無損檢測在某大型核電壓水堆模塊制造中的應(yīng)用
2013-12-11 00:33:36李守彬
電站輔機(jī) 2013年3期
李守彬,趙 震
(山東核電設(shè)備制造有限公司,山東 海陽 265118)
0 概 述
在AP1000核電機(jī)組建造中,采用了工廠化預(yù)制和模塊化施工的建造理念,提高了安裝質(zhì)量,縮短了建設(shè)工期。在AP1000模塊制造的質(zhì)量控制中,除了執(zhí)行規(guī)程規(guī)范和QC人員的監(jiān)督檢查外,也有效實(shí)施了無損檢測方案。在模塊制造階段,通過無損檢測和質(zhì)量信息反饋,監(jiān)測了模塊結(jié)構(gòu)和狀態(tài)的變化。無損檢測信息的反饋也對(duì)設(shè)計(jì)質(zhì)量和生產(chǎn)質(zhì)量的改進(jìn)起著重要作用。
1 模塊結(jié)構(gòu)及焊接常見缺陷
1.1 設(shè)備模塊結(jié)構(gòu)特點(diǎn)與缺陷分析
設(shè)備模塊由管道、管道支架、泵等組成,如圖1所示。為了易于裝配,將其組裝成單元,建立了模塊化的制造形式。這些模塊中大部分管道支架的制作是在車間內(nèi)預(yù)制完成,對(duì)該類結(jié)構(gòu)的制作,需進(jìn)行預(yù)先檢測,以減輕現(xiàn)場檢測的工作量。
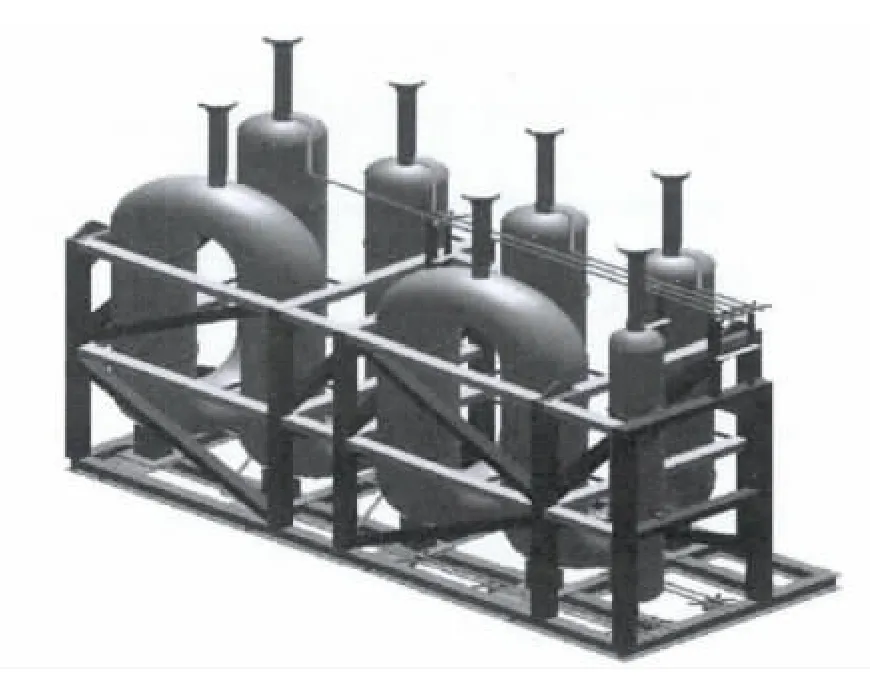
圖1 模塊的典型結(jié)構(gòu)
支架以型鋼(方型剛、H型鋼)為主體結(jié)構(gòu),用二氧化碳保護(hù)焊(以下簡稱二保焊)及手工焊進(jìn)行焊接,這種支架結(jié)構(gòu)的焊縫,在實(shí)施無損檢測時(shí)往往受到諸多的制約因素:在進(jìn)行磁粉檢測和滲透檢測時(shí)常常受到檢測空間的限制;在實(shí)施檢測前由于碳鋼易生銹、空間相對(duì)狹小的緣故,往往造成表面制備不符合檢測條件,造成檢測困難;在實(shí)施某大型模塊檢測時(shí),上下橫梁之間跨度達(dá)3m,還需攜帶儀器與設(shè)備,給檢測造成不便,只能等模塊的位置翻轉(zhuǎn)后,才能進(jìn)行補(bǔ)充檢測。
設(shè)備模塊的焊接方式主要為二保焊和手工焊,由于模塊的結(jié)構(gòu)主要為型鋼的組對(duì),焊縫的長度較短,在實(shí)施焊接時(shí)由于起收弧不當(dāng)、電流較小等因素,容易出現(xiàn)弧坑裂紋、未焊透、咬邊、氣孔等焊接缺陷;對(duì)于大型核級(jí)模塊中的中厚板二、三類鋼的焊接,需要進(jìn)行焊前預(yù)熱,其焊接質(zhì)量受到的影響因素更多,目前發(fā)現(xiàn)的主要是橫向裂紋、咬邊等焊接缺陷,圖2所示為典型的橫向裂紋缺陷。
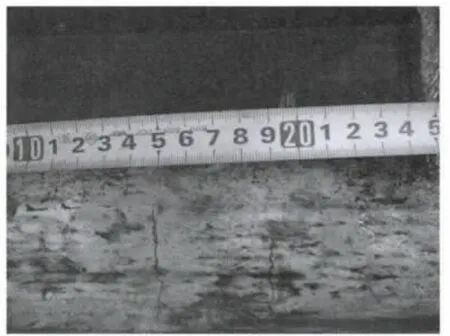
圖2 典型的橫向裂紋
1.2 結(jié)構(gòu)模塊特點(diǎn)與缺陷分析
結(jié)構(gòu)模塊的組成形式,如圖3所示。這種模塊主要用于乏燃料貯存、傳輸、廢物收集和容納主回路介質(zhì),結(jié)構(gòu)模塊一般由鋼板和型鋼及內(nèi)部混凝土構(gòu)成。鋼板和型鋼的組成結(jié)構(gòu)在車間預(yù)制,完成后再與現(xiàn)場管道、電纜托盤、小管、支架等進(jìn)行裝配。

圖3 結(jié)構(gòu)模塊典型結(jié)構(gòu)圖
在結(jié)構(gòu)模塊的制造連接方面,全部采用焊接方式連接成形,考慮到結(jié)構(gòu)模塊作為大型鋼結(jié)構(gòu)產(chǎn)品,采用的焊接方法應(yīng)兼顧成本與構(gòu)件的復(fù)雜程度,確保質(zhì)量要求。在車間預(yù)制過程中,主要采用手工焊和二保焊實(shí)施焊接,這兩種焊接方式的應(yīng)用較其他焊接方法更為廣泛。在施焊位置和氣體保護(hù)相對(duì)困難的情況下,手工電弧焊是焊接復(fù)雜件的通用方法,二保焊以低成本、高效率成為結(jié)構(gòu)模塊外部連接件的主要焊接方法。
在結(jié)構(gòu)模塊的實(shí)際焊縫檢測中,較為常見的缺陷主要有裂紋、氣孔、夾渣等,對(duì)于此類缺陷性質(zhì)的判斷以及缺陷產(chǎn)生的原因和防止措施,主要有幾個(gè)方面。
(1)結(jié)構(gòu)模塊焊縫中表面的氣孔缺陷主要通過表面滲透檢測和磁粉檢測檢出,其形成的主要原因是二保焊時(shí)由于焊絲清理不凈、保護(hù)氣體純度低等,對(duì)于手工焊氣孔缺陷則是由于焊條藥皮變質(zhì)脫落、電流過大或電弧過長等原因造成的。進(jìn)行滲透檢測時(shí),當(dāng)施加顯像劑后,氣孔缺陷處將形成中間顏色較深、邊緣較淺的圓形顯示。因該廠位于沿海地區(qū),空氣濕度大,加之模塊鋼板從下料到投入裝配的周期較長,所以,應(yīng)及時(shí)對(duì)構(gòu)件進(jìn)行防銹處理,并做好領(lǐng)取焊條后的保溫和保護(hù),加強(qiáng)坡口和焊縫兩側(cè)的清理。采用二保焊時(shí),要經(jīng)常清理焊絲和焊嘴,并選用合適的電流、電弧電壓和焊接速度。
(2)有時(shí)因核電現(xiàn)場建設(shè)工期緊張、結(jié)構(gòu)模塊急于出廠等原因,導(dǎo)致個(gè)別模塊的焊接速度過快,對(duì)被焊邊緣和各層焊縫間的雜質(zhì)清理不凈,造成夾渣缺陷的形成,其危害性類似于氣孔,使模塊的相關(guān)力學(xué)性能減弱,給模塊在各重要核級(jí)設(shè)備系統(tǒng)中的穩(wěn)定運(yùn)行帶來隱患,夾渣缺陷的檢出主要依靠超聲波檢測,根據(jù)檢測時(shí)超聲儀的波形顯示,可以對(duì)缺陷進(jìn)行定性判定。
(3)裂紋是結(jié)構(gòu)模塊所有缺陷中危害最大的一種缺陷,如圖4所示。這種缺陷除了降低模塊焊接接頭的強(qiáng)度外,還因裂紋的末端呈尖削的缺口狀,在模塊承載后引起應(yīng)力集中,成為結(jié)構(gòu)斷裂的起源。這種缺陷不管是在核電現(xiàn)場模塊的施工吊裝,還是核電站啟用后的承壓運(yùn)行,都將成為致命的質(zhì)量問題,而導(dǎo)致嚴(yán)重的后果。
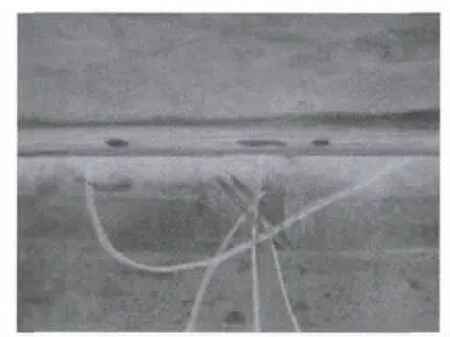
圖4 結(jié)構(gòu)模塊中裂紋顯示
2 無損檢測技術(shù)在模塊制造中的應(yīng)用
2.1 無損檢測技術(shù)的特點(diǎn)與難點(diǎn)
在模塊的無損檢測中,由于檢測方法自身的局限性,不能完全檢測所有的工件焊縫和所有缺陷。為了提高檢測結(jié)果的可靠性,必須在檢測前,根據(jù)焊縫的材質(zhì)、結(jié)構(gòu)、形狀、尺寸,分析并預(yù)計(jì)可能產(chǎn)生的種類及各種形狀的缺陷,確定檢測的重點(diǎn)應(yīng)放在哪些部位。經(jīng)綜合分析后,選用正確的檢測方法才能是合理和經(jīng)濟(jì)的。根據(jù)車間模塊產(chǎn)品的規(guī)格、材料及焊接形式,目前采用的無損檢測方法是超聲波檢測(UT)、射線檢測(RT)、磁粉檢測(MT)與滲透檢測(PT),同時(shí)也編制了業(yè)主及采購方認(rèn)可的檢驗(yàn)規(guī)程,但在模塊產(chǎn)品檢測實(shí)施過程中也存在諸多難點(diǎn)。
對(duì)模塊的超聲波檢測中,因薄板對(duì)接焊縫、帶墊板對(duì)接焊縫、不等厚對(duì)接焊縫和管板斜對(duì)接焊縫等特殊焊縫形式對(duì)無損檢測人員專業(yè)技能要求較高,在初期的檢測中,會(huì)出現(xiàn)對(duì)檢測結(jié)果進(jìn)行反復(fù)驗(yàn)證、檢測速度慢等現(xiàn)象,但隨著對(duì)此類焊縫的檢測經(jīng)驗(yàn)的積累和檢測數(shù)據(jù)的不斷完善,為模塊的質(zhì)量控制提供了堅(jiān)實(shí)的基礎(chǔ)。
2.2 改進(jìn)工藝的作用
在實(shí)際檢測中,依據(jù)無損檢測技術(shù)特點(diǎn),提出了多項(xiàng)技術(shù)和制造工藝優(yōu)化措施,為產(chǎn)品的順利制造提供了支持,現(xiàn)列舉幾例無損檢測在改進(jìn)生產(chǎn)工序中的具體作用。
(1)在對(duì)某CA結(jié)構(gòu)模塊的無損檢測過程中,由于其母材為雙相不銹鋼,對(duì)焊縫的檢測具有特殊性,前期焊縫打底檢測時(shí),對(duì)多個(gè)子模塊檢測后,發(fā)現(xiàn)許多焊縫顯示有線性缺陷,共發(fā)布34份返修通知單,涉及50余道焊縫的返修,對(duì)于此信息反饋,經(jīng)有關(guān)人員協(xié)調(diào)和多次溝通,改進(jìn)了模塊的焊接工藝,最終通過改變雙面焊焊接順序,控制打底焊打磨深度等多種措施,徹底解決了該模塊的焊接缺陷問題,為現(xiàn)場該模塊的順利吊裝贏取了寶貴的時(shí)間。
(2)在某Q類設(shè)備模塊零件(如圖5所示)的超聲波檢測中,發(fā)現(xiàn)設(shè)計(jì)圖紙中為焊縫檢測所留空間(虛線與焊縫之間的部分)無法滿足超聲波檢測預(yù)留面L=2.5 KT(L:掃查面K:探頭K 值,T:焊縫母材厚度)的技術(shù)要求[1],經(jīng)與技術(shù)人員溝通,將生產(chǎn)工藝改為先進(jìn)行方板焊接,經(jīng)超聲波檢測后切除左下方多余部分,在不影響結(jié)構(gòu)裝配和焊接條件下滿足超聲波的檢測要求。
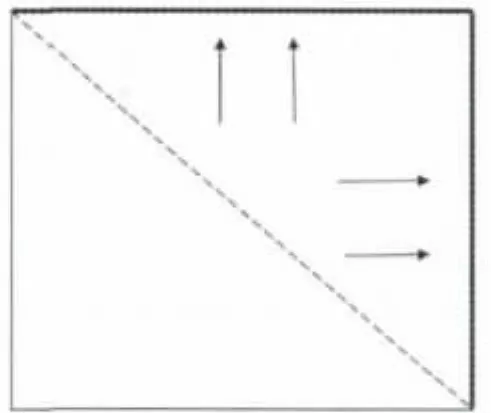
圖5 Q類設(shè)備模塊零件
(3)某R設(shè)備模塊吊裝吊耳的連接焊縫需要進(jìn)行超聲波檢測,吊耳零件如圖6所示,但中間的起吊圓孔會(huì)造成焊縫中間部分的漏檢,為了實(shí)現(xiàn)焊縫的100%檢測,保證該模塊的吊裝質(zhì)量和安全,經(jīng)協(xié)商,將工藝改為焊接后先進(jìn)行無損檢測,再進(jìn)行鉆孔,雖然給后續(xù)鉆孔工序帶來了極大的不便,但焊縫質(zhì)量得到了保證。
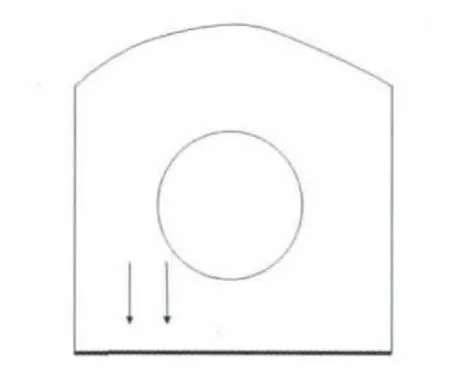
圖6 某R設(shè)備模塊的吊耳零件
2.3 提升產(chǎn)品質(zhì)量和信息反饋中的作用
在2010年~2012年,通過隨機(jī)取樣對(duì)無損檢測數(shù)據(jù)進(jìn)行統(tǒng)計(jì),共出具模塊返修單111份,涉及設(shè)備模塊Q類、KT類、R類返修單28份,結(jié)構(gòu)模塊CA類返修單83份,其中缺陷較為集中的為CA03模塊的PT檢測、Q601模塊的MT檢測等,在被檢測的材質(zhì)統(tǒng)計(jì)中發(fā)現(xiàn),對(duì)于S32101母材的焊縫,不管是PT檢測還是UT檢測,均出現(xiàn)了較多的返修現(xiàn)象,從而引起了焊接技術(shù)人員和質(zhì)量人員的重視,及時(shí)解決了該類問題后,最終使焊接質(zhì)量處于可控狀態(tài)。詳細(xì)統(tǒng)計(jì)數(shù)據(jù)見表1。
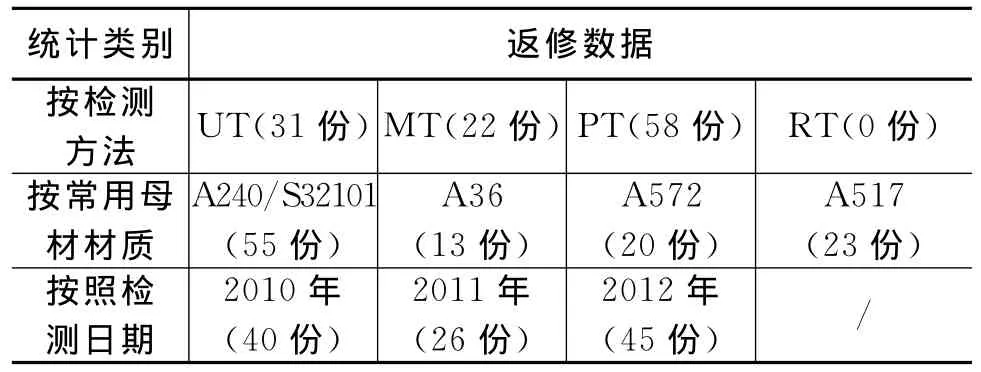
表1 無損檢測返修取樣信息統(tǒng)計(jì)
通過無損檢測發(fā)現(xiàn)焊縫缺陷后,及時(shí)下發(fā)返修通知單,QC和技術(shù)部門可以及時(shí)掌握產(chǎn)品質(zhì)量狀態(tài)并分析解決問題,從而提升產(chǎn)品質(zhì)量,確保了模塊產(chǎn)品的生產(chǎn)進(jìn)度。
2.4 提升焊工施焊技能中的作用
在實(shí)現(xiàn)產(chǎn)品質(zhì)量控制的同時(shí),也通過無損檢測工作提升了焊工施焊技能水平,從根本上提高了產(chǎn)品的焊接質(zhì)量。在每次檢測過程中,通過檢測人員對(duì)缺陷的定性與定位,可以使實(shí)施焊接的焊工及時(shí)得到信息反饋,從焊接參數(shù)的調(diào)節(jié)、焊縫清根打磨的深度、施焊角度等方面進(jìn)行經(jīng)驗(yàn)總結(jié),不斷改進(jìn)施焊方法,經(jīng)過反復(fù)的質(zhì)量反饋與焊工總結(jié),鍛煉出大批優(yōu)秀的焊工,為模塊的高質(zhì)量制造打下了基礎(chǔ)。
3 結(jié) 語
AP1000設(shè)備制造過程中的無損檢測是一項(xiàng)龐大的系統(tǒng)工程,從模塊的工藝試驗(yàn)與評(píng)定、以及產(chǎn)品的檢驗(yàn),相比于其他同類鋼結(jié)構(gòu)焊接產(chǎn)品,對(duì)于無損檢測的比例、驗(yàn)收標(biāo)準(zhǔn)都提出了較高的要求。在近5年的模塊制造中,無損檢測工作為改進(jìn)工藝圖紙、提升產(chǎn)品質(zhì)量、質(zhì)量信息反饋、提升焊工技能水平等方面發(fā)揮了巨大的作用。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中華詩詞(2019年7期)2019-11-25 01:43:04
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50