非織造布拋光磨具的生產技術與發展趨向
2014-01-15 10:04:50李改蕾狄劍鋒1
產業用紡織品 2014年9期
李改蕾 狄劍鋒1,
(1.五邑大學紡織服裝學院,江門,529020)
(2.廣東省高校功能性紡織品工程技術研究中心,江門,529020)
用黏合劑將磨粒固結成一定形狀和強度的固結磨具、用黏合劑把磨粒均勻黏附在可撓曲的基材上制成的涂附磨具和用人造金剛石或立方氮化硼等超硬磨料所制成的超硬磨具是磨具的三大系列。比如,常見的砂輪是固結磨料磨具,砂帶是涂附磨具。涂附磨具所使用的可撓曲基材主要有紙、布、鋼紙、復合基體、非織造布和聚酯薄膜等。涂附磨具的基體不同,其所具有的性能也有所差別。如用紙基底做成的砂帶,由于抗拉強度低,多用在木材加工和拋光加工等輕載場合;而用布基底做成的砂帶,則具有柔軟性好與強度高等優點,可以按照不同使用對象制成不同纖維、不同厚度、不同組織與密度的品種,在現代工業中應用最廣泛;紙和布的復合基底兼有二者的優點,如致密性較好、強度高和延展率特別小等,主要被用來制作大型、高速、重負荷砂帶。與砂紙相比,以非織造布為基材的涂附磨具——非織造布拋光磨具的性能優異,清潔作用強,但磨削作用弱。據相關資料報道,粒度為220#~240#的非織造布拋光輥其使用壽命長(可拋光200萬~400萬m的人造板),且使用成本僅相當于同粒度砂帶的10%~15%,又可為下道工序節省30%的油漆用量[1]。近年來,非織造布拋光磨具因其優異的性能得到廣泛應用,不僅用于金屬材料的精密磨削、清理、拋光和去毛刺,而且用于皮具的砑光、木材的精磨、玻璃和陶瓷的拋光整理。
1 非織造布拋光磨具的技術要求
工業發達國家的涂附磨具銷售額獨占固結磨具、涂附磨具及超硬磨具三大磨具系列之首[2]。這些國家的涂附磨具產值占磨具總產值的40%甚至50%,而我國僅占10%。這是因為涂附磨具在我國雖具有一定的市場需求,但是國產的涂附磨具產品在實際應用中還存在一定的問題。與國外同類產品相比,我國的產品品種少,磨料分布不均勻,耐磨性差,柔韌性和彈性差,而具有高性能、高品質的可進行高精密加工的非織造布拋光磨具大部分還依賴進口。
對非織造布拋光磨具的技術要求是:
(1)質地軟,厚度大,耐水、耐油,強韌耐用,防磨屑堵塞作用強;
(2)基體上磨料分布均勻,加工尺寸穩定;
(3)散熱性能良好,使工件表面在研磨時不會因過熱而發黑、變色或留下殘膠;
(4)加工表面質量高。
2 非織造布拋光磨具的生產技術
近年來,科研人員對非織造布涂附磨具的非織造基材、磨料和黏合劑三大組成部分進行了大量的研究。本文分別從纖維原料的選擇,磨料,黏合劑,非織造布的制造工藝以及非織造布拋光磨具的加工等方面進行簡要闡述。
2.1 纖維原料的選擇
由于非織造布作為非織造布涂附磨具材料的承載體,故制造纖網所用的纖維原料必須具有較高的耐磨性、耐熱性、干和濕斷裂強度、耐酸堿性,以確保磨具具有較長的使用壽命和良好的拋光性能。常用的纖維為聚酰胺纖維和聚酯纖維。李亞萍[3]等對聚酰胺、聚酯、聚丙烯、聚乙烯醇縮甲醛、聚氯乙烯五種纖維做了耐磨和拉伸等實驗,對比結果表明聚酰胺纖維和聚酯纖維的綜合性能最好,其強度高、耐磨性好、軟化點高、耐酸堿,適合做磨具用非織造布的纖維原材料。
除了常規纖維,其他新型纖維也將陸續成為非織造布涂附磨具材料的纖維原料。一方面,隨著非織造布工藝技術的不斷成熟,使得粗而硬的椰殼纖維,細而軟的短棉絨,無機纖維和金屬纖維 (包括玻纖、碳纖、不銹鋼纖維)等均可作為非織造布涂附磨具材料的纖維原料;另一方面,耐高溫芳綸等化纖新品種也可作為非織造布涂附磨具材料的纖維原料[4]。

圖1 纖維線密度和磨料粒度的關系
纖維線密度的選擇與磨料粒度的選擇息息相關。一般磨料粒子大時,所選纖維也比較粗;粒子細時,所選纖維也比較細。由圖1可知,磨料粒子的大小和纖維的線密度可在兩條曲線之間選擇。纖維線密度的選擇還受到黏合劑含量的制約。Lukic等[5]指出隨著黏合劑含量的增加,1.7 tex 細纖維和11.0 tex粗纖維制成的非織造布其單位面積內磨料粒子數都有所增加,但細纖維制成的非織造布的磨料粒子增加量更多。在實際生產中,纖維線密度的選擇要根據需求,綜合考慮磨料粒度和黏合劑用量等條件。
2.2 磨料
磨料是磨具產生拋光的主體。磨料的性能必須滿足磨具對其提出的三個要求:①硬度高,磨料的硬度應大于被加工物體的硬度;②具有一定的自銳性及抗破碎的能力;③具有較好的熱穩定性[6]。磨具的性能取決于很多因素,其中對磨具性能影響比較大的兩個因素是磨料的種類和粒度的大小。在實際生產中,應根據加工要求與加工對象的不同來選擇磨料的種類和粒度。
磨料有天然和人造之分。在天然磨料中,比較常用的有石榴石、金剛石、石英和天然剛玉等;人造磨料又可以分為剛玉系列、超硬系列和碳化物系列等幾大類,比較常用的有金剛石、碳化硅和剛玉等。涂附磨具常用的品種有P磨料、煅燒磨料、半脆剛玉、棕剛玉、白剛玉、黑碳化硅、鋯剛玉[7]。幾種常用磨料的特性見表1。

表1 幾種常用磨料的特性
一般情況下,磨料的粒度以目數表示。磨料砂粒的平均直徑越小,則目數越高;反之,則目數越低。根據用途的不同,將非織造布拋光磨具常使用的目數范圍列于表2。
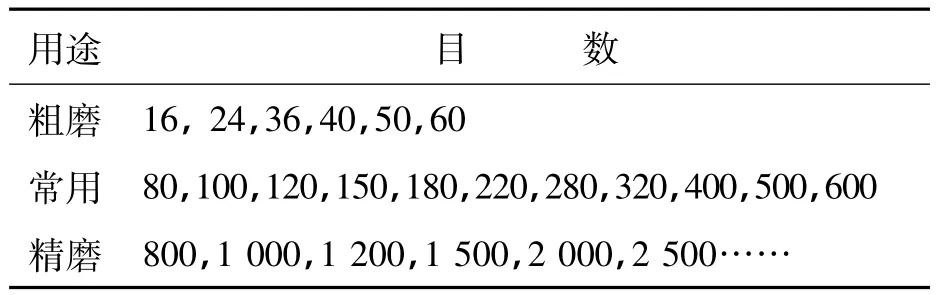
表2 非織造布拋光磨具常用的目數范圍
2.3 黏合劑
黏合劑在磨具的拋光過程中起固著、支撐磨料的作用。黏合劑不僅影響磨料的均勻性,而且與拋光效果密切相關,因此使用的黏合劑類型將對拋光質量起到決定性的作用。在制作磨具的過程中要用到兩種樹脂,分別為黏合纖維與纖維的黏合劑和黏結纖維與磨料的黏合劑。前者的作用是使非織造布具有一定的強度,后者的作用是固著磨料。
要達到拋光要求,就要使纖維間具有一定的抗拉伸、撕裂強度和一定的斷面壓縮彈性,因此黏合纖維與纖維的黏合劑必須采用黏結強度和抗張強度比較高的黏合劑,如丙烯酸類黏合劑。
在拋磨過程中,拋磨輪因高速摩擦生熱,其表面的溫度高達150~180℃,因此作為黏結纖維與磨料的黏合劑除了需具有良好的黏結能力外,還必須有較高的耐熱性。另外,為了提高拋光材料的彈性和耐磨性,黏合劑的固化產物不僅要堅硬而且要有一定的彈性。目前,具有上述性能并常用于黏結纖維與磨料的黏合劑是熱固性樹脂,如酚醛及其改性樹脂、環氧及其改性樹脂、紫膠樹脂、聚氨酯樹脂等[8]。幾種常用樹脂的性能見表3[9]。每種樹脂都有其優缺點,研究工作者常常通過不同樹脂的復配、不同固化劑的復配、樹脂改性、固化劑改性、添加增韌劑和納米粉體、開發新型樹脂等方式來提高樹脂固化物的性能。
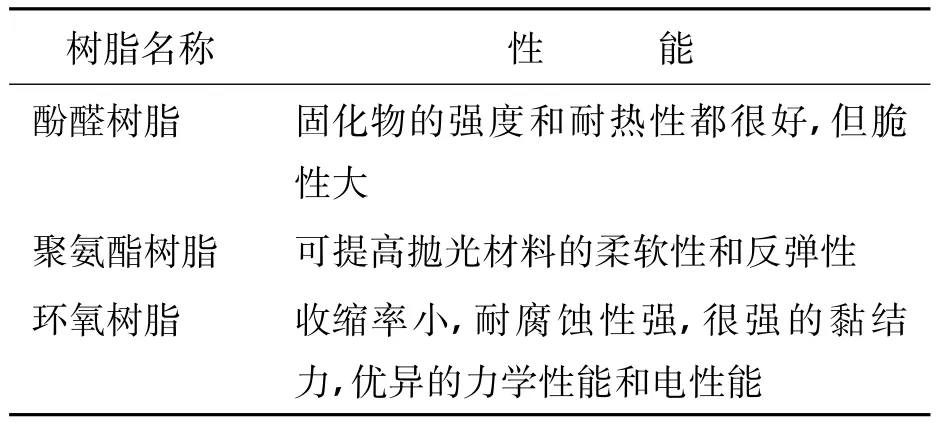
表3 幾種常用樹脂的性能
研究工作者從提高非織造布涂附磨具的耐熱性、彈性、耐磨性入手進行了相關研究。董新[10]通過聚酰胺和芳香胺固化劑的復配以及環氧樹脂和聚氨酯預聚體的復配制備出了耐熱性好、彈性優良的非織造布涂附磨具,芳香胺的加入量為0.14份(按質量計,環氧樹脂為1份)時黏合劑澆注體的剪切強度、拉伸強度、彎曲強度分別達到12.5、52.59和74.1 MPa,與未加芳香胺的黏合劑相比分別提高了81%、52%和15%;熱失重率為1%時所需要的溫度是333.8℃,與未加入芳香胺時相比提高了近15℃。皮丕輝等[11]通過反應型環氧增韌劑CYH-277和硅烷偶聯劑復配提高環氧樹脂黏合劑固化物的性能。結果表明,此種方法能顯著提高膠黏體系對磨料的黏結強度,提高拋光輪的韌性、耐用性和耐熱性,并使得拋光輪有很好的磨削效果。皮丕輝等[12]還通過在環氧樹脂中添加甲乙酮肟封閉的HDI聚醚型和IPDI聚醚型預聚體來提高固化物的彈性和耐磨性。拋光測試結果表明,拋光磨具的使用壽命延長,并具有良好的彈性。
2.4 磨具用非織造布的制造工藝
磨具用非織造布的加工方法與傳統非織造布的加工方法一致,即通過氣流或機械的方式將纖維梳理成網,然后利用水刺法、針刺法或熱軋黏合法進行加固,最后噴灑黏合劑,烘干后制成無編織的布料。每種加工方法都有其一定的特點。熱軋黏合法非織造布因經過熱輥加熱、加壓而能耐較高溫度,可用于制作耐高溫涂附磨具;針刺法非織造布的通透性好,力學性能優良,可用作高性能磨具基體材料;水刺法非織造布柔軟、透氣、懸垂性好,可用作柔性磨具基體材料。
2.5 非織造布拋光磨具的加工
2.5.1 磨料的噴灑
為了滿足高速旋轉磨削加工的需要,磨料需要牢固均勻地黏合在纖維上。為了使磨料在非織造布上均勻分布,磨料的噴灑方法非常重要,目前常用的有浸漬法、噴涂法和浸軋涂布法三種方法。
(1)浸漬法。首先采用一定方法(噴涂、浸軋、涂刮等)把黏合劑均勻涂覆在非織造布上,再采用靜電或噴灑的方法將磨料均勻灑在涂有黏合劑的非織造布表面。用此方法制作的磨具的結合強度較差,磨料與纖維之間的接觸點較小。因拋光加工時的磨削力較大,以至于在使用過程中磨料比較容易脫落,產品使用壽命不及噴涂法和浸軋涂布法加工的產品。浸漬法適宜于磨料比較粗的場合。
(2)噴涂法。首先使用噴槍或噴嘴等裝置將事先混合好的磨料和黏合劑漿液噴涂在非織造布基體之上,然后將若干層經過噴涂的非織造布基體疊合在一起,在適當的條件下進行固化,之后進行后處理并加工成產品。由于磨料和黏合劑的混合漿液的黏度大,并且磨料在纖維表面上以微粒狀態存在,與其他兩種方法相比,采用此方法進行噴涂,磨料在纖維上的分布不夠均勻。此方法加工的產品不適用于研磨加工,因為研磨加工對表面光潔度要求較高。
(3)浸軋涂布法。該方法除了用軋輥的壓力來控制纖維上黏合劑和磨料混成的漿狀物的含量與噴涂法不相同之外,其他的工藝如調漿、疊合、固化、形狀加工的方法都和噴涂法一致。用此方法制作的磨具其纖維上的磨料分布均勻,磨料與黏合劑互相包含,與纖維的接觸點較大,結合強度高,故磨料在使用過程中不易脫落,磨具的耐用性好,但是磨削力較差[13]。
2.5.2 磨具的成型加工
根據使用要求,選擇原料和調整各工藝后制成片狀、帶狀、圓盤狀等磨具。片狀一般用于手工操作,輪狀和帶狀可用于角磨機、直磨機等機器上。在磨具以手工打磨向以機械磨削為主的過渡中,磨具的成型加工起到了至關重要的作用。目前非織造布磨具按照形狀分成工業百潔布、尼龍卷、尼龍盤和碟、尼龍輪、尼龍砂帶、飛翼輪和異形品七類。
3 非織造布拋光磨具的發展方向
當前非織造布拋光磨具行業存在的比較突出的問題有:①中、低檔產品過剩,但高檔產品短缺;②產品的產量比較高,但種類較少;③產品出口總量較大,但產品的競爭優勢弱。也就是說,我國在非織造布拋光磨具行業中已經處于生產和出口大國的行列,但離生產和出口強國還有一定的距離。我國應該通過引進技術,加快我國產品發展的步伐,生產出滿足技術要求的產品,力求在國際磨具市場上占有一席之地。
非織造布拋光磨具行業今后的發展方向應針對現有的問題,調整側重點。總的發展方向是:①纖維原料的選擇局限性越來越小,向著性能優異的天然纖維和具有特殊性能的化學纖維新品種發展;②磨料向著深加工、高附加值方向發展;③黏合劑向著新型樹脂的開發、常用樹脂的改性方向發展;④非織造布制造技術趨向于生產效率高、工藝流程短、可用原料范圍廣、最終產品性能優的方向發展;⑤非織造布拋光磨具以增大產品的科技含量,向著高檔次、高磨削速度、高精密度、超精密度、高性能方向發展。
可以想象,通過不斷的深化改革和推動經濟增長,將為非織造布拋光磨具的市場創造更大的發展空間。
[1]李硯咸,高丙元.我國涂附磨具現狀及其在木材加工中的應用[J].中國人造板,2010(12):6-11,27.
[2]張長伍.世界主要工業發達國家磨料磨具標準基本情況及發展趨勢[J].磨料磨具與磨削,1995,86(2):33-37.
[3]李亞萍,華勇.非織造布用于涂附磨具基體材料的研究[J].鄭州工業高等專科學校學報,2004(4):10-11.
[4]樓雪君.非織造基質拋光材料加工技術及發展探析[J].產業用紡織品,2004,22(7):16-18.
[5]LUKIC'S,JOVANIC'P.Structural analysis of abrasive composite materials with nonwoven textile matrix[J].Materials Letters,2003(58):439-443.
[6]鄒文俊.有機磨具制造[M].北京:中國標準出版社,2001:91-92.
[7]董霞.淺談涂附磨具的選擇和應用[J].現代經濟信息,2010(5):152.
[8]馮學本.研磨材料及拋光布產品的開發介紹[J].非織造布,2010(2):19-20.
[9]張國輝.聚酰胺固化劑和縮水甘油醚稀釋劑合成及改性性能研究[D].吉林:吉林大學,2011.
[10]董新.非織造布涂附磨具用環氧樹脂膠黏劑的制備及應用研究[D].廣州:華南理工大學,2011.
[11]皮丕輝,董新,蔡智奇,等.一種高耐磨的不織布拋光磨具的制備方法:中國,101913121A[P].2010-12-15.
[12]皮丕輝,董新,蔡智奇,等.一種不織布拋光磨具及其制備方法:中國,102172901A[P].2011-09-07.
[13]劉建勇,滑鈞凱,張建飛.非織造布磨具的開發[J].非織造布,1996(3):31-32.