嵌入式超聲振動(dòng)擠壓加工裝備數(shù)控系統(tǒng)的研究與開(kāi)發(fā)
2013-12-10 03:51:00汪幫富
裝備制造技術(shù) 2013年8期
汪幫富,殷 振,謝 鷗
(蘇州科技學(xué)院機(jī)械學(xué)院,江蘇 蘇州215009)
超聲振動(dòng)擠壓(超聲壓光)工藝是在傳統(tǒng)的壓光工藝基礎(chǔ)上發(fā)展起來(lái)的一種新工藝。超聲振動(dòng)擠壓(超聲壓光)加工原理為:在擠壓加工時(shí),工具頭在預(yù)壓彈簧的作用下與工件表面相接觸,在超聲波發(fā)生器的驅(qū)動(dòng)下,工具頭產(chǎn)生縱向超聲振動(dòng),對(duì)旋轉(zhuǎn)工件的表面進(jìn)行光整加工。在工具頭靜壓力和高頻沖擊力的作用下,工件表面的微觀峰谷被壓平,同時(shí)表層金屬產(chǎn)生塑性變形強(qiáng)化,形成壓應(yīng)力,提高了零件表面的耐疲勞強(qiáng)度。與傳統(tǒng)的壓光工藝相比,其具有彈性壓力小、摩擦力小、表面粗糙Ra值進(jìn)一步降低、表面更加平滑、表面耐磨性增加等一系列優(yōu)點(diǎn),因而日益受到人們的重視。
為了充分發(fā)揮超聲振動(dòng)擠壓加工的優(yōu)越性,通過(guò)分析超聲振動(dòng)擠壓加工的控制特點(diǎn),本文提出了一種基于嵌入式技術(shù)來(lái)構(gòu)建超聲振動(dòng)擠壓加工數(shù)控系統(tǒng)的設(shè)計(jì)方案。此系統(tǒng)總體性能穩(wěn)定,開(kāi)發(fā)成本低,具有強(qiáng)實(shí)時(shí)性,符合開(kāi)放式數(shù)控系統(tǒng)的發(fā)展方向,具有很強(qiáng)的市場(chǎng)競(jìng)爭(zhēng)力和廣泛的應(yīng)用前景。
1 總體方案設(shè)計(jì)
數(shù)控超聲振動(dòng)擠壓加工機(jī)床的機(jī)械結(jié)構(gòu)用臥式結(jié)構(gòu),機(jī)械結(jié)構(gòu)類(lèi)似臥式車(chē)床,與車(chē)床最大區(qū)別在于刀架備置不是刀具,而是超聲振動(dòng)擠壓加工系統(tǒng),如圖1所示。主軸控制接口連接數(shù)控系統(tǒng)與主軸驅(qū)動(dòng)單元,其包含兩個(gè)部分:主軸速度控制輸出和超聲波發(fā)生器的控制輸出。由于超聲振動(dòng)擠壓的數(shù)控系統(tǒng)本身的特點(diǎn)要求,系統(tǒng)伺服電機(jī)選用Panasonic MSDA043A1A交流伺服電機(jī)和驅(qū)動(dòng)器,而整個(gè)機(jī)器的傳動(dòng)和導(dǎo)向機(jī)構(gòu)則采用日本THK精密的滾珠絲杠和直線導(dǎo)軌。上述各功能模塊接口通過(guò)標(biāo)準(zhǔn)總線連接,實(shí)行統(tǒng)一的總線接口規(guī)范。該體系結(jié)構(gòu)中有些功能模塊不是每一個(gè)嵌入式數(shù)控系統(tǒng)都必須的,可根據(jù)具體要求裁減。
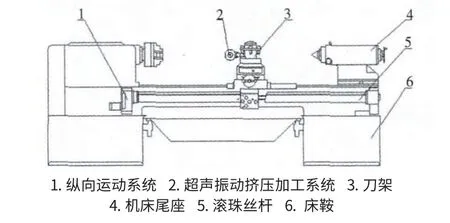
圖1 超聲振動(dòng)擠壓加工系統(tǒng)機(jī)床本體結(jié)構(gòu)示意圖
在嵌入式超聲擠壓數(shù)控裝置的設(shè)計(jì)過(guò)程中,超聲振動(dòng)擠壓裝置是實(shí)現(xiàn)超聲加工的關(guān)鍵部件。超聲振動(dòng)擠壓裝置的整體結(jié)構(gòu)(如圖2所示),其由超聲波電源、壓力顯示器、測(cè)力系統(tǒng)、支撐部件、滾珠保持架和超聲主軸等組成,其中包括工具頭、超聲振子、主軸套筒、前后蓋等部件。
2 基于嵌入式技術(shù)的數(shù)控硬件平臺(tái)的設(shè)計(jì)
在嵌入式微處理器中,ARM占據(jù)十分重要的位置,ARM內(nèi)核處理器具有高性能、低功耗、低成本、低開(kāi)發(fā)難度等一系列優(yōu)點(diǎn),是測(cè)控系統(tǒng)由8位機(jī)升級(jí)到32位機(jī)的理想選擇。在本次設(shè)計(jì)中,以嵌入式數(shù)控系統(tǒng)作為數(shù)控機(jī)床的控制核心,由硬件層、操作系統(tǒng)層及軟件層三個(gè)層次構(gòu)成。硬件以ARM處理器和復(fù)雜可編程邏輯器件CPLD為核心,并配以系統(tǒng)所需的外圍模塊組成完整的硬件平臺(tái);軟件以μC/OS-Ⅱ?yàn)閮?nèi)核來(lái)構(gòu)建實(shí)時(shí)嵌入式操作系統(tǒng),并開(kāi)發(fā)系統(tǒng)所需的底層驅(qū)動(dòng)和應(yīng)用軟件;采用μC/OS-Ⅱ使得嵌入式數(shù)控系統(tǒng)的控制軟件劃分明確、模塊化,并且使系統(tǒng)具有多任務(wù)處理能力及良好的實(shí)時(shí)性。軟件層主要是數(shù)控系統(tǒng)匹配軟件,包括設(shè)備驅(qū)動(dòng)程序、相關(guān)的API函數(shù)、數(shù)控各任務(wù)模塊等。
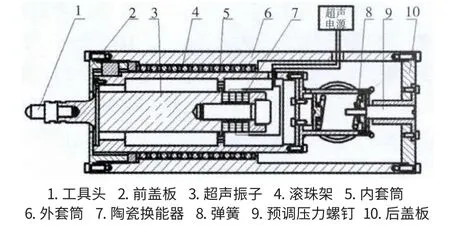
圖2 超聲振動(dòng)擠壓裝置的總體結(jié)構(gòu)圖
2.1 嵌入式數(shù)控系統(tǒng)的硬件組成
嵌入式微處理器選用ARM7系列的、恩智浦半導(dǎo)體(NXP)公司的LPC2220芯片,其是32位的高性能、低成本的嵌入式RISC微處理器,具有數(shù)據(jù)處理能力強(qiáng),穩(wěn)定可靠,可支持操作系統(tǒng),低功耗和低成本的特點(diǎn)。在嵌入式數(shù)控系統(tǒng)中主要負(fù)責(zé)數(shù)據(jù)處理、運(yùn)算和對(duì)外設(shè)(LCD、RAM、FLASH、鍵盤(pán)等)的控制等管理調(diào)度部分;大規(guī)模可編程邏輯控制器件CPLD主要用在較短的時(shí)間內(nèi)完成復(fù)雜的運(yùn)動(dòng)控制、碼盤(pán)反饋和實(shí)現(xiàn)I/O控制等。系統(tǒng)硬件結(jié)構(gòu)如圖3所示。
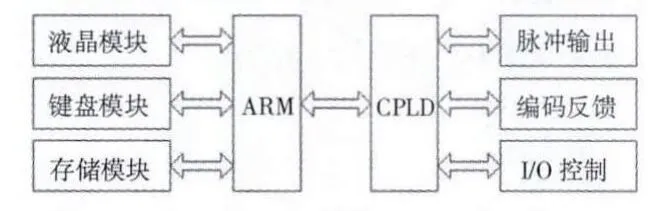
圖3 嵌入式數(shù)控硬件結(jié)構(gòu)圖
2.2 嵌入式數(shù)控系統(tǒng)軟件的結(jié)構(gòu)
嵌入式數(shù)控系統(tǒng)軟件由嵌入式實(shí)時(shí)多任務(wù)操作系統(tǒng)μC/OS-Ⅱ及其相應(yīng)的應(yīng)用軟件組成。μC/OS-Ⅱ?qū)崟r(shí)操作系統(tǒng)支持多任務(wù)管理,采用基于占先式的實(shí)時(shí)內(nèi)核,可以把任務(wù)的調(diào)度時(shí)間控制在毫秒級(jí)內(nèi),滿足系統(tǒng)實(shí)時(shí)性的要求。但μC/OS-Ⅱ僅提供了一個(gè)任務(wù)調(diào)度的實(shí)時(shí)內(nèi)核,沒(méi)有提供相應(yīng)的標(biāo)準(zhǔn)API函數(shù),因而需要自行開(kāi)發(fā)一系列與系統(tǒng)運(yùn)行相關(guān)的設(shè)備驅(qū)動(dòng)程序、API函數(shù)以及應(yīng)用軟件。數(shù)控系統(tǒng)按功能可劃分為以下五個(gè)模塊:
(1)人機(jī)界面管理模塊。人機(jī)界面管理模塊主要實(shí)現(xiàn)人機(jī)交互,為數(shù)控超聲振動(dòng)擠壓機(jī)的工作提供所需的數(shù)據(jù)和信息,反饋機(jī)床的運(yùn)行狀態(tài),監(jiān)控整個(gè)加工過(guò)程。
(2)邏輯處理模塊。本方案中對(duì)機(jī)床開(kāi)關(guān)量的控制是通過(guò)在ARM處理器上運(yùn)行軟PLC程序來(lái)實(shí)現(xiàn)的。
(3)運(yùn)動(dòng)位置控制模塊。運(yùn)動(dòng)位置控制主要是對(duì)機(jī)床位移、速度、加速度的控制。本系統(tǒng)位置執(zhí)行部件用的是交流伺服電機(jī)/驅(qū)動(dòng)器,采用位置控制方式,ARM處理器經(jīng)插補(bǔ)運(yùn)算后的數(shù)據(jù)轉(zhuǎn)化為指令脈沖信號(hào),實(shí)時(shí)發(fā)出的脈沖與方向信號(hào)分別輸出至驅(qū)動(dòng)器。微處理器的輸出口通過(guò)中間電路控制驅(qū)動(dòng)器的伺服ON接通,而輸入口也通過(guò)中間電路讀入驅(qū)動(dòng)器輸出的伺服信號(hào)。
(4)主軸控制模塊。主軸控制模塊主要就是控制主軸伺服電機(jī)和超聲波發(fā)生器。
(5)數(shù)據(jù)處理模塊。該模塊主要根據(jù)輸入的數(shù)控加工程序的語(yǔ)法規(guī)則對(duì)用戶(hù)編寫(xiě)的零件程序進(jìn)行語(yǔ)法、語(yǔ)義檢查,并進(jìn)行譯碼工作,將零件程序以程序段為單位進(jìn)行處理,把其中各種零件輪廓信息、加工信息和其他輔助信息按照一定的語(yǔ)法規(guī)則解釋成計(jì)算機(jī)能夠識(shí)別的數(shù)據(jù)形式,并以一定的數(shù)據(jù)格式存放在指定的緩沖區(qū)中,等待其它模塊的調(diào)用。
2.3 嵌入式數(shù)控系統(tǒng)的調(diào)試
軟件調(diào)試是系統(tǒng)中相當(dāng)重要的步驟,調(diào)試的過(guò)程是一個(gè)較為艱辛的過(guò)程,它往往占用整個(gè)項(xiàng)目約60%的開(kāi)發(fā)周期。嵌入式數(shù)控系統(tǒng)的調(diào)試可分為模塊調(diào)試和系統(tǒng)聯(lián)調(diào)。
在本系統(tǒng)中,系統(tǒng)的模塊調(diào)試主要通過(guò)串口打印。打印調(diào)試的優(yōu)點(diǎn)是軟件開(kāi)發(fā)人員不需要中斷程序的運(yùn)行即可跟蹤程序,了解程序的執(zhí)行結(jié)果和狀態(tài),是程序調(diào)試過(guò)程中的一種常用調(diào)試方法。為了方便打印調(diào)試的開(kāi)啟和關(guān)閉,本系統(tǒng)中在系統(tǒng)頭文件中定義如下宏:
#undef DEBUG
//#define DEBUG
#ifdef DEBUG
#define UARTINTF(x...)PrintString("lathe:"##x)
#else
#define UARTINTF(x...)
#endif
當(dāng)系統(tǒng)需要跟蹤調(diào)試時(shí)使用#define DEBUG語(yǔ)句預(yù)定義DEBUG,當(dāng)系統(tǒng)不需要跟蹤調(diào)試時(shí)使用#undef DEBUG語(yǔ)句去掉對(duì)DEBUG的定義。這樣就實(shí)現(xiàn)了對(duì)跟蹤調(diào)試的開(kāi)關(guān)控制[4]。其調(diào)試的原理如圖4所示。
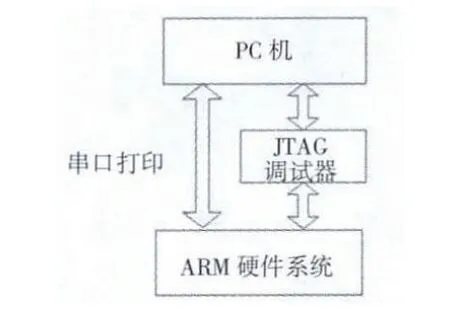
圖4 系統(tǒng)的打印調(diào)試原理
在各個(gè)功能模塊單獨(dú)調(diào)試完畢后,便進(jìn)入系統(tǒng)聯(lián)調(diào)的階段。這一調(diào)試階段的主要目的是將各個(gè)獨(dú)立的功能模塊整合起來(lái),形成有機(jī)整體的數(shù)控系統(tǒng)。
由于系統(tǒng)結(jié)構(gòu)復(fù)雜、功能較多,雖然各功能模塊先前已經(jīng)調(diào)試通過(guò),但在聯(lián)調(diào)過(guò)程中也不可避免地出現(xiàn)其它的問(wèn)題,如各模塊優(yōu)先級(jí)分配不當(dāng)、CPLD數(shù)據(jù)不能及時(shí)處理等,以下舉例說(shuō)明一些調(diào)試過(guò)程中需要注意的問(wèn)題:
(1)在系統(tǒng)聯(lián)調(diào)階段,應(yīng)該規(guī)劃好各模塊間的信號(hào)量的使用和數(shù)據(jù)規(guī)模的大小。由于各個(gè)模塊在單獨(dú)調(diào)試的過(guò)程中,不會(huì)出現(xiàn)長(zhǎng)時(shí)間等待數(shù)據(jù)的問(wèn)題,而在系統(tǒng)聯(lián)調(diào)中,各模塊處于相互依賴(lài)甚至互鎖的關(guān)系,這個(gè)時(shí)候容易造成系統(tǒng)死機(jī)現(xiàn)象。這要求在調(diào)試前應(yīng)該規(guī)劃好各模塊間數(shù)據(jù)的流向和信號(hào)量的傳遞,以保證整個(gè)系統(tǒng)的順暢運(yùn)行。
(2)各模塊之間具有相關(guān)性。要注意優(yōu)先級(jí)和運(yùn)行周期的合理分配。系統(tǒng)各模塊都是實(shí)時(shí)性的,同時(shí)各模塊間又相互依賴(lài)。模塊之間通常也不是完全獨(dú)立的,一般存在時(shí)序約束、資源約束等約束關(guān)系。要保證加工過(guò)程的順利進(jìn)行,防止在加工過(guò)程中出現(xiàn)停機(jī)現(xiàn)象,應(yīng)合理分配各模塊的優(yōu)先級(jí),同時(shí)根據(jù)各模塊的任務(wù)量和插補(bǔ)周期分配好各周期任務(wù)的運(yùn)行周期。
(3)在同精插補(bǔ)器的硬件聯(lián)調(diào)過(guò)程中,通過(guò)ARM外部總線傳遞和接收數(shù)據(jù)時(shí),容易出現(xiàn)數(shù)據(jù)讀不到或數(shù)據(jù)無(wú)法傳下去的問(wèn)題。這時(shí),需要對(duì)軟件中使用的端口操作函數(shù)進(jìn)行修改。同時(shí)還要對(duì)精插補(bǔ)器CPLD中的程序進(jìn)行修改。此時(shí)可利用示波器對(duì)精插補(bǔ)器和ARM總線上各信號(hào)進(jìn)行測(cè)量,以保證數(shù)據(jù)的正確性。
經(jīng)過(guò)反復(fù)多次的調(diào)試,基于ARM的運(yùn)動(dòng)控制系統(tǒng)硬件工作正常,多任務(wù)劃分較為合理,運(yùn)行穩(wěn)定可靠,達(dá)到預(yù)期的要求。
3 結(jié)束語(yǔ)
總而言之,ARM微處理器是一個(gè)綜合處理器,使用單一的處理器內(nèi)核就可以實(shí)現(xiàn)數(shù)控系統(tǒng)所需要的大部分功能,極大地減小了總體芯片的面積和系統(tǒng)的復(fù)雜程度。由ARM微處理器和u C/OS-II為操作系統(tǒng)構(gòu)成的嵌入式系統(tǒng),以LCD顯示器進(jìn)行顯示,并配有輸入鍵盤(pán)、程序存儲(chǔ)器、數(shù)據(jù)存儲(chǔ)器以及多種數(shù)據(jù)通訊接口,具有控制精度高,成本低,體積小,界面友好,易于擴(kuò)展和升級(jí)等特點(diǎn),是傳統(tǒng)機(jī)床的數(shù)控化改造和經(jīng)濟(jì)型數(shù)控機(jī)床的升級(jí)開(kāi)發(fā)的理想選擇。本文的創(chuàng)新之處就是設(shè)計(jì)了一個(gè)基于PLC2100的嵌入式超聲振動(dòng)擠壓加工數(shù)控系統(tǒng),為傳統(tǒng)機(jī)床的數(shù)控化改造和經(jīng)濟(jì)型數(shù)控機(jī)床升級(jí)開(kāi)發(fā)提供了一種可行而實(shí)用的設(shè)計(jì)思路。
[1]限部淳一郎.精密加工一振動(dòng)切削基礎(chǔ)和應(yīng)用[M].北京:機(jī)械工業(yè)出版社,1985.
[2]李 華,陸 瑛,孟 逵.超聲振動(dòng)擠壓加工系統(tǒng)的優(yōu)化設(shè)計(jì)[J].制造技術(shù)與機(jī)床,1999(3):32-34.
[3]謝 鷗,李 華,殷 振,等.基于ARM的嵌入式超聲振動(dòng)內(nèi)圓磨削數(shù)控系統(tǒng)研究[J].制造技術(shù)與機(jī)床,2010(6):36-39.
猜你喜歡
科學(xué)大眾(2023年17期)2023-10-26 07:39:14
天天愛(ài)科學(xué)(2020年6期)2020-09-10 07:22:44
電子制作(2018年12期)2018-08-01 00:47:44
鐵道通信信號(hào)(2018年2期)2018-04-18 12:18:23
數(shù)學(xué)物理學(xué)報(bào)(2017年6期)2018-01-22 02:26:40
制造技術(shù)與機(jī)床(2017年6期)2018-01-19 02:41:21
電子制作(2017年19期)2017-02-02 07:08:38
電鍍與環(huán)保(2016年3期)2017-01-20 08:15:32
當(dāng)代化工研究(2016年6期)2016-03-20 16:21:46
計(jì)算物理(2014年2期)2014-03-11 17:01:44