液化氣罐車人孔接管角焊縫超聲檢測
2013-12-23 05:44:04馬麗娟
科技傳播 2013年16期
馬麗娟
新疆維吾爾自治區(qū)特種設(shè)備檢驗(yàn)研究院,烏魯木齊 830011
超聲波檢測是五大常規(guī)無損檢測技術(shù)之一,是目前國內(nèi)外應(yīng)用最廣泛、使用頻率最高且發(fā)展較快的一種無損檢測技術(shù)。超聲檢測是產(chǎn)品制造中實(shí)現(xiàn)質(zhì)量控制、節(jié)約原材料、改進(jìn)工藝、提高勞動生產(chǎn)率的重要手段,也是設(shè)備維護(hù)中不可或缺的手段之一。超聲波探傷由于具有適用范圍廣,檢測靈敏度高,檢測速度快,缺陷定位準(zhǔn)確,現(xiàn)場使用方便等優(yōu)點(diǎn),已被廣泛應(yīng)用于承壓類特種設(shè)備的制造檢驗(yàn)和在用檢驗(yàn),成為檢測焊縫內(nèi)部缺陷的重要手段。
下面就以56m3 拉運(yùn)壓縮天然氣的汽車罐車人孔接管角焊縫超聲波探傷(UT)為例,來說明超聲波(UT)探傷技術(shù)的應(yīng)用情況。
液化氣體汽車罐車按《定期檢驗(yàn)規(guī)則》以及《移動式壓力容器安全技術(shù)監(jiān)察規(guī)程》的要求,每五年應(yīng)進(jìn)行一次全面檢驗(yàn),在對人孔接管角焊縫進(jìn)行表面探傷(MT)過程中,經(jīng)常發(fā)現(xiàn)角焊縫上存在氣孔、夾渣、未焊透等危險性缺陷,嚴(yán)重影響到罐車的安全運(yùn)行,為了準(zhǔn)確及時的檢出缺陷,常常利用超聲波(UT)探傷內(nèi)部檢測技術(shù)。
如圖1 所示:人孔接管角焊縫,材質(zhì)∶為16MnR,
尺寸∶Φ2400×12845,盛裝介質(zhì):壓縮天然氣,筒體厚度:32mm,人孔厚度:30mm.
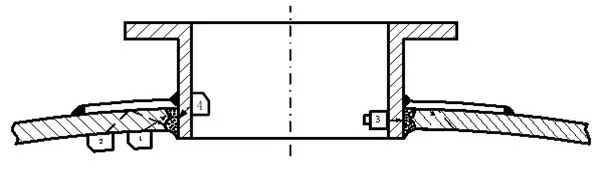
圖1 檢測部位示意圖
要求對圖示焊縫進(jìn)行超聲波(UT)檢測,合格級別JB/T4730.3—2005—Ⅰ級合格。
1 檢驗(yàn)準(zhǔn)備
1)檢測面:檢測區(qū)寬度應(yīng)是焊縫本身,再加上焊縫兩側(cè)10mm 的一段區(qū)域;
2)探頭移動區(qū)應(yīng)清除焊接飛濺、鐵屑、污垢及其它雜質(zhì)。檢測表面應(yīng)平整,便于探頭掃查,表面粗糙度應(yīng)不大于6.3μm;
3)根據(jù)檢測面和厚度的比較,應(yīng)采用直射法和一次波反射法檢測,探頭移動區(qū)應(yīng)大于或等于1.25P,P=2TK;
4)檢測前應(yīng)將角焊縫周圍用角向磨光機(jī)打磨,露出金屬光澤。
2 探頭的選擇
根據(jù)工件的結(jié)構(gòu)形式,由圖1 我們知道,探頭、K 值選擇是否合適,直接會影響到整個探傷結(jié)果,要想保證二次波聲程能掃查到整個焊縫截面,應(yīng)盡量選取大K 值的探頭,為了保證超聲波(UT)檢測過程中不漏檢,同時還要選擇直探頭在接管內(nèi)壁對角焊縫進(jìn)行探傷,以有效地檢查出夾渣、未焊透等內(nèi)部缺陷,根據(jù)厚度選用探頭2.5P13×13K2.5 和2.5PΦ14 二種。
3 儀器的選擇
由于選擇了兩種不同型號的探頭,為了便于檢測的方便,選擇了CTS—2000 數(shù)字型超聲波探傷儀。
4 試塊的選擇
由于筒體內(nèi)徑較大,接近于平板,選用標(biāo)準(zhǔn)中的CS Ⅱ、CSK—ⅢA 試塊,試塊如圖2、圖3 所示。
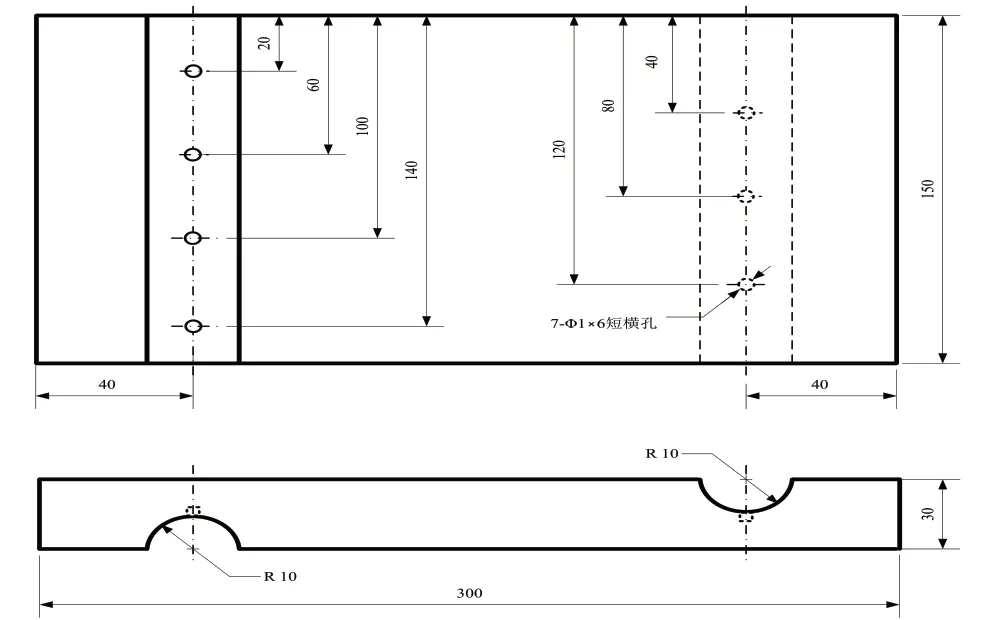
圖2 CSK-ⅢA 試塊
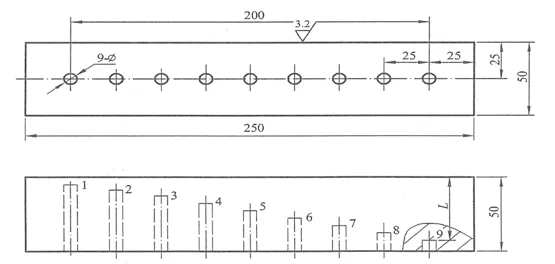
圖3 CS Ⅱ標(biāo)準(zhǔn)試塊
5 距離—波幅曲線的繪制
1)按深度1:1 在CSK—ⅢA 試塊上調(diào)節(jié)掃查比例;
2)利用CSK—ⅢA 試塊上不同距離的Φ1×6 短橫孔來調(diào)節(jié);
3)斜探頭的距離—波幅曲線靈敏度按表1 規(guī)定;
4)直探頭的距離—波幅曲線靈敏度按表2 規(guī)定。

表1

表2
6 掃查和缺陷評定
1)可將評定線靈敏度降低3dB 作為掃查靈敏度進(jìn)行缺陷掃查;
2)用K2 斜探頭在內(nèi)表面以一次反射法對焊縫進(jìn)行檢測,掃查區(qū)域?yàn)楹缚p和熱影響區(qū);
3)用K2 斜探頭,按圖1 所示探頭1 位置在罐體內(nèi)表面對角焊縫以直射法進(jìn)行檢測,缺陷深度已知后,水平位置可直接測得;
4)用K2 斜探頭,按圖1 所示探頭2 位置在罐體內(nèi)表面對角焊縫以鋸齒形進(jìn)行掃查,缺陷深度已知后,水平位置能夠直接測得。依據(jù)深度可測得缺陷的水平位置,從而可對缺陷定位;
5)按圖1 所示在人孔接管內(nèi)壁、用直探頭3、斜探頭4進(jìn)行檢測。以直探頭3 檢測為主,斜探頭4 檢測為輔;
6)缺陷指示長可以由6dB 法和端點(diǎn)6dB 測得,只有一個高點(diǎn)位于Ⅱ區(qū)以上時,用6dB 法測量,有多個高點(diǎn)位于Ⅱ區(qū)或Ⅱ區(qū)以上時,用端點(diǎn)6dB 測量;
7)缺陷質(zhì)量分級按JB/T4730.3-2005 的有關(guān)規(guī)定執(zhí)行。
7 結(jié)論
以上是筆者對具體問題的分析,在實(shí)際的檢測過程當(dāng)中,會碰到許多類似的問題,這就要求我們檢驗(yàn)檢測人員能夠結(jié)合自己所學(xué)的知識,在實(shí)際工作中做到靈活運(yùn)用,合理地選擇儀器、探頭,合理地編制探傷工藝文件,以便于更好地指導(dǎo)實(shí)際工作。
[1]承壓設(shè)備無損檢測 .JB/T4730.3-2005.
[2]超聲檢測.中國勞動社會保障出版社.
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
