螺紋加工的兩個(gè)實(shí)例
2013-12-31 07:17:58宋繼業(yè)
機(jī)械工程師 2013年10期
宋繼業(yè)
(唐山唐車(chē)威奧軌道交通設(shè)備有限公司,河北唐山064000)
1 引 言
螺紋是機(jī)械行業(yè)裝配中最常見(jiàn)的連接方法之一,隨著市場(chǎng)提高了對(duì)各種高精度設(shè)備的要求,以及新材料的出現(xiàn)和設(shè)備中特殊部位的設(shè)計(jì)要求,人們對(duì)螺紋加工的精度和加工效率的要求也越來(lái)越高。攻螺紋最大的困難是切屑堵塞,絲錐擠壓切屑,造成牙松、垂直度超差、表面粗糙、底孔燒結(jié)、螺紋粘結(jié)、螺紋劃傷、振動(dòng)及絲錐經(jīng)常崩牙或折斷等問(wèn)題。針對(duì)生產(chǎn)過(guò)程中所遇到的問(wèn)題,我們對(duì)一系列難加工螺紋孔的加工工藝方案進(jìn)行了改進(jìn),針對(duì)特定的產(chǎn)品取得了良好的效果,本文重點(diǎn)介紹兩個(gè)實(shí)例。
2 加工實(shí)例一
圖1 所示為M24×3 螺紋孔,零件材料為不銹鋼06Cr19Ni10,螺紋加工深度為65mm,其底孔直徑為φ21mm,底孔深度為75mm。
2.1 加工工藝分析
對(duì)于深孔螺紋,加工時(shí)需解決如下問(wèn)題:深螺紋底孔的加工,螺紋加工刀具的選用,切削液的選用,機(jī)床的使用。
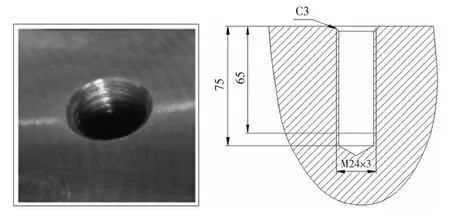
圖1 M24×3 螺紋孔
該零件材料為不銹鋼06Cr19Ni10,其塑性大、韌性高,切削時(shí)消耗能量大,刀具的切削溫度高,切削過(guò)程容易產(chǎn)生積屑瘤,對(duì)刀具壽命有很大影響,切屑不易折斷、卷曲,在切削過(guò)程中容易堵塞,造成表面光潔度下降,擠壞已加工表面和崩壞刀刃。經(jīng)分析研究,采用的具體加工路線為:鉆底孔→倒角→攻螺紋。
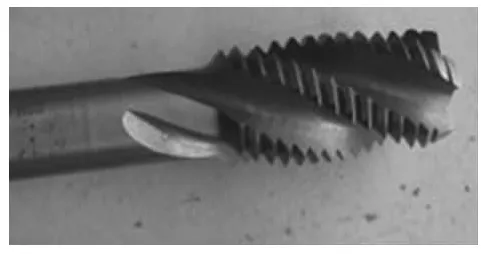
圖2 M24×3 絲錐
2.2 鉆頭的選用
鉆孔時(shí)要選擇比普通鉆頭耐用性好的鈷鉆頭或帶涂層的可轉(zhuǎn)位刀片式鉆頭,鉆孔時(shí)要選用斷屑的切削方式,以便獲得較好的表面質(zhì)量和直徑值(螺紋加工精度要求較高時(shí)要留余量鏜削加工),我公司采用的是φ21 帶涂層的可轉(zhuǎn)位刀片式鉆頭。
2.3 螺紋刀具的選用
加工中心加工螺紋可采用的方法有兩種:銑螺紋和攻螺紋。銑螺紋的優(yōu)點(diǎn):(1)螺紋銑刀沒(méi)有端導(dǎo)向,在盲孔加工時(shí)可以加工出幾乎與底面貼合的螺紋。(2)不產(chǎn)生連續(xù)的鐵屑,不必?fù)?dān)心有鐵屑纏繞的危險(xiǎn)。(3)銑削所需要的機(jī)床功率較小,可以加工出絲錐難以加工的螺紋。(4)同一種螺距的螺紋,只要直徑合適即可用銑削加工。(5)一把刀具即可產(chǎn)生左旋和右旋兩種螺紋,通用性能比較強(qiáng)。(6)銑螺紋可用于洛氏硬度高達(dá)60HRC 的材料上。銑螺紋缺點(diǎn):(1)在銑螺紋時(shí),受到底孔的側(cè)面抗力,刀具傾向于偏斜。通常螺紋銑刀限制螺紋深度大約為刀具直徑的2.5 倍。(2)受機(jī)床精度影響,如果機(jī)床精度太差,銑螺紋時(shí)則達(dá)不到較好的效果。
攻螺紋的優(yōu)點(diǎn):(1)可選用設(shè)備廣,幾乎可在任何加工中心、車(chē)床、銑床、鉆床和攻絲機(jī)上應(yīng)用。(2)多切削刃,在低速運(yùn)行時(shí)即可達(dá)到較高的加工效率。(3)深孔時(shí)可多次加工,獲得較好的加工效果。攻螺紋缺點(diǎn):(1)盲孔加工時(shí)易頂絲,末端導(dǎo)向不能加工。(2)排屑不暢,易產(chǎn)生崩刃、刀具折斷等現(xiàn)象。(3)螺紋公稱(chēng)直徑較大時(shí),對(duì)機(jī)床功率要求也比較高。
此螺紋底孔長(zhǎng)徑比L/D 大于3,屬于深孔加工,對(duì)于此細(xì)長(zhǎng)孔螺紋銑刀的抗力作用,很難得到較好的螺紋,但考慮加工材料的特殊性,現(xiàn)選擇帶涂層的絲錐分三次攻絲,可解決絲錐排屑問(wèn)題。注意多次攻絲時(shí)要清除絲錐和孔內(nèi)鐵屑并涂攻絲油冷卻潤(rùn)滑。
3 加工實(shí)例二
圖3 所示為M80×3 螺紋孔,零件材料為45 鋼,螺紋加工深度為110mm,其底孔直徑為φ77mm,底孔深度為115mm。
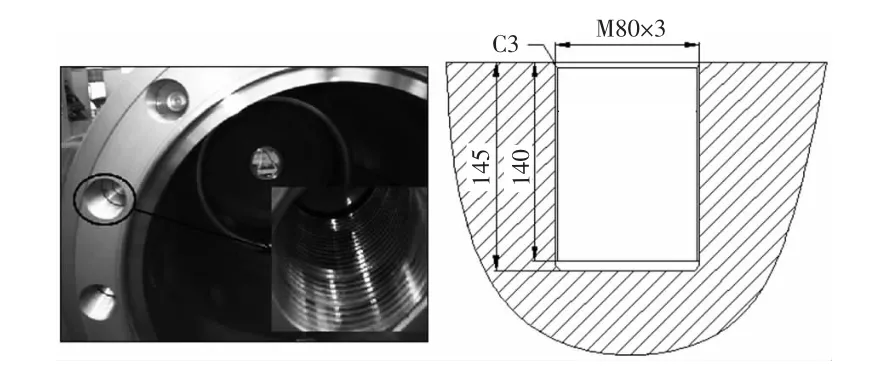
圖3 M80×3 螺紋孔

圖4 螺紋銑刀
3.1 加工工藝分析
此種加工屬于比較大的螺紋加工,若采用攻絲方法加工,對(duì)機(jī)床的功率和絲錐的要求比較高。基于螺紋加工及銑削的一些特點(diǎn),我們采用螺紋銑刀來(lái)加工此螺紋。由于加工內(nèi)孔較大,刀具容易振動(dòng),為了得到較好的孔加工表面,需要鏜孔加工。確定的工藝路線為:鉆孔→鏜孔→倒角→銑螺紋。
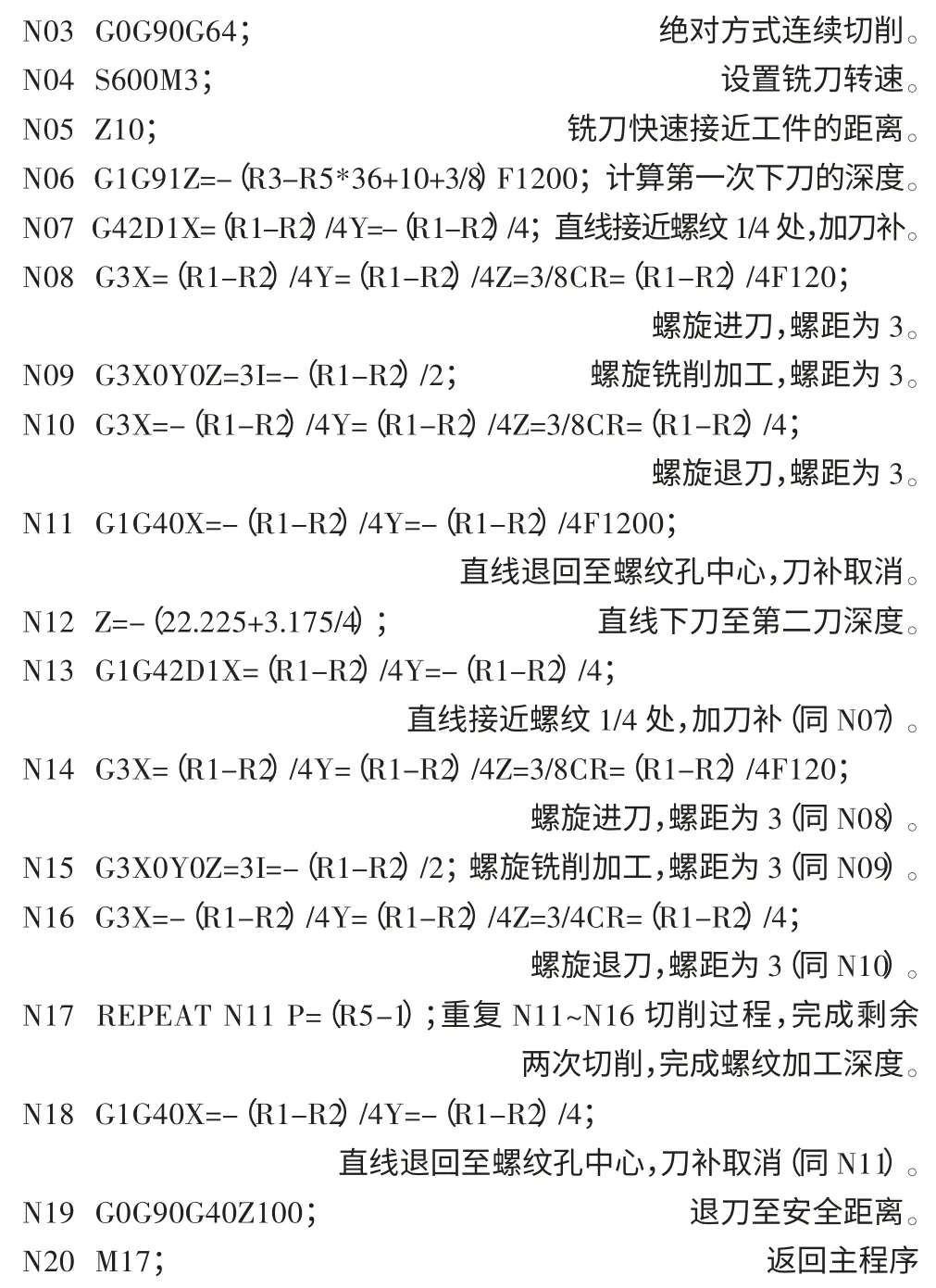
3.2 加工程序
以西門(mén)子840D 機(jī)床為例,螺紋的具體加工思路及子程序(使用時(shí)直接調(diào)用此程序即可)如下:
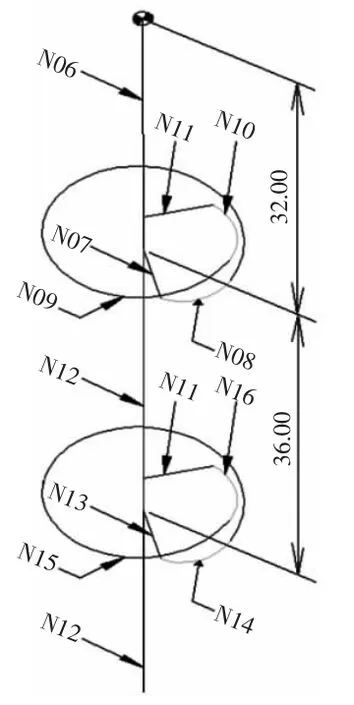
圖5 程序走刀路徑
N01 R1=80R2=60R3=140;設(shè)置R1 為螺紋公稱(chēng)直徑(精加工時(shí)可微調(diào)此值得到想要的公差),R2 為螺紋銑刀直徑,R3 為螺紋孔深度。
N02 R4=R3/36R5=TRUNC(R4);設(shè)置銑削次數(shù)R5,如圖4 所示此螺紋銑刀共13 個(gè)牙,為了使兩刀之間較好銜接,現(xiàn)用12 個(gè)牙參與切削,即取刃長(zhǎng)為36(12×3),R5 將R4 取整,計(jì)算出此銑削過(guò)程共四次完成(如圖5 所示)。
4 結(jié) 語(yǔ)
這兩種加工方法的加工原理、加工刀具和加工中需要注意的事項(xiàng)各不相同,在使用中需要根據(jù)實(shí)際生產(chǎn)情況進(jìn)行選擇。在實(shí)際工作中只有選擇合理的加工工藝方法才能提高加工效率,降低生產(chǎn)成本。
