氣動剪板機曲軸斷裂的修復
2013-11-06 03:17:28羅相文
機電工程技術(shù) 2013年4期
關(guān)鍵詞:裂紋
羅相文
(廣東新會中集集裝箱有限公司,廣東江門 529144)
0 前言
筆者公司一臺Q11Q-4*3000型氣動離合剪板機(可剪切板厚≤4mmQ235鋼板)傳動曲軸軸頭發(fā)生斷裂。該剪板機為公司生產(chǎn)集裝箱頂板的主力機床,將嚴重影響到生產(chǎn),需立即對該剪板機曲軸斷裂事故進行原因分析并確定最快的修復方案。

圖1 傳動簡圖
1 問題提出
該氣動離合剪板機是通過氣動離合器實現(xiàn)動力的切斷與傳遞,主要動力傳動路線如下:11 kW電機→皮帶輪→KB0500氣動離合器→小齒輪→大齒輪→曲軸→刀架。該機屬于薄板剪板機,能剪切的載荷較小。當剪板機過載時,氣動離合器摩擦片可打滑,起到過載保護作用。該設(shè)備具有剪板速度快、輕巧的優(yōu)良特點。非常適用于自動化生產(chǎn)線場合。該剪床傳動如圖1所示。
本次斷裂的部位即圖1中的曲軸5左側(cè)軸頭斷裂。曲軸總長度達到3 537 mm,斷裂的實物圖片如圖2、圖3所示。

圖2 曲軸斷裂位置

圖3 曲軸整體
2 曲軸斷裂原因分析
拆卸檢查驅(qū)動曲軸的大齒輪6(圖1示)內(nèi)孔磨損,圖片分析如圖4、圖5所示。
綜合以上信息,曲軸斷裂的原因可推斷為:大齒輪內(nèi)孔磨損后,曲軸與大齒輪內(nèi)孔配合不緊,受力不均,從而產(chǎn)生疲勞裂紋,最終扭轉(zhuǎn)斷裂。

圖4 斷面圖

圖5 斷裂部位
3 維修方案分析比較
針對以上分析結(jié)論,提出以下解決方案[1]。
(1)大齒輪內(nèi)孔維修采用鑲套修復,內(nèi)孔與曲軸采取過渡配合,方便安裝。修復后可避免曲軸受沖擊。較容易,在此不作詳細介紹。
(2)針對曲軸的維修,比較了兩種修復方案。一種方案是采購新的曲軸。但經(jīng)過咨詢廠家,得知生產(chǎn)該設(shè)備的廠家已倒閉,曲軸無圖紙。即便現(xiàn)場測繪了圖紙,加工曲軸的周期也較長(預計20-30天),完全不能滿足公司生產(chǎn)使用需要,會造成生產(chǎn)線全面停產(chǎn)的被動局面。因此否決該方案。另一種方案是鑲軸后焊接修復曲軸,如圖6所示,修復方案順序為:車制軸頭零件→車去曲軸左側(cè)→曲軸左側(cè)上車床鉆孔車牙→軸頭零件旋入原曲軸牙中→手工電弧焊接軸頭零件與曲軸接合部位→車削焊疤、校準。預計2天可修復,如此,可避免停產(chǎn)的風險。因此,經(jīng)過商定后,曲軸維修決定采用該方案。

圖6 曲軸修復方案
4 維修方案實施
該方案的實施難點有以下幾點:(1)車床鉆曲軸左側(cè)孔時,需要進行嚴格的對中;(2)焊接軸頭零件時,需要嚴格控制好焊接工藝,防止產(chǎn)生裂紋,若產(chǎn)生嚴重的焊接裂紋,曲軸將報廢,造成的損失不可估量。以下就維修方案實施作詳細說明。
4.1 車制軸頭零件
如圖7所示,車制軸頭零件注意的是[2]:(1)Φ85公差務(wù)必保證,該處與大齒輪內(nèi)孔配合,應間隙配合,若過盈配合將導致難以安裝;(2)M80×3牙必須為右旋,曲軸轉(zhuǎn)動的方向為順時針方向(從左側(cè)看),因此必須為右旋,才能保證嵌的軸是往緊方向擰,從而保證維修質(zhì)量。

圖7 軸頭零件與曲軸裝配圖
4.2 車曲軸左側(cè)、曲軸左側(cè)上車床鉆孔車牙
采用公司現(xiàn)有CW6180*4m臥式車床,保證鉆孔在車去端面的中心點,確保曲軸跳動量符合要求,車削端面要平整[3-4]。如圖8所示。

圖8 曲軸鉆孔攻牙圖
4.3 軸頭零件鑲嵌旋入曲軸牙中、焊接結(jié)合面
裝配如圖7所示。其中,焊接是該曲軸修復的難點,需嚴格控制焊接工藝。具體如下[5-6]:分析得出原曲軸材料為45#鋼,因此軸頭材料也選取45#鋼車制。其中,45#鋼屬于中碳鋼,在一般狀況下焊接,有形成裂紋的傾向,可焊接性能較差,但是通過合理選擇焊條、進行焊前預熱及焊接后熱處理,可達到工藝要求。分析比較后選擇E5016(J506焊條),該焊條焊渣流動性好,焊接工藝性能一般,熔敷金屬具有良好的抗裂性能和力學性能。該焊條性能參數(shù)如表1所示。
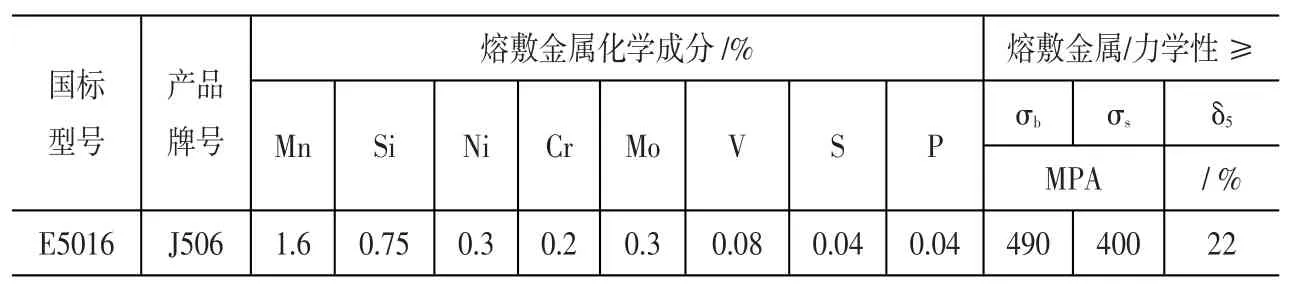
表1 J506焊條參數(shù)
焊接前應加熱焊接部位,溫度約150℃~250℃,預熱后隨即進行焊接施工,環(huán)焊縫一周焊接,焊道不宜過大,分多次、分層進行堆焊焊接。焊接后除去表面焊渣,冷卻到自然溫度后再進行上一層焊接。焊接后進行局部回火處理,回火溫度600℃~650℃。如此,可保證曲軸焊接后變形量符合要求。
4.4 車削焊疤、校準
最后焊接好后,上CW6180*4m車床,夾住曲軸左端,右端采用頂針定位,中間再采用兩副中間架支撐。裝夾完畢后車削掉焊疤,校正曲軸的跳動量。
5 結(jié)束語
經(jīng)過維修人員的努力,歷時3天時間,終于修復該曲軸。經(jīng)安裝使用后,試機剪板,運行平穩(wěn),曲軸的跳動量得到很好地控制,從而避免了生產(chǎn)線停產(chǎn)的巨大經(jīng)濟損失,同時節(jié)約了曲軸備件費用。
[1]楊元生,鄧瑞生.曲軸裂紋的修復方法[J].能源基地建設(shè),2000(6):66-67.
[2]成大先.機械設(shè)計手冊(第四版)第4卷[M].北京:化學工業(yè)出版社,2002.
[3]涂貴田.車加工在曲軸生產(chǎn)中的應用[J].拖拉機與農(nóng)業(yè)運輸車,1997(10):40-46.
[4]邱言龍,胡農(nóng).車工技師手冊:第1版[M].北京:機械工業(yè)出版社,2004.
[5]傅茂均.45號鋼曲軸焊接修復和變形的控制[J].焊接,1988(11):22-25.
[6]王文翰.焊接技術(shù)手冊[M].鄭州:河南科學技術(shù)出版社,2001.
猜你喜歡
艦船科學技術(shù)(2022年20期)2022-11-28 08:19:18
艦船科學技術(shù)(2022年13期)2022-08-11 09:29:16
艦船科學技術(shù)(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
