cè)量?jī)x只反映兩個(gè)相鄰?fù)饣≥佭B線與水平線所成的角度,不能直接反映出某一根外弧輥與該輥期望值的誤差值,所以為了計(jì)算某一夾輥與理論值的誤差值,需要分別測(cè)量它與相鄰?qiáng)A輥連線的角度[3],并通過(guò)相應(yīng)算法,得出該外弧輥實(shí)際位置與理論值的誤差。其計(jì)算依據(jù)如圖8所示:dA=A1-A2(如果夾輥2的位置偏下,則角度A1將增加,而角度A2將減少,兩個(gè)角度的差值用dA來(lái)表示)。

圖8 外弧輥對(duì)中偏差算法示意圖
dA將與理論的期望角度值r對(duì)比。對(duì)比后的差值再除以2得到了此夾輥的角度誤差值。然后,利用簡(jiǎn)單的三角幾何和從連鑄機(jī)設(shè)計(jì)數(shù)據(jù)中得到的接觸點(diǎn)的平均輥距、夾輥不對(duì)中誤差值計(jì)算出誤差值。即:

2 導(dǎo)致輥縫儀測(cè)量誤差的因素分析
通過(guò)以上分析發(fā)現(xiàn),輥縫測(cè)量?jī)x對(duì)相關(guān)部件和傳感器的整體精度要求很高,任何一個(gè)小誤差就會(huì)導(dǎo)致測(cè)量結(jié)果產(chǎn)生較大的偏差。某鋼廠在輥縫儀的實(shí)際使用過(guò)程中,其測(cè)量的準(zhǔn)確性一直不太高,為此對(duì)輥縫儀測(cè)量誤差原因進(jìn)行了深入分析。
2.1 輥縫測(cè)量傳感器觸頭磨損
由于輥縫測(cè)量傳感器在測(cè)量輥縫的過(guò)程中直接與夾輥接觸,雖然其觸頭經(jīng)過(guò)淬火等加工工藝處理,表面硬度較高,在長(zhǎng)期與夾輥的接觸過(guò)程中,容易磨損。特別是當(dāng)夾輥潤(rùn)滑情況不良,無(wú)法在輥縫儀的作用下自轉(zhuǎn)時(shí),輥縫測(cè)量傳感器觸頭的磨損就更為嚴(yán)重。當(dāng)觸頭頂端磨平或磨損時(shí),傳感器就需要伸出更多才能與夾輥接觸,這樣測(cè)量的輥縫值就比實(shí)際輥縫值要大,從而產(chǎn)生了輥縫測(cè)量誤差。
2.2 輥道邊部結(jié)垢嚴(yán)重
輥縫儀上沿寬度方向布置有6個(gè)輥縫傳感器,用來(lái)測(cè)量外弧輥對(duì)接與水平直線偏離的狀況(圖9),其中最外側(cè)兩個(gè)輥縫測(cè)量傳感器的距離為2 000 mm,因此輥縫儀可以測(cè)量中心2 000mm區(qū)域內(nèi)的外弧輥對(duì)接情況。但是在實(shí)際工作過(guò)程中,由于鑄坯斷面寬度可調(diào)范圍較大(最小為1 700mm,最大為2 150mm),而且最常見的鑄坯斷面為1 900 mm,這樣在澆鑄一段時(shí)間后,在夾輥中心1 900mm以外的兩端區(qū)域就會(huì)形成水垢,在測(cè)量過(guò)程中,水垢導(dǎo)致最外側(cè)兩個(gè)輥縫測(cè)量傳感器實(shí)際伸長(zhǎng)量減小,進(jìn)而導(dǎo)致其測(cè)量的輥縫值比輥道實(shí)際輥縫值要大,造成輥縫測(cè)量誤差。此外,水垢分布不均勻也導(dǎo)致外弧板角度測(cè)量誤差,進(jìn)而造成外弧輥對(duì)中誤差。
2.3 角度儀安裝彈簧變形
角度測(cè)量板是通過(guò)彈簧安裝在輥縫儀上(圖7)。當(dāng)測(cè)量夾輥角度時(shí),測(cè)量板與夾輥接觸并發(fā)生位移,彈簧拉長(zhǎng),當(dāng)測(cè)量板離開夾輥時(shí),彈簧的回復(fù)力使角度板回復(fù)到平衡位置。在角度儀測(cè)量過(guò)程中,由于某一根彈簧長(zhǎng)期受壓,另一根彈簧長(zhǎng)期受拉,久而久之導(dǎo)致測(cè)量板的平衡位置與理論位置出現(xiàn)偏差,進(jìn)而導(dǎo)致角度測(cè)量產(chǎn)生偏差。
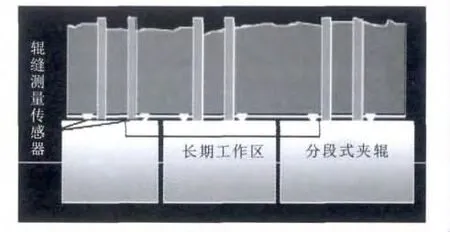
圖9 分段式夾輥輥縫測(cè)量示意圖
3 改進(jìn)措施
3.1 輥縫測(cè)量傳感器觸頭的周期校驗(yàn)
為了做到輥縫測(cè)量傳感器觸頭磨損情況受控,一方面將原來(lái)2個(gè)月一次的觸頭檢驗(yàn)周期縮短至2個(gè)星期一次,另一方面制定了嚴(yán)格的傳感器校驗(yàn)標(biāo)準(zhǔn),消除了傳感器的自身誤差:
1)采集傳感器在靜態(tài)(沒有被壓下)下的讀數(shù),傳送給便攜式計(jì)算機(jī);
2)將校驗(yàn)帽用螺絲釘固定到傳感器的法蘭面上;
3)采集傳感器在此狀態(tài)下的讀數(shù),傳送給便攜式計(jì)算機(jī);
4)將校驗(yàn)帽翻轉(zhuǎn)過(guò)來(lái),在這一狀態(tài)下采集傳感器讀數(shù);
5)當(dāng)所有需要校驗(yàn)的傳感器校驗(yàn)完畢后,數(shù)據(jù)將自動(dòng)轉(zhuǎn)送給校驗(yàn)主屏幕進(jìn)行顯示和分析;
6)校驗(yàn)數(shù)據(jù)繪成曲線,有問題的傳感器被標(biāo)出,重新進(jìn)行校驗(yàn)。如果證明傳感器有故障,則需要將其拆下,換上備用的傳感器,并且在備用傳感器安裝前對(duì)傳感器進(jìn)行校驗(yàn)。
3.2 輥縫測(cè)量時(shí)間優(yōu)化
為了有效避免因輥道兩端結(jié)垢而導(dǎo)致輥縫和外弧輥對(duì)中測(cè)量偏差的情況出現(xiàn),對(duì)輥縫測(cè)量時(shí)間進(jìn)行了優(yōu)化。即與生產(chǎn)組織人員達(dá)成一致,一方面在輥縫測(cè)量之前,安排生產(chǎn)最寬規(guī)格鑄坯(2 150 mm),利用鑄坯與輥道之間的摩擦力,消除附著在輥道兩側(cè)的水垢和雜物,使輥道呈現(xiàn)出真實(shí)的使用情況;另一方面在輥道測(cè)量之前,要求將二冷水流量和壓力調(diào)到最大,并持續(xù)對(duì)輥道噴水冷卻30min,這樣既可以對(duì)輥道表面的粉塵進(jìn)行吹掃,又可使輥道冷卻到常溫狀態(tài)下,不僅消除了輥道高溫狀態(tài)下對(duì)測(cè)量元件的損傷,也避免了熱脹冷縮對(duì)輥縫測(cè)量結(jié)果的影響。
3.3 角度儀彈簧的優(yōu)化選擇
為了解決彈簧容易變形的問題,將彈簧的材質(zhì)從碳素彈簧鋼制換成了50CrVA,不僅有效提高了角度板彈簧的回復(fù)力,而且該彈簧具有很高的疲勞極限。該彈簧上機(jī)使用半年后未出現(xiàn)拉長(zhǎng)的情況。除此之外,為了規(guī)范角度儀的安裝,制定了詳細(xì)的拆裝步驟和規(guī)范:
1)清除彈簧板保持鍵內(nèi)的固體集聚物;
2)將彈簧壓縮桿插入彈簧板內(nèi),擰入輥縫儀殼體內(nèi)直至全螺紋接觸;
3)放上彈簧壓縮墊片和螺母;
4)使用扳手防止彈簧壓縮桿轉(zhuǎn)動(dòng),交替地將壓縮螺母擰緊,將彈簧壓縮到足夠程度,消除彈簧對(duì)彈簧板施加的彈力。應(yīng)至少壓縮1mm的距離;
5)取下彈簧板固定螺絲釘和固定件,取下球型軸蓋板;
6)取下鎖緊墊片,從液壓缸上擰下球型軸,使用液壓扳手來(lái)防止液壓缸桿轉(zhuǎn)動(dòng);
7)使用扳手防止彈簧壓縮桿轉(zhuǎn)動(dòng),交替地將壓縮螺母擰松直至彈簧的彈力完全消失;
8)取下螺母和墊片,但將彈簧壓縮桿留在原處;
9)將彈簧板從彈簧壓縮桿抬出,取下彈簧板組件;
10)取下彈簧和擋杯,清除贓物并用水清洗所有部件。
執(zhí)行完以上操作步驟之后,按相反步驟對(duì)彈簧板組件進(jìn)行安裝。
4 結(jié)論
通過(guò)對(duì)輥縫儀測(cè)量原理的分析,找到制約輥縫儀精確度的主要原因,制定多項(xiàng)針對(duì)性強(qiáng)的措施,使輥縫儀測(cè)量準(zhǔn)確度逐年得到提高:2010年95.31%,2011年97.89%,2012年99.13%。
[1] 王 覃,刁紅敏.輥縫儀傳感器的設(shè)計(jì)原理與應(yīng)用[J].可編程控制器與工廠自動(dòng)化(PLC FA),2009(02):84-86.
[2] 李鳳喜,李具中,喻承歡.武鋼二煉鋼連鑄坯內(nèi)部質(zhì)量改善的實(shí)踐[J].鋼鐵,2004,39:306-309.
[3] 陳 亮,寧 偉,王續(xù)珅,等.韓國(guó)產(chǎn)多功能輥縫儀在萊鋼2號(hào)板坯連鑄機(jī)上的應(yīng)用 [J].冶金設(shè)備管理與維修,2010,28(04):6-8.
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級(jí)版)(2015年4期)2015-04-29 00:00:00