D H 90型空壓機振動高的原因分析及處理
2013-12-06 09:28:54王延召趙健信
冶金動力 2013年9期
王 帥,蘆 川,王延召,趙健信
(安陽鋼鐵股份有限公司制氧廠,河南安陽 455004)
1 引言
安陽鋼鐵股份有限公司制氧廠2#14000空壓機由沈陽鼓風機廠生產,型號:D H-90,排氣量73000m3/h,為單進氣、雙軸、齒輪式、四級等溫離心式壓縮機。由型號為T 7200-4/1430的電動機為其供能,通過齒式聯軸器驅動增速器大齒輪,大齒輪驅動兩側平行配置的呈H型布置的兩個從動小齒輪軸,轉速(低速軸/高速軸)為:7142/9090r/m i n,一、二級葉輪和三、四級葉輪分別由兩個小齒輪帶動,每級葉輪在水平和垂直方向上各有一個測振點,四個葉輪分別對氣體做功,氣體經擴壓流動后壓力和溫度均得到升高;同時氣體在三個中間冷卻器中進行冷卻,以期最大限度達到等溫壓縮。機組結構圖如圖1所示。
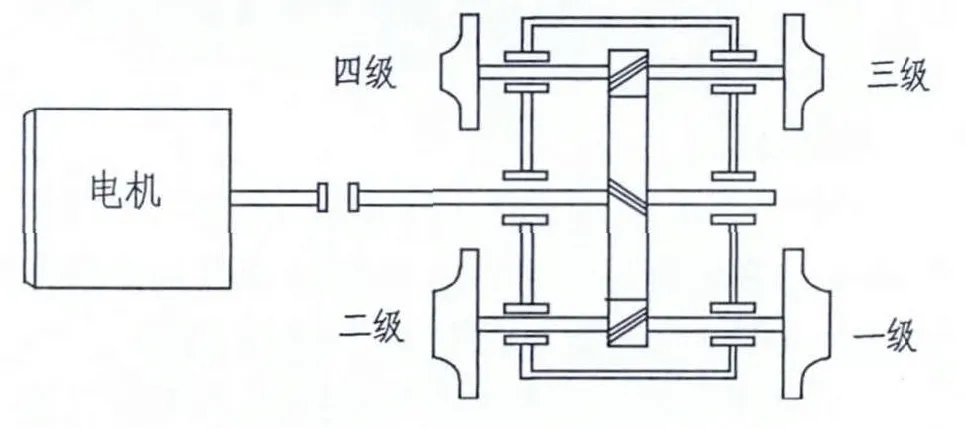
圖1 空壓機結構圖
2 故障現象
此臺空壓機自2001年投產以來運行基本正常,從2011年7月25日開始,三四級振動值不斷升高,尤其是三四級水平方向的振動逐漸超過設計停車值。但因當時公司生產需要,不能臨時停車檢修,經廠專題會議討論,決定暫時把振動聯鎖停車值調高到90μm,維持生產正常,如果期間四個振動值都超出了設計停車值,就必須停車檢修。這種狀態一直持續到9月12日停車檢修。期間振動值變化情況如表1所示。
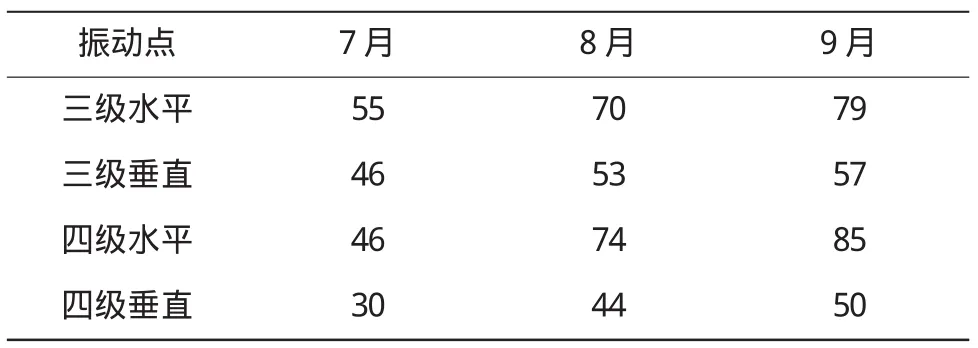
表1 振動值變化表 μm
3 原因查找
根據我廠實際情況和對本臺設備的長期監測,對下列可能引起本臺設備振動高的原因進行了分析和排查。
3.1 壓縮機與電機軸對中
壓縮機與電機軸對中不好是導致機組振動增大的直接原因,為了確保聯軸器對中良好,用激光對中儀檢查了電機與壓縮機的對中情況,結果在常溫20℃左右的情況下,發現壓縮機與空壓機對中情況沒有問題,所以對中問題不是造成本臺設備振動大的主要原因。本次對中數據和標準數據如表2所示。
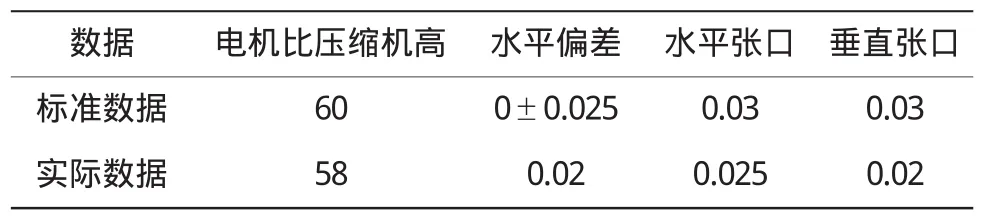
表2 對中數據對比表 m m
3.2 中間冷卻器析出的冷凝水
D H 90型空壓機為等溫型空氣壓縮機,要求各級的進口溫度接近常溫,這樣能提高壓縮機的空氣流量。為了把高溫氣體冷卻到常溫,在一、二、三級的排氣口各安裝一臺水冷卻器。高溫氣體在冷卻過程中,會產生冷凝水,可以通過疏水閥排除,但中間冷卻器的排水方式不當或排水不及時,將會造成冷凝水積聚,積水在冷卻器內增多后容易被氣流夾帶而對葉輪產生沖刷,也會加大機器振動。
檢修中把機組級間換熱器的排凝口加大,排凝管線改為不銹鋼管線,確保級間換熱器不會因排凝管線堵塞造成液擊。通過采取上述改造措施后,葉輪的沖刷現象從根本上得到了解決。
處理后,果然起到了一定的效果。三四級振動有所下降,調整后的振動數據如表3。
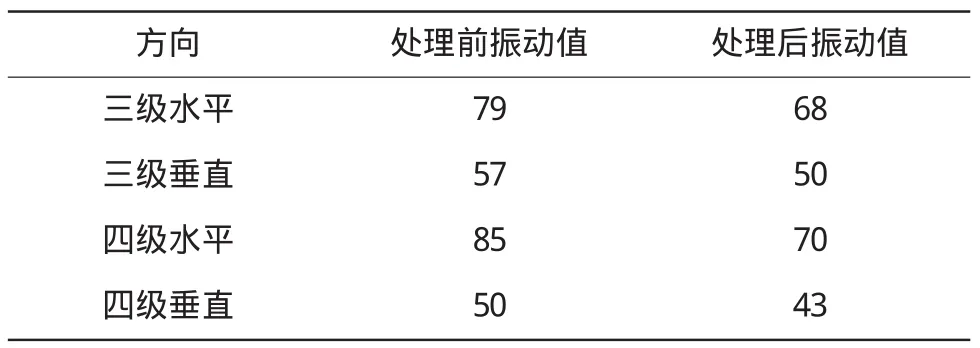
表3 冷卻器處理前后振動值對比表 μm
經過調整,振動值平均下調10μm。但調整后的數值仍然達不到要求,所以中間冷卻器析出的冷凝水不是主要原因。
3.3 轉子的動平衡故障
由于我廠周圍環境較差,空氣中的灰塵較多,設備經過長時間運行后,葉輪上會有一層較厚的積灰,影響轉子動平衡。于是在設備拆卸后,對三四級轉子做了動平衡試驗,最終不平衡量為280m g,小于標準值430m g。從而排除了轉子動平衡故障引起本臺設備振動的因素。
3.4 齒輪副嚙合精度差
齒輪傳動要保證齒面有一定的接觸面積和正確的接觸位置,如果齒側間隙過大或過小都將增加附加載荷,增加齒輪傳動的磨損,從而導致振動增大。而輪齒接觸面積不正確,也會造成局部應力集中,加速輪齒磨損,導致振動增大。本次設備停車后,首先用打表法對齒側間隙進行了檢查,齒側間隙0.65 m m,在正常范圍(0.51m m~0.84m m)之間,然后用涂色法檢查了齒輪嚙合跡線,嚙合跡線沿齒寬方向均勻分布且接觸面積大于標準(80%)。說明齒輪嚙合精度差也不是引起本臺設備振動大的主要因素。
3.5 軸瓦與軸頸的配合
軸瓦與轉子的配合情況是影響機組穩定運行的重要原因,軸瓦與軸頸不能均勻接觸以及軸瓦間隙過大和緊力過小都會導致軸承振動升高。我廠D H-90型空壓機軸承為剖分式可傾瓦軸承,其中上瓦2個瓦塊,下瓦3個瓦塊,共5個瓦塊。軸瓦示意圖如圖2。在檢查三四級軸瓦與軸徑的配合情況情況時發現三級軸承下瓦側面標號為5的瓦塊的厚度要比四級軸承相對應的瓦塊厚度大出0.08m m,高于標準要求0.02m m,這樣轉子在運轉中,轉子兩端水平方向的受力不均勻,直接導致了轉子的振動增大,所以軸瓦與軸頸的配合應該是引起本臺設備振動的主要因素。

圖2 空壓機軸瓦分布示意圖
3.6 潤滑油油質變差
油質不好很容易導致軸瓦積碳,從而導致軸瓦所形成的油膜不理想,使振動逐漸增加。由于該潤滑油運行一年多未更換,經檢查發現潤滑油油質變差,各種理化指標已經有所改變,設備檢修時也發現軸瓦上有黑色積碳,所以潤滑油質差也應該是導致本套設備振動大的要因。
4 處理經過
經過分析,確定了轉子與軸瓦配合不當和潤滑油油脂變差為引起空壓機三四級振動高的主要原因。2011年9月對以上兩個原因進行了處理。
(1)將三級軸承厚度大的瓦塊拆下,從備件瓦塊中選擇一個厚度與四級對應瓦塊接近的瓦塊,由于備件瓦塊仍然比四級對應瓦塊厚0.03m m,仍然高于標準要求0.02m m,于是將備件瓦塊放在細砂紙上,對其瓦背打磨,使其與四級對應瓦塊厚度差降至0.02m m后回裝,回裝后對軸瓦間隙和緊力重新進行了檢測,以保證兩副軸瓦與主軸配合良好。
(2)為了保證設備潤滑系統的清潔,在軸承和油管進油箱前法蘭處用120目~200目的不銹鋼網對潤滑系統內雜質進行了過濾,然后將潤滑油全部更換為新油。
5 處理結果
經過處理,9月22日順利開車,開車后振動值一直比較正常。檢修前后振動數據如表4所示。
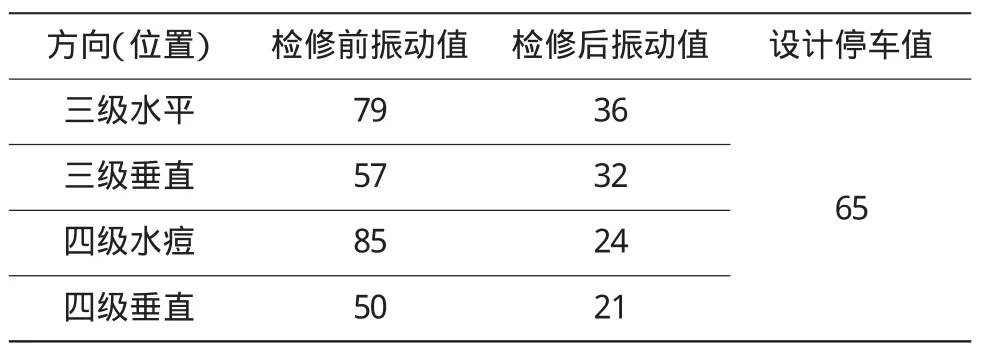
表4 檢修前后空壓機三四級振動對比表 μm
6 結束語
對本臺設備振動原因進行分析和對癥處理后,從表4可以看出,此空壓機三四級振動明顯下降,且振動值遠低于設計停車值,為機組安全運行提供了有力保障。本次檢修也為此型號空壓機的同類故障提供了一定的借鑒。
[1]金鎖英等.空分裝置空壓機振動及故障診斷[J].通用機械,2004(5):67-69.
[2]廖伯瑜.機械故障診斷基礎[M].北京:冶金工業出版社,2003.
[3]于濤.空分裝置空壓機振動監測及故障診斷[J].煉油技術與工程,2005(12):36-39.
[4]王江萍.機械設備故障診斷技術及應用[M].西安:西北工業大學出版社,2001.
[5]王瑾輝等.D H 90空壓機振動的原因分析與對策[J].武漢科技大學學報,2006(2):183-185.
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
中國特種設備安全(2022年6期)2022-09-20 02:52:28
艦船科學技術(2022年8期)2022-06-05 07:36:28
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00