電機引線螺栓硬釬焊工藝研究
2013-12-13 04:05:32孟繁齊
機械管理開發 2013年3期
關鍵詞:工藝
孟繁齊
(佳木斯電機股份有限公司,黑龍江 佳木斯 154002)
0 引 言
高壓三相異步電動機引線螺栓接頭的焊接,采用低溫軟釬焊(即錫焊)工藝。但由于Pb及其化合物的劇毒性對人類健康和生活環境的危害,且鉛錫焊料抗蠕變性能較差、熱強度低、不耐溫等缺點不能滿足電機可靠使用的質量要求,為此將部分電機引線螺栓接頭的焊接采用高溫硬釬焊取代現有的低溫軟釬焊。
通過對多種加熱硬釬焊的工藝試驗分析比較,采取有效的工藝措施把各項參數穩定地控制在合理的范圍內,三相電阻不平衡率符合GB/T 1032 和GB 50150 要求;引線螺栓焊接熱影響區范圍小于50 mm,保證了引線螺栓焊接質量符合設計產品的要求。
1 引接線螺栓尾部釬焊結構設計
按引接線螺栓的使用要求并結合使用經驗進行設計,結構示意圖,見圖1。焊接時釬料自上向下流并產生一定的壓力,實踐證明,此釬焊結構科學合理。
引接線螺栓內孔直徑的規定:根據電纜規格確定接線螺栓內徑,其內徑大于電纜直徑1 mm 左右,內徑如果太大既浪費釬料,又造成壁薄在加熱時易損傷接線螺栓,并使整體的連接強度降低。
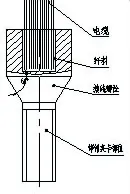
圖1 引接線螺栓結構簡圖
2 釬焊料選擇
從電機產品性能方面考慮,電纜線與接線螺栓的焊接要具有高的導電性和耐溫強度。通過參數對比,銀釬料和銅磷釬料具有熔點高、導電性好、強度較高等特點。按釬料的化學成分及物理性能,選用HL204(牌號BCu80AgP)和HL312(牌號BCu80AgP)釬料,并對上述兩種釬料進行試驗對比分析:兩種釬料的熔點溫度高,強度適中,可焊性好;HL312比HL204釬焊溫度低,相對熱影響區小;但HL312 比HL204 釬料價格高,試驗數據證明,兩種釬料都能滿足產品要求。
3 引線螺栓硬釬焊工藝方案
3.1 方案一:火焰釬焊
火焰釬焊利用可燃氣體與空氣或純氧點燃后的火焰進行加熱[1]。其工藝過程:釬料用HL312 和HL204,釬劑用Q102,焊槍一把。將釬劑加入少量的水調制成糊狀,涂抹在接線螺栓內孔壁上,并在底部加入深1 mm左右的釬劑,電纜線焊接部位去皮并涂抹釬劑插入接線螺栓內孔中,用工裝把接線螺栓立起。然后用焊槍預熱接線螺栓側面,當接線螺栓加熱暗紅色時,加注 1.0~ 2.5 條狀釬料,加滿為止。注意掌握釬焊溫度使釬料處于液態即可,不能過熱,并在電纜上部25 mm 處用濕石棉繩對電纜線進行冷卻,待釬料溶液不溢出氣泡再保溫約1 min為止。
結論:用火焰釬焊加熱時,引線螺栓溫度不易控制,容易燒斷。從試驗過程可看出,雖然焊接質量逐步提高,但熱影響區較大,釬焊時空間較小,容易破壞接線螺栓和絕緣。以火焰為熱源進行釬焊難度較大,操作技能高,質量波動大,所以不建議使用此工藝方案。
3.2 方案二:感應釬焊
感應釬焊是依靠工件在交流電交變磁場中產生感應電流的電阻熱來加熱的釬焊方法[1]。這種方法克服了局部急速加工的缺點,與紅外線測溫槍結合使用,能控制焊接溫度,可以保持原有工件的機械性能、纖維組織和化學成分,可得到光潔而牢固的連接,從而大大提高焊接質量。其中感應圈是傳遞感應電流的關鍵部件,感應圈設計的好壞對加熱影響極大。按接線螺栓形狀,新設計的感應圈為半圓型,分大、中、小三種。工件套在感應圈里面,與接線螺栓外圓的間隙在4 mm左右,高度30 mm,感應圈包上耐高溫的絕緣帶,具體結構,見圖2。
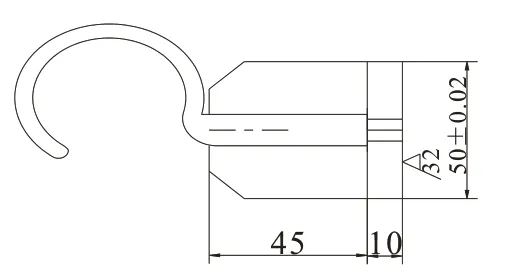
圖2 感應圈結構簡圖
感應釬焊工藝過程:工藝準備與火焰釬焊相同,完成準備后將感應圈套入接線螺栓中并保證兩者同心后,才可加熱工件。感應釬焊工藝參數:功率4~12 kW,接線螺栓的加熱溫度釬料HL204 為780~820 ℃,釬料HL312 為580~620 ℃,并用紅外線測溫槍實時監測釬焊溫度使釬料處于液態即可,以免溫度過高損傷接線電纜,待釬料溶液不溢出氣泡再保溫約1.5 min。
為了減少熱量對電纜的不利影響,本方案改進了冷卻方式,用壓縮空氣(風冷)取代濕石棉繩冷卻,濕石棉繩在加熱時隨著表層水蒸氣,冷卻效果迅速下降,而風冷可以對電纜表面大面積不間斷冷卻。引線螺栓硬釬焊各種性能試驗結果,見表1
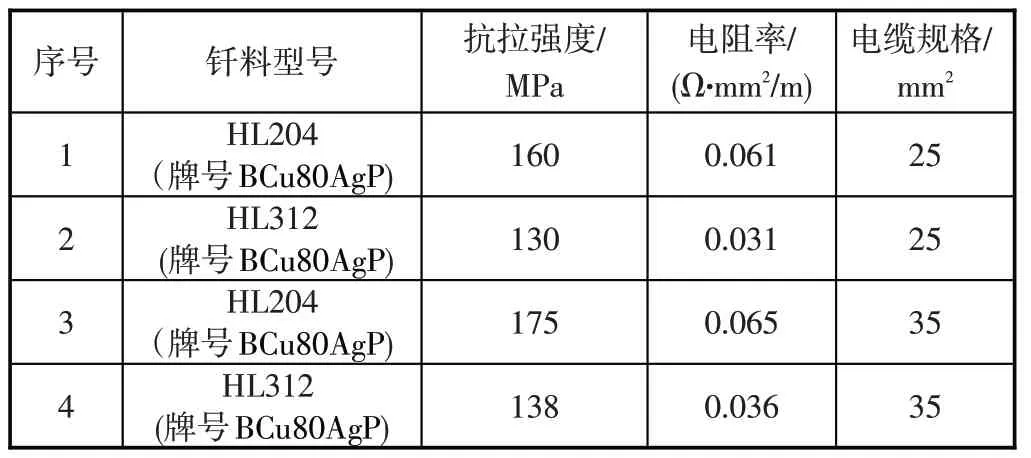
表1 引線螺栓硬釬焊后各種性能試驗數據
按GB/ T1032《三相異步電動機試驗方法》[2]和GB 50150《電器裝置安裝工程電器設備交接試驗標準》[3],對直流電阻不平衡率進行測試,二路Y接線直流電阻不平衡率實測值0.130 7 %,一路Y 接線實測值0.175 7%,都低于國家標準值小于2%的要求[3]。
結論:感應釬焊加熱溫度易控制,熱影響區較小,接線螺栓內孔與電纜間隙的釬焊填充率能達97%以上,從試驗結果可知,釬料HL312 和HL204 的焊接都合格。但從加熱溫度、電機產品性能及穩定性等多種因素考慮,釬料HL312更適合于產品。
4 結束語
通過工藝試驗數據和電機產品的實際應用,電機引線螺栓采用感應釬焊(釬料HL312、釬劑Q102)的產品,質量穩定可靠,各項性能指標合格,三相電阻不平衡率控制在小于2%。
[1] 中國機械工程學會焊接學會.焊接手冊[M].北京:機械工業出版社,2005.
[2] 全國旋轉由機標準技術委員會.GB/T 1032—2005,三相異步電動機試驗方法[S].北京:中國出版社,2005:63.
[3] 中華人民共和國建設部.GB 50150—2006電氣裝置安裝工程電氣設備交接試驗標準[S]. 北京:中國計劃出版社,2006:30-32.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
