基于FXINPLC控制的軋輥磨床電氣控制系統設計
2013-11-08 03:29:30李煒
天津冶金 2013年2期
李 煒
(天津冶金職業技術學院,天津 300400)
1 引言
在鋼鐵企業中,軋輥磨床用于將軋鋼后的軋輥修磨到所需精度后,再送回軋機反復使用。基于FXINPLC控制的軋輥磨床電氣控制系統,具有自動化、連續化、精度高、故障率低等特點,能夠在很短的時間內將軋輥表面誤差加工到μm級,增加了柔性,大大降低了維護費用,提高了生產效率,采用變頻器提高了軋輥磨床的精度。
2 軋輥磨床對電氣控制系統的要求
依據行星內圓軋輥磨床的工藝及操作要求,整個電氣控制系統分為三大功能。
2.1 調整功能
2.1.1 點動及微動控制方式
點動控制方式是為了精確調整機床的起始工作點而設置的。其中主軸運行、主軸箱升降運動以及工作臺前進、后退運行都采用了這種控制方式。根據磨床加工的實際需求,在點動控制方式中又設置了微動這一特殊功能。在點動控制的硬件條件下,配合PLC的軟件編程來實現微動功能。
2.1.2 自鎖控制方式
行星內圓軋輥磨床電氣控制系統中,砂輪運行、主軸運行、工作臺前進及后退運行也采用了自鎖控制方式。這種控制方式是為了粗調機床的起始工作點而設置的。
2.2 自動功能
為了減輕生產工人的勞動強度,提高行星內圓軋輥磨床的自動化水平,電氣控制部分設置了整個加工過程的自動循環功能。
2.2.1 預置循環數
電氣控制部分設置了一個預置循環數按鈕,在PLC的內部使用了一個計數器。該計數器用來存放通過預置循環數按鈕輸入的實際循環數。同時,選用了一個外部可逆計數器,與PLC的內部計數器同步工作。預置循環數為自動循環的實現做好準備工作。
2.2.2 自動循環
自動循環的工作過程如下:預置循環數后,按自動循環起動按鈕,電氣控制首先啟動砂輪電動機,經過延時后,啟動主軸電動機,再延時,啟動工作臺移動電動機使工作臺以設定的速度前進,經一段時間運行后,碰限位行程開關1,計數器動作,作一次計數,同時工作臺后退,又經一段時間運行后,碰限位行程開關2,計數器動作,又作一次計數,同時工作臺由后退變為前進,即工作臺按照事先設定的循環次數作周而復始的往復運動。
2.3 顯示功能
顯示功能設置的目的是讓操作者和維修人員能夠清晰地了解機床的整個運行狀態,以利于操作者正確的操作及維修人員快速檢修。行星內圓磨床電氣控制系統中,所有的控制動作都設有指示燈顯示。這些動作包括砂輪運行、主軸運行、主軸箱點動、工作臺運行等。外接可逆計數器具有顯示功能,它明確地指示了工作循環的設定次數,以及在自動循環過程中預置數的變化,它指明了具體的工作進程。
3 軋輥磨床電氣控制系統的硬件設計
3.1 PLC 硬件設計
選用性能價格比高的三菱FXIN系列的PLC。根據設計要求,選用FXIN-40MR型PLC。
輸入口設計:砂輪啟動SB0—X0;砂輪停止SB1(常閉)—X1;主軸啟動SB2—X2;主軸停止SB3(常閉)—X3;工作臺前進SB4—X4;工作臺后退SB5—X5;工作臺停止SB6(常閉)—X6;自動模式SB7—X7;自動循環數預置SB8—X10;自動啟動SB9—X11;自動停止SB10(常閉)—X12;主軸點動SB11—X13;工作臺前進點動SB12—X14;工作臺后退點動SB13—X15;主軸箱上升點動SB14—X16;主軸箱下降點動SB15—X17;砂輪電機保護ZB1—X22;主軸電機保護ZB2—X23;工作臺電機保護ZB3—X24;主軸箱電機保護ZB4—X25;紙帶過濾機啟動SB16—X26;紙帶過濾機停止SB17—X27。
輸出口設計:砂輪運行—Y0;主軸運行—Y1;主軸箱升—Y2;主軸箱降—Y3;紙帶過濾機—Y4;報警—Y5;工作臺前進—Y10;工作臺后退—Y11;工作臺點動—Y12;加計數—Y14;減計數—Y15。
輸入口各個停止按鈕設置為常閉點是必要的。如果停止按鈕線脫落,工作前會開不開車,工作中會自動停車。若停止按鈕設置為常開點,就不會有上述功能,遇到緊急情況便停不了車,這是很危險的。
3.2 變頻器設計
考慮到與PLC的配合使用,選用了三菱公司生產的多功能、通用型FR-A500變頻器。調速比可達1:120;柔性PWM,實現更低噪音運行;PID等多種功能適合多種應用場合。變頻器端子接線如圖1所示。STF和JOG同時有效實現正向點動,STR和JOG同時有效實現反向點動。
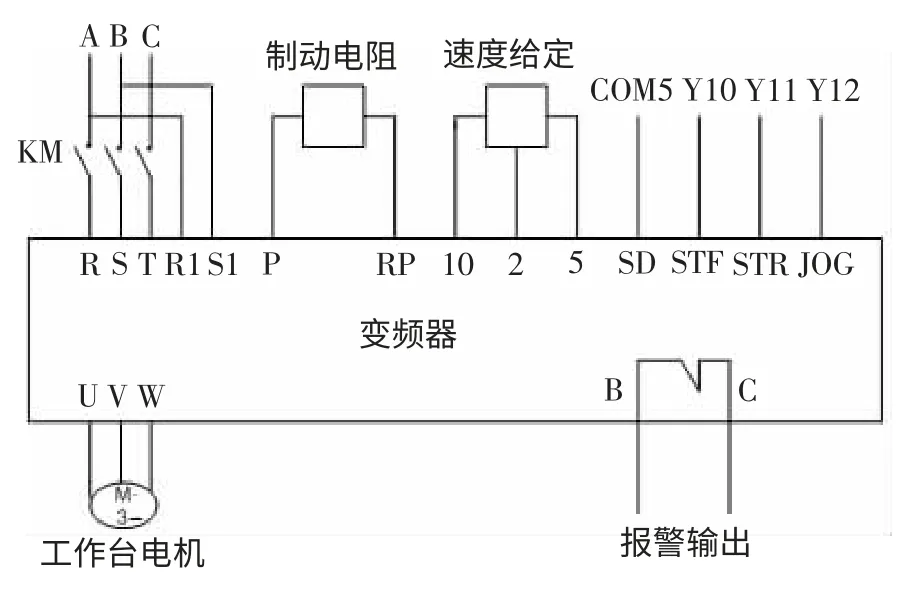
圖1 變頻器接線
3.3 主電路設計
主電路如圖2所示。M1、M2、M3分別為砂輪、冷卻泵、液壓泵電動機。接觸器KM1、KM3、KM5分別控制M1、M2、M3的工頻運行,接觸器KM2、KM4、KM6分別控制M1、M2、M3的變頻運行。
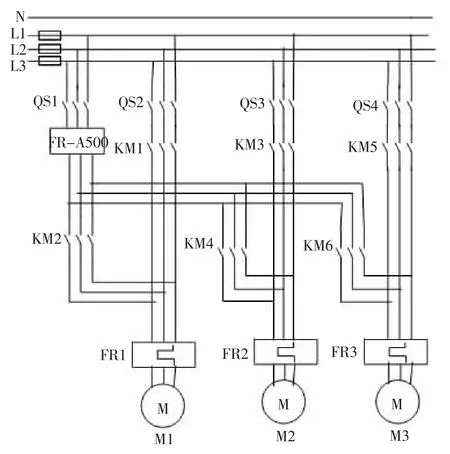
圖2 主電路圖
3.4 控制電路設計
為了保護PLC,PLC輸出端不直接與接觸器連接。在PLC輸出端和交流接觸器之間引入中間繼電器,中間繼電器控制接觸器線圈的得電/失電,控制電機的動作,可延長系統壽命,增強系統可靠性。
4 結束語
基于FXINPLC控制的軋輥磨床電氣控制系統,具有可靠性高、抗干擾能力強、體積小、重量輕、功耗低、維護方便、控制程序可變、使用方便等諸多優點。系統已經運行近一年,與過去同期比較,生產率提高了21.2%,能耗降低12.1%,故障率減少23%,設備維修費用減少了23.8。
[1]謝文和.傳感技術及其應用[M].北京:高等教育出版社,2004:156-164.
[2]王進野.電機拖動與控制[M].2版.天津:天津大學出版社,2011:300-304.
[3]劉沂.電氣控制技術[M].2版.大連:大連理工大學出版社,2008:220-225.