工藝參數對基于3D打印支撐模具板料雙點漸進成形性能的影響
2018-11-23 08:31:12
精密成形工程 2018年6期
(青島理工大學 機械工程學院,山東 青島 266520)
板材雙點漸進成形技術借助簡單模具支撐,通過CAD模型編制加工程序即可在普通數控機床或者專用的漸進成形機上完成制件的成形,相對于傳統成形技術,可極大縮短產品研發周期,減少生產成本,并適合新產品開發或者小批量產品生產[1—3]。
相對于單點漸進成形工藝,有模具支撐的雙點漸進成形工藝的成形精度更高,且更適合形狀較復雜的零件制造,因此得到大量研究。Matsubara[4]通過研究加工錐杯的不同刀具路徑,證實了雙點漸進成形的可行性,并發現加工過程中壁厚變化遵循剪切旋壓正弦定律。Attanasio等[5]通過對加工過程中刀具路徑進行優化,有效提高了加工零件的表面質量和成形精度。Wang等[6—7]和張志剛等[8]提出的錘擊式漸進成形,將普通漸進成形連續接觸的加工軌跡變換為垂直板料方向的正弦波形式的波動加工軌跡,有效提高了成形性能。Hirt等[9]報道了利用金屬泡沫生產自配置全模具,用以替代剛性模具。此外,Wang等[10]還提出使用3D打印的方式制造雙點漸進成形中所需支撐模具,簡化了模具加工操作過程,縮短了加工時間。
雙點漸進成形雖然有諸多優點,但其優良的加工性能是建立在各加工參數最優化的基礎上,因此合理選擇工藝參數,以提高成形性能的研究受到了較多的關注。文中擬基于單因素試驗,采用Wang等[11]提出的基于3D打印支撐模具的雙點漸進成形工藝,加工支撐模具半徑為45 mm的球冠,獲得成形破裂角度,研究工藝參數對成形性能的影響。
1 實驗
板材選用1 mm厚的1060工業純鋁,潤滑劑為昆侖輪滑脂,支撐模具材料選擇PLA材料,3D打印設備為閃鑄Dreamer雙噴頭3D打印機(浙江閃鑄三維科技有限公司),見圖1。
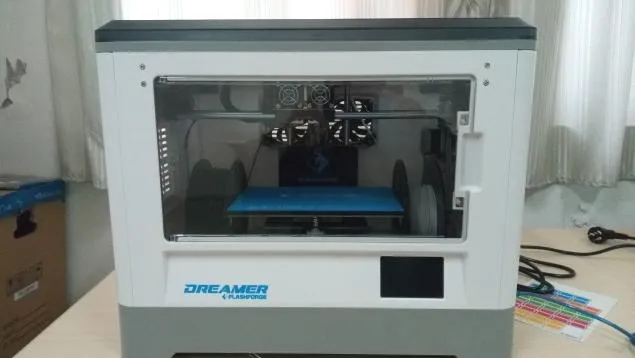
圖1 閃鑄Dreamer雙噴頭3D打印機Fig.1 Fash Dreamer double sprinkler 3D printer
首先通過Simense NX8.0繪制支撐模具CAD模型,工件尺寸見圖2,母線成形角度為 30°~90°。通過3D打印機制完成打印,并將支撐模具由夾板固定在機床,如圖3所示。
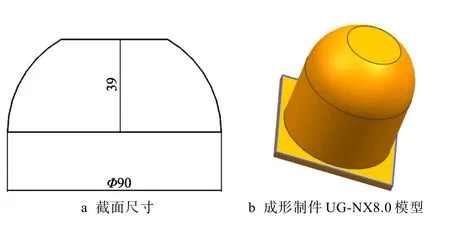
圖2 支撐模具的設計Fig.2 Support mold design
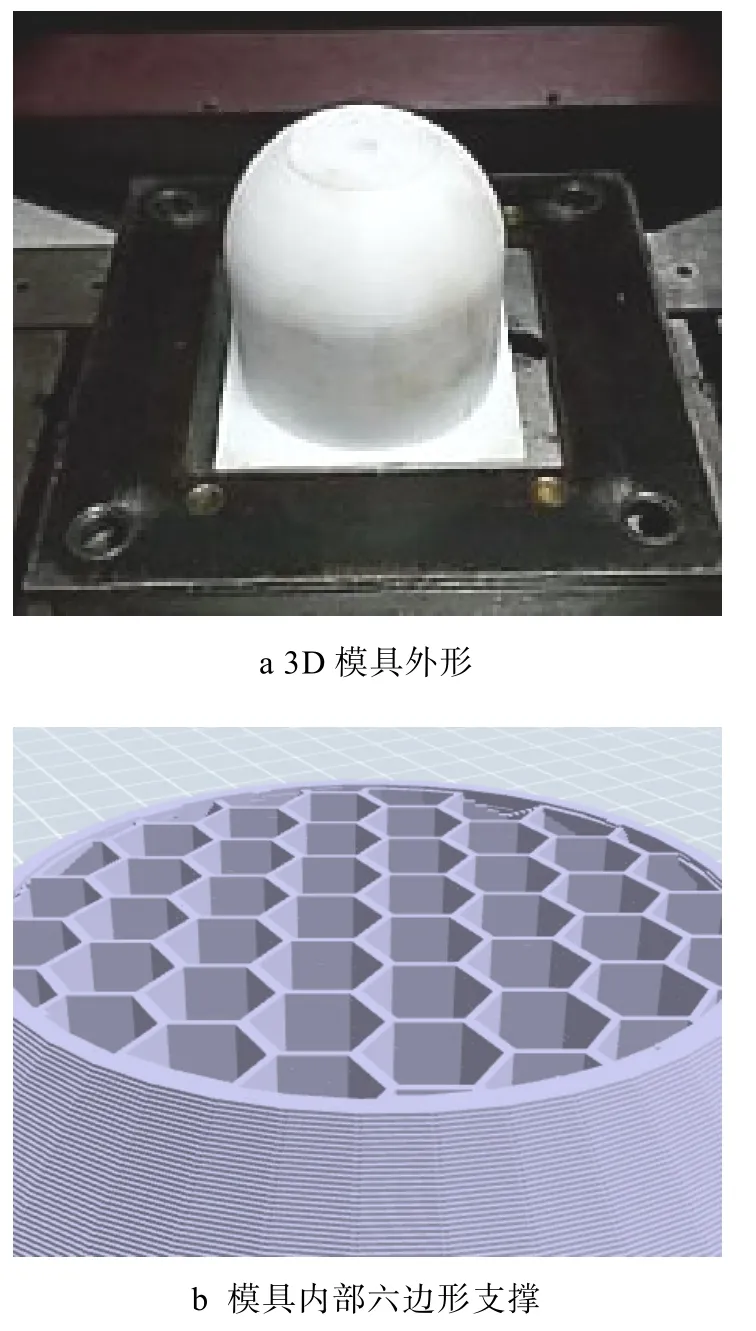
圖3 成形支撐模具Fig.3 Forming support die
將1060鋁板切割成220 mm×220 mm的正方形試樣,并固定在漸進成形機床(NHJ-1A 型,南京航空航天大學)的特定支架上,通過利用UG-NX8.0編制的連續成形軌跡,將鋁板加工成指定形狀,并觀察其破裂情況。實驗中按工具頭直徑、加工步長、進給速度3個工藝參數分成3組實驗,每組實驗分別采取3個不同水平值,如此完成3組加工實驗,并在一組加工實驗完成前保證其他3組工藝參數保持不變,具體實驗方案數據見表1。
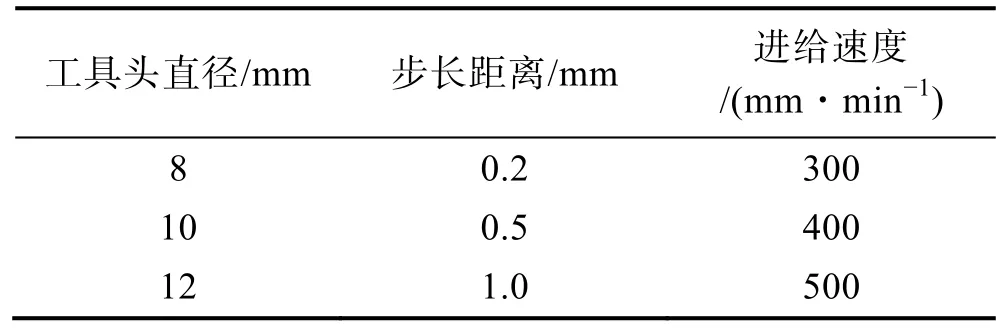
表1 實驗方案數據Tab.1 Test scheme data
2 結果及分析
2.1 工具頭尺寸對板料成形性能的影響
不同工具頭直徑成形結果見圖4,破裂角度的計算見式(1)。

式中:R為球冠半徑;h為上頂端到下底端球冠的總高度;l為球冠的上頂端到零件產生失效形式處點的垂直距離。
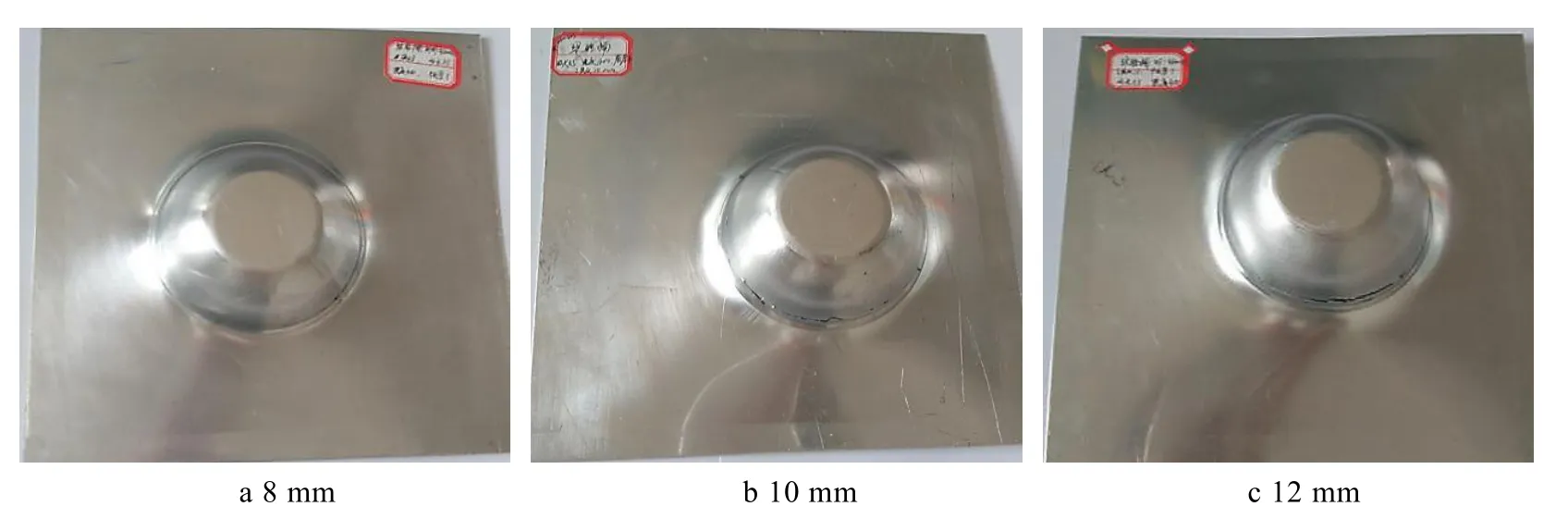
圖4 不同工具頭直徑成形工件Fig.4 Workpiece with different tool head diameters
通過式(1)可得出不同工藝參數下成形破裂角度,不同工具頭直徑加工破裂角度見表2,關系趨勢見圖5。
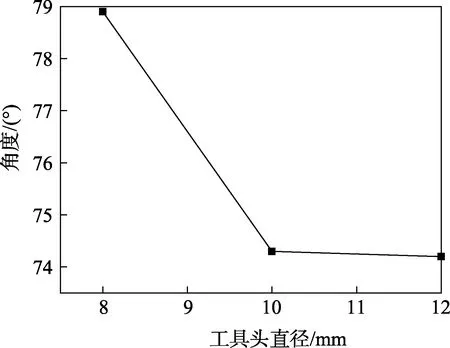
圖5 不同工具頭直徑成形工件破裂角度對比Fig.5 Fracture angle comparison of forming workpiece with different tool head diameters
由表2及圖5可以看出,工具頭直徑不同,成形破裂角度也隨之發生變化,工具頭直徑由8 mm變化到10 mm的過程中,成形極限角呈快速下降趨勢,直徑由10 mm到12 mm過程中,極限角下降趨勢趨于平緩。由以上趨勢可以得出,在相同加工條件下,工具頭直徑尺寸越小,其加工性能越好。可理解為工具頭直徑越小,其與板料相對接觸面積越小,其在加工時對板料的影響則越低,如此板料成形性能也隨之提高。但隨著工具頭直徑的不斷縮小,工具頭出現過早疲勞失效的幾率就越大,所以在工具頭直徑的選擇上,不應過分追求直徑最小化。
2.2 垂直層進給量對板料成形性能的影響
不同層進給量的成形結果見圖6,由式(1)計算破裂角結果見表 3,3種因素與破裂極限角趨勢見圖7。
由表3和圖7可以看出,隨著垂直層進給量的增加(0.2~1 mm),破裂角度隨之增大,實驗結果表明,對于較大的層進給量(0.2,0.5 mm與1 mm相比)成形性較高,Shim[14]曾在研究中對層進給量增大成形性能反而提高這一現象,提出了是垂直進給量與刀頭半徑交互作用的結果。然而,由于只對3個層進給量尺寸進行了測試,若想進一步證明“隨層進給量增大,成形性能提高”這一結論,未來還需要對更多尺寸的進給量進行實驗。
2.3 進給速度對板料成形性能的影響
不同進給速度的成形結果見圖8,由式(1)計算破裂角結果見表4,不同因素與成形破裂角度之間的關系趨勢見圖9。

圖6 不同層進給量的成形工件Fig.6 Workpiece with different processing steps

表3 層進給量參數為變量Tab.3 Step distance parameter as variable
由表4與圖9可以看出,在進給速度為300~500 mm/min區域內,破裂角度呈上升趨勢,由此證明,在此區域內隨著進給速度的增加,成形性能得到提高,在400~500 mm/min階段尤為明顯。但隨著進給速度的不斷加大,工具頭與板料之間產生的摩擦熱量必會不斷升高,此時加工工件表面質量將會不斷下降,且降低了加工工件的破裂角度,對板料成形性能的提高起到副作用[12—13]。
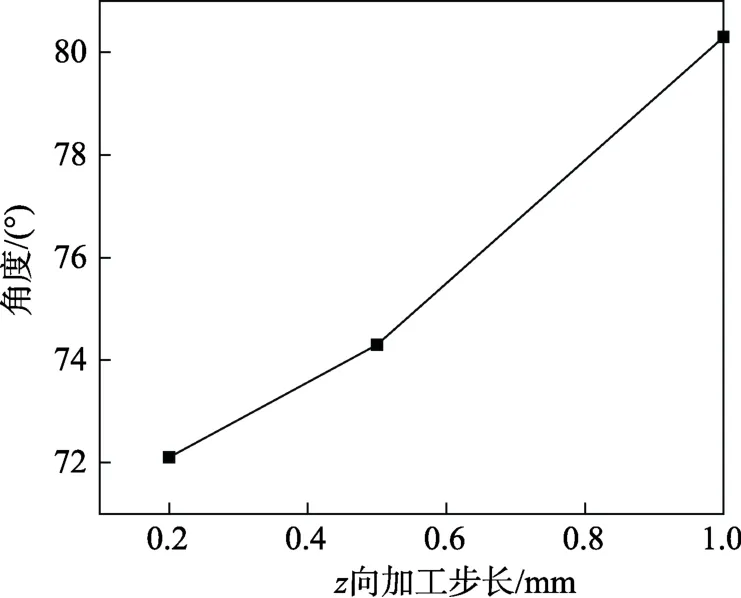
圖7 不同層進給量成形工件破裂角度對比Fig.7 Fracture angle comparison of workpieces with different processing steps
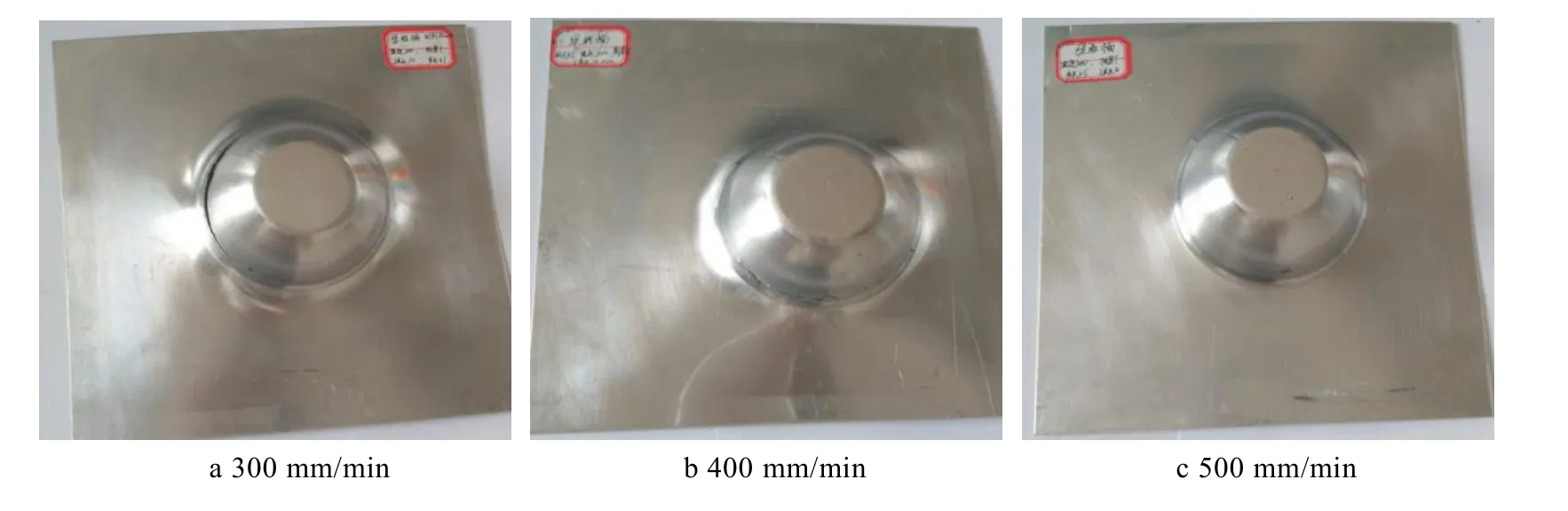
圖8 不同進給速度的成形工件Fig.8 Forming parts with different feed speeds
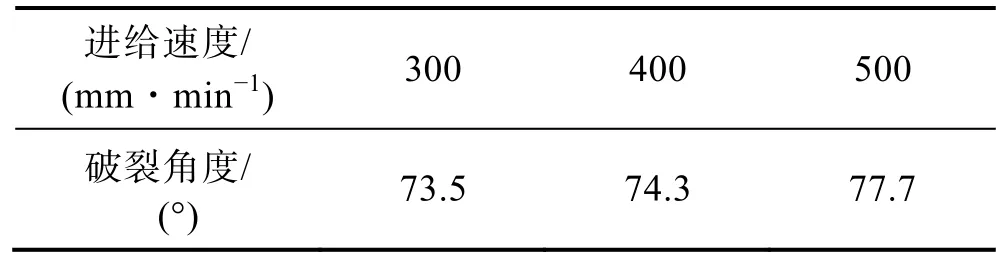
表4 進給速度參數為變量Tab.4 Feed speed parameters as variables
綜合以上實驗研究結果,結合考慮表面質量、加工時間及成形精度等因素,最終選擇工具頭直徑為10 mm、垂直層進給量為0.5 mm、加工進給速度為400 mm/min,為板料雙點漸進成形最優成形工藝參數。
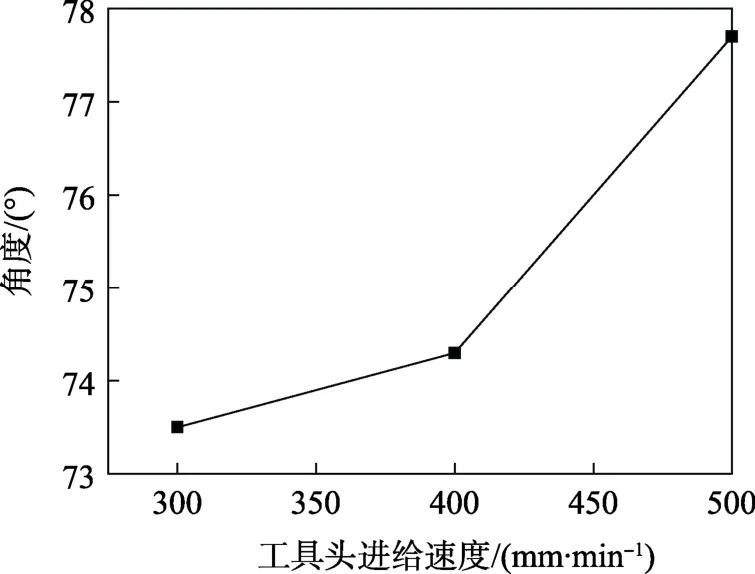
圖9 不同進給速度成形工件破裂角度對比Fig.9 Fracture angle comparison of forming parts with different feed speeds
3 結論
基于單因素實驗設計,利用3D打印支撐模具雙點漸進成形技術,成形支撐模具半徑為45 mm的球冠,通過成形破裂極限角分析工具頭半徑、垂直層進給量、進給速度對板料雙點漸進成形性能的影響,得到主要結論如下。
1)板料雙點漸進成形中,工具頭半徑越小,其與板料相對接觸面積越小,對板料加工影響越小,成形性能越好。
2)加工過程中,加工性能隨層進給量的增加而提高(0.2,0.5,1 mm),然而,在未來需要進行更多的測試,涉及更多層進給量的大小,以進一步證明這一結論。
3)進給速度在一定區域內(實驗選擇 300~500 mm/min)越大,板料成形性能越好。