連鑄式液態電渣澆注圓錠表面質量的影響因素
2013-11-28 02:30:02姜周華臧喜民董艷伍
材料與冶金學報 2013年3期
鄧 鑫,姜周華,臧喜民,董艷伍
(東北大學 材料與冶金學院,沈陽 110004)
東北大學鋼鐵冶金研究所采用中間包加熱、導電結晶器[1~3]、低頻電源、鋼水小流量控制、渣-金界面控制等技術,在國內首次成功開發了“連鑄式液態電渣”新技術,該技術特征是去除傳統電渣重熔工藝流程中自耗電極的鑄造和準備工序,并通過改變渣池中溫度分布使澆注速度比傳統電渣自耗電極熔速提高5~10倍、電耗大幅度降低,克服了傳統電渣重熔過程中“工藝流程長、生產效率低、生產成本高”的缺點.其原理如圖1所示.
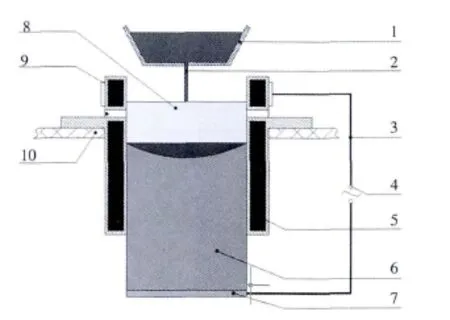
圖1 連鑄式液態電渣原理Fig.1 Principle of ESCCLM
嚴格控制連鑄式液態電渣澆注[4]圓錠的表面質量,消除鑄錠表面皺褶、重皮以及裂紋等現象的發生,可以減少下一道工序的修磨處理,對提高產品成材率和鑄錠的內部質量都有很好的促進作用.
1 鋼水澆注溫度的影響
實驗鋼種為45#鋼(成分見表1),液態電渣錠的截面直徑為1 000 mm.

表1 實驗鋼種的化學成分(質量分數)Table 1 Chemical compositions of test steels(mass fraction)%
在相同渣系與渣量、以及相同供電制度的條件下,進行連鑄式液態電渣澆注實驗時,澆注溫度分別為1 576℃和1 606℃時的鋼錠表面質量如圖2中(a)和(b)所示.從圖2不難看出,當鋼水澆注溫度在1 576℃時,鑄錠成型不夠飽滿,表面皺褶的現象較為嚴重;當鋼水澆注溫度達到1 606℃時,鑄錠表面非常光潔.可見,1 606℃的鋼水澆注溫度可以使鋼水和熔渣的流動性大大提高,金屬熔池上部圓柱形段的深度增加,從而使熔渣在鋼水中可以獲得充分的上浮時間,消除了鑄錠表面以及內部夾渣的現象,這些都有利于得到光潔的鑄錠表面質量.
2 供電制度的影響
2.1 導電結晶器的作用
熔煉電流通過導電結晶器將電源、渣池、金屬熔池[5]和鋼錠構成供電回路,解決鋼水在熔池中熱量分布不均勻的問題,增加渣池邊緣的溫度,有利于金屬熔池上部圓柱段的形成,并可以有效控制其圓柱段深度 Hms≥10 mm[6],以保證鋼錠的表面光潔,如圖3所示.
2.2 電流和電壓
借用傳統電渣的實踐經驗與定性結論,一般認為電流和電壓增高,熔渣溫度隨之升高[7],渣皮變薄使得鋼錠表面成型飽滿.
在工業實驗中采用不同的供電制度生產同一支鋼錠時,當熔煉電壓分別為73 V和80 V,熔煉電流為18 kA時鑄錠的表面質量如圖4所示,隨著熔煉電壓從73 V提高到80 V,鑄錠表面的渣溝深度也隨之逐漸變淺,可見提高熔煉電壓對鑄錠表面質量的改善是非常必要的.
3 專用預熔渣的影響
本實驗采用的專用預熔渣既起到精煉的功能又起到潤滑的作用[8],其強度較高,能夠滿足連續抽錠的需要.該預熔渣的熔點低,黏度隨溫度變化較小,電導率也比較低.在配合提高熔煉電壓之后,鋼錠的表面質量得到較好的改善.
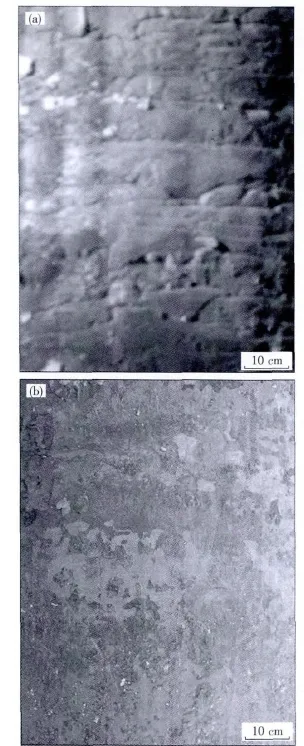
圖2 不同澆注溫度下鋼錠的表面質量Fig.2 Surface quality of ingot with different casting temperature
4 二次冷卻的影響
二次冷卻的控制是連鑄式液態電渣鑄錠質量控制的關鍵之一.在二次冷卻區域冷卻量過強或過弱都會對鋼錠的表面質量有影響,弱冷會導致鋼錠表面溫度高,氧化鐵皮生成加速,促使殘余元素(Cu、Sn)沿晶界富集形成表面裂紋.強冷會導致鑄錠表面溫度大大降低,加大了坯殼的溫度梯度,促使微量元素(Al、Nb、B…)沿晶界沉淀,增加了裂紋的敏感性[9].
因此,二次冷卻量的控制要保持均勻、穩定、適量的狀態.在實驗中由于二次冷卻區域非常不均勻造成鑄錠表面產生裂紋,如圖5所示.
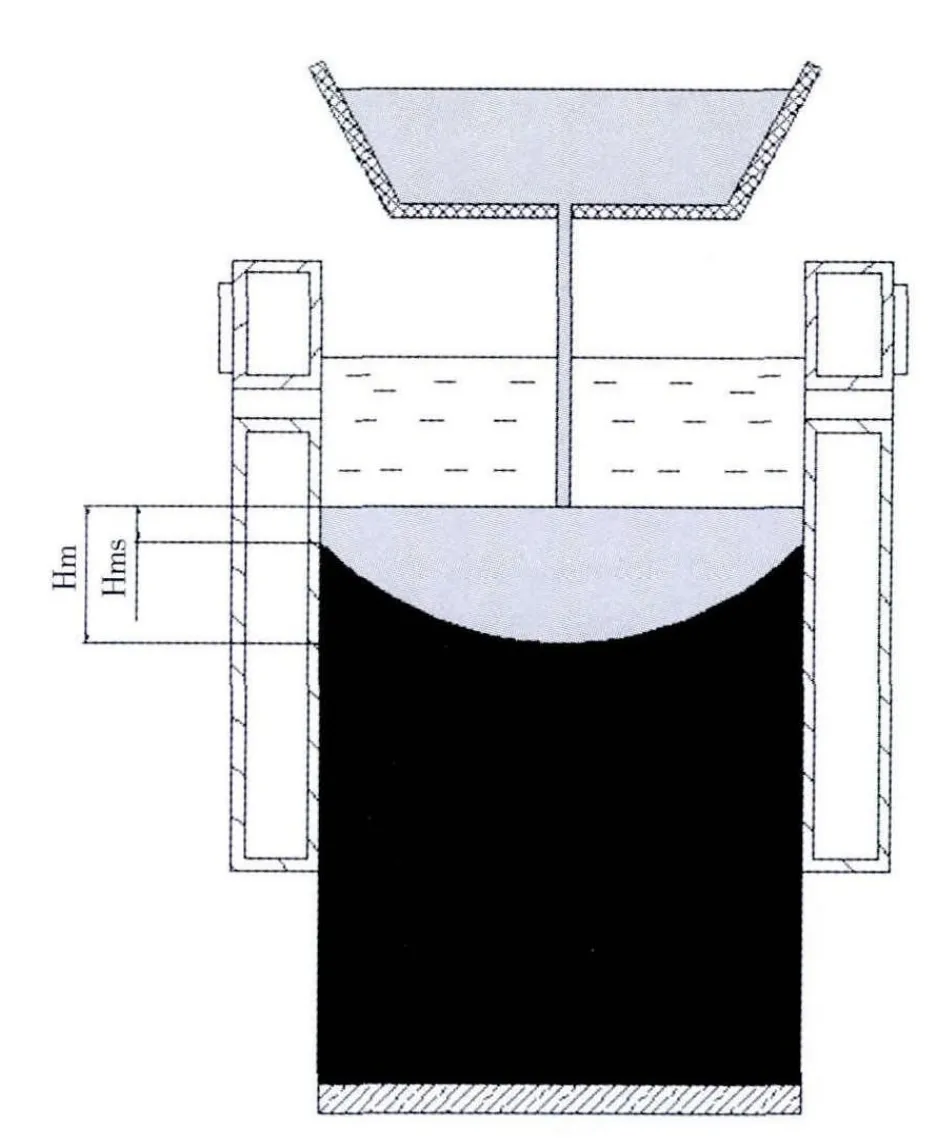
圖3 ESCC鑄錠金屬熔池形狀示意圖Fig.3 Shape sketch of metal pool in ESCC ingot
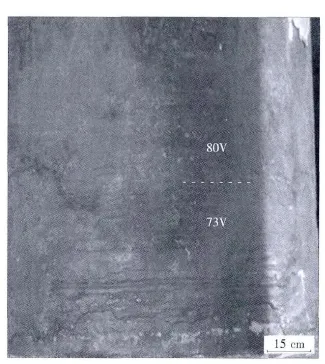
圖4 不同電壓下鋼錠的表面質量Fig.4 Surface quality of ingot with different voltage
5 抽錠速度的影響
在實驗中抽錠速度變化幅度過大對鋼錠表面質量的影響較大,抽速過快會有漏渣、漏鋼的風險;抽速過慢會產生渣皮過厚、表面皺褶等現象.從目前實驗結果來看,在穩定控制渣-金界面的前提下,抽錠速度始終保持在8~10 mm/min的范圍內有利于鑄錠表面質量的控制.
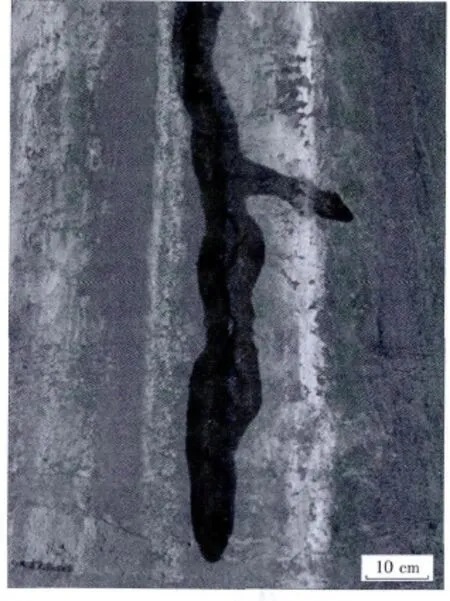
圖5 鋼錠表面裂紋Fig.5 Crack surface of ingot
6 結論
(1)鋼水的澆注溫度對鑄錠表面質量影響很大,采用1 606℃的鋼水澆注溫度所生產的鑄錠表面非常光潔.
(2)采用高電壓,穩定的熔煉電流有利于改善鑄錠表面質量.
(3)在連續抽錠的澆注過程中,采用強度較高、熔點低、黏度隨溫度變化小、電導率較低的專用預熔渣,對于鑄錠的表面質量控制是很有必要的.
(4)均勻穩定、適量的二次冷卻控制可以減少鋼錠表面裂紋的發生.
(5)保持抽錠速度在8~10 mm/min的范圍內有利于鑄錠表面質量的控制.
[1]Holzgruber H,Holzgruber W.ESR development at inteco[C]//Medovar Memorial Symposium.Kiev:E O Paton Electric Welding Institute,2001:41-48.
[2]Holzgruber W,Holzgruber H.Production of high quality billets with the new electroslag rapid remelting process[J].MPT International,1996,19(5):48 -50.
[3] Medovar L B,Tsykulenko A K,Saenko V Ya,et al.New electroslag technologies [C]//Medovar Memorial Symposium.Kiev:E O Paton Electric Welding Institute,2001:49-60.
[4]徐衛國,傅杰,王玉剛,等.感應電渣離心澆鑄技術的應用[J].特殊鋼,1995,16(5):42-44.
(Xu Weiguo,Fu Jie,Wang Yugang,et al.Application of centrifugal electroslag induction casting technology[J].Special Steel,1995,16(5):42 -44.)
[5]陳希春,馮滌,傅杰,等.電渣冶金的最新進展[J].鋼鐵研究學報,2003,15(2):63-67.
(Chen Xichun,Feng Di,Fu Jie,et al.Recent development of electroslag metallurgy[J].Journal of Iron and Steel Research,2003,15(2):63 -67.)
[6]姜周華.電渣冶金的物理化學及冶金現象[M].沈陽:東北大學出版社,2000:67.
(Jiang Zhouhua.The physical chemistry and metallurgical appearanceofelectroslag metallurgy[M]. Shenyang:Northeastern University press,2000:67.)
[7]臧喜民,黃曉穎,姜周華,等.電渣連鑄小方坯表面質量的影響因素[J].特殊鋼,2006,27(5):49-50.
(Zang Ximin,Huang Xiaoying,Jiang Zhouhua,et al.Effect factors on surface quality of electroslag concasting billet[J].Special Steel,2006,27(5):49 -50.)
[8]李正邦.電渣冶金的理論與實踐[M].北京:冶金工業出版社,2010:367.
(Li Zhengbang.Theory and practice of electroslag metallurgy[M].Beijing:Metallurgical Industry Press,2010:367.)
[9]幸偉,羅斌,馬春武,等.二次冷卻對連鑄坯質量的影響[J].鑄造技術,2012,33(1):66-68.
(Xing Wei,Luo Bin,Ma Chunwu,et al.Study on secondary cooling and quality of continuous cast billet[J].Foundry Technology,2012,33(1):66 -68.)