存儲區的有效管理和利用
2013-12-10 03:50:56莫柳香李明佩
裝備制造技術 2013年6期
關鍵詞:生產
莫柳香,李明佩,楊 靜
(上汽通用五菱汽車股份有限公司,廣西 柳州545007)
上汽通用五菱西部涂裝車間一期項目竣工于2005年,西部涂裝車間二期項目驗收工作于近期完成。在西部涂裝車間生產“求極限”的過程中,車間內的各個存儲區對整個生產各個環節起到了至關重要的作用,在西部涂裝二期項目中,車間項目領導及項目人員充分吸取一期項目經驗,對二期項目進行了諸多改進,尤其是車間存儲區的項目改造和管理,項目針對車間各存儲區的特點,對各個存儲區進行了更為科學的改造及擴展,從而使車間存儲區對生產的輔助作用大大加強,運行更加靈活且具有科學性。
1 現狀描述
在西部涂裝車間的廠房分為三層:第三層是烘爐空調等設備區域;第二層是主要的車間核心生產線;第一層是車間的存儲區,分別是:電泳存儲區、電泳空撬存儲區、中涂儲存區、面漆存儲區以及面漆空撬存儲區。它們起到車體在生產過程不同時期的存儲作用,以下是他們分別的作用。
(1)電泳存儲區的功能。車間內的電泳存儲區位于車間1樓西南部,由20條存儲單鏈構成,存儲能力為240臺車。電泳存儲區的主要任務是用來存儲電泳烘干后的車身。
(2)電泳空撬存儲區的功能。電泳空撬,是生產中運載從電泳前處理出來的車身的一個載體,電泳空撬存儲區主要用于存儲這些載體以及將這些空撬在車間內進行循環使用。
(3)中涂存儲區的功能。中涂存儲區在車間1樓的北側(電泳存儲區旁),存儲能力達到110臺車身。跟電泳存儲區不同,車間內所有的車身都必須經過中涂存儲區進行顏色分儲,同一顏色的車子被同時放入到生產線中。車身進入到中涂存儲區之前,首先由AVI系統自動識別車身的車型及顏色,識別出的信息交給PRT系統進行處理,PRT系統分析過后發送指令給機運系統,機運系統執行得到的命令,將車身送入到相應的位置。在這里AVI系統相當于人的眼睛,辨別車身車型及顏色,PRT系統相當于大腦,分析并給出指令,機運系統相當于手和腳,執行這些指令。中涂存儲區是整個西部涂裝車間技術含量最高的存儲區。
(4)面涂存儲區的功能。面涂存儲區位于車間1樓的西側,主要由10條存儲單鏈構成,存儲能力為240臺車身。面涂存儲區與電泳存儲區的功能相似。由于面涂存儲區前后工藝的生產時間及生產節拍相差不大,這樣就造成了面涂存儲區的利用率不是很高,面涂存儲區經常出現沒有存儲車身的情況。
面漆空撬存儲區的作用和電泳空撬存儲區是一樣的,在此不一一介紹。
2 問題描述
在現有的條件下,存儲區已經滿足了一期的生產要求,但是隨著產能的不斷擴大,西涂二期項目的擴建已經啟動,我們要面臨的是更大的生產任務和需求,生產線由原來的一條增加為兩條,產量也隨之翻了一倍多,這時的存儲量也是成倍的增加,我們項目面臨的問題就是:必須要再擴建五個相應的存儲區,才能滿足正常的生產需求,然而擴建這幾個容量符合要求的存儲區需要時間、需要大量資金投入、需要場地。而這些都影響到項目是否可行?是否能順利的完成?
經過收集大量數據信息以及在現場實地考察,發現了問題的所在:現有的幾個不同功能的存儲區在正常生產的時候并不是都被滿負荷利用上了,因為整個車間的撬體數量是有限的、固定的。
例如:當電泳存儲區的車身資源很多的時候,所占的電泳空撬也是相應的增多,那么可循環的空撬就自然很少,也就是說這時候另外一個電泳空撬存儲區是處于很空的狀態。這兩個存儲區不會出現同時爆滿的狀況,兩邊是處于相互平衡的狀態,當出現以上某一個存儲區爆滿的現象時,則說明是生產線上出現故障或是受到上下工序影響了。假如我們能夠將二者連通,通過程序的改進打開了一條通道,這樣即使要存再多一倍的車也是能夠做到的,也就是說我們二期的項目開始生產啟動后,即使產量翻了一倍,存儲區通過這種方式運行也是能夠滿足生產需求的,同時,也需要我們對生產線的狀況要及時了解,有效配置,讓存儲區和車身資源處于可控狀態,與此同時,應具備一套有效的管理辦法條例。
3 問題解決
通過以上分析,我們不難得出的結論是,將所有相鄰的存儲區通過改進程序將它們打通以及增加相應的運輸設備(升降機),達到互通效果,但同時又不能相互影響,我們的方法如下:
3.1 二期電泳存儲區改進
在一期項目中,電泳存儲區與電泳空撬存儲區本不相通,但在二期項目過程中,通過對設備的改造,新增加的二期電泳烘爐出口升降機可以接送電泳空撬存儲區的空撬存放在電泳存儲區。這樣的好處在于:當電泳空撬存儲區內的空撬太多造成滿位堵線時,升降機會將一部分空撬存入到電泳存儲區,保證了生產線的順利運行,大大提高了生產的柔性。
此外,如果前處理有一條生產線發生長時間的設備故障時,電泳空撬存儲區就會儲存大量的電泳空撬,這樣就會造成生產線無法正常運行。車身會長時間停留在前處理、電泳區域,會造成車身嚴重的品質問題,甚至是車身報廢。這時候,需要使用二期新增電泳烘爐出口升降機把電泳空撬排到電泳存儲區,使得生產線恢復生產。
3.2 二期中涂存儲區改進
考慮到如果AVI及PRT系統失效的情況下,通過人工切換的方式,機運系統按照既定的路由對車身進行分配并送到生產線上。這樣就避免了由于AVI及PRT系統死機造成的中涂存儲區停線問題。如果中涂存儲區出現停線問題,就會造成前一工序中的車體在烘爐內被烤壞,從而保證了車間車身的質量。二期項目中將中涂存儲區與電泳存儲區相連通。這樣中涂存儲區如果在滿位情況下,可以將中涂存儲區的車身排到電泳存儲區。達到的效果同上,保證了前一工序中的車身品質。
3.3 二期面涂存儲區改進
將面涂存儲區與大返修區域連通,這樣車間如果出現返修車輛較多的情況,可以將返修車輛存入到面涂存儲區。同時面涂存儲區與面涂空撬存儲區相連通,這樣當出現面涂空撬存儲區出現滿位時,可以將面涂空撬存入到面涂存儲區。這樣就會提高車間面涂存儲區的利用率,并且緩解了生產線上涂裝質量問題與設備問題造成的堵線。
以上針對存儲區進行改程序達到互通,滿足存儲需求,而在實際生產中,當一期前處理生產線發生長時間的設備故障后,由于電泳存儲區一二期的設備獨立運行,沒有互通性。所以一期電泳烘爐出口升降機由于一期前處理發生了問題沒有車身通過,處于閑置狀態。而二期升降機需要接三樓的車送到二樓生產線上,同時還要負責接電泳空撬送到一樓進行存儲。如果讓二期升降機對電泳空撬和三樓的車輪次進行接送時,二期電泳烘爐節拍會由原來的35JPH降為24JPH,這樣會造成每小時烘爐停線20分鐘的情況,這樣二期前處理及電泳生產線上的車身就會出現嚴重的品質問題。
針對以上問題我們同樣通過更改機運程序,在發生上述問題時,操作二期電泳烘爐出來的車身直接通過一期升降機送到二樓生產線,這樣就實現了兩個區域的互通。這樣就可以實現一期升降機負責接車送到生產線,二期升降機負責把空撬排到二期電泳存儲區。
3.4 電泳存儲區對比分析案例
我們可以通過圖1的對比體現我們改進后的優勢所在:二期新增升降機在一期升降機的旁邊。二期電泳烘爐通過二期升降機送車到二期電泳存儲區,二期電泳存儲區通過二期升降機送車到電泳打磨與一期原理一致,在這里不再標出。
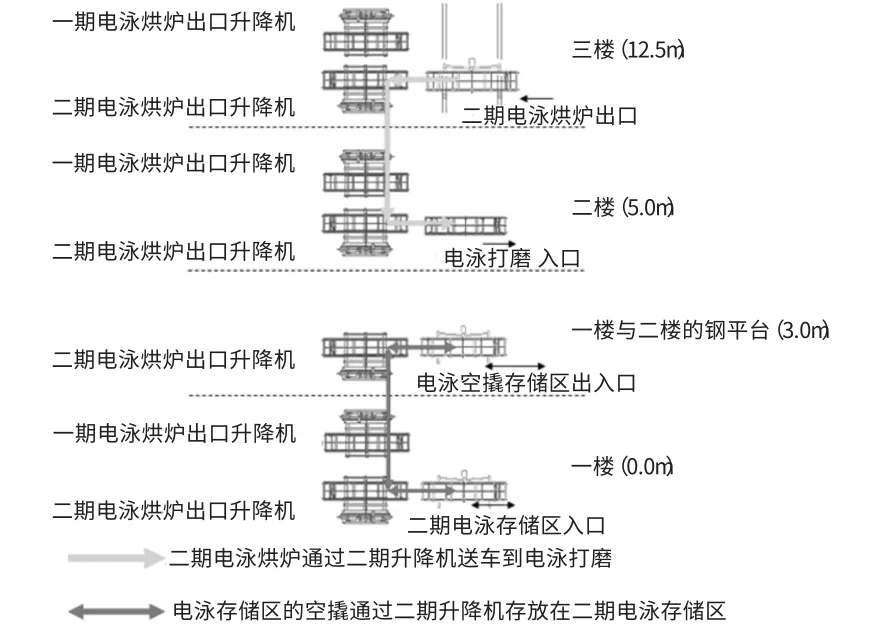
圖1 電泳存儲區改進示意圖
4 結束語
通過以上論述以及圖解我們不難看出,這一改進可操作性更加靈活,功能也更豐富,達到二期產能提升的需求,我們有效合理地利用了在現有的條件,打破常規的模式,節約了空間成本,解決了場地擴建的困難,又能滿足生產需求。
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
