基于協議宏的自動絲網印花控制系統研究
2013-10-25 12:27:38張智明梅順齊
武漢紡織大學學報 2013年6期
張智明,徐 巧,梅順齊
?
基于協議宏的自動絲網印花控制系統研究
張智明,徐 巧,梅順齊
(武漢紡織大學 機械與自動化學院,湖北 武漢 430073)
自動絲網印花是近年來興起一種印花設備,其控制系統由一個間歇運動的主電機和八個顏色工位印花往復運動電機組成。該系統采用一臺PLC通過協議宏通訊控制九個變頻器,研究了PLC與變頻器進行通訊時的協議宏序列生成方法,頻率、運行和監控等參數的編程,實現八色工位的印花,并能實時監測印花狀態。實踐應用證明該方法符合工藝要求、可靠性好。
協議宏;絲網印花;序列;數據幀
絲網印花技術是將制有各種圖案的絲網花板放在織物上,每個顏色配一個花板[1]。印花時在花板上添加活性色漿,覆于織物上,色漿在印花刮刀和漿料刮刀作用下使漿料透過絲網花版縫隙被印在織物上,各種顏色的圖案通過套色,得到顏色鮮艷、圖案豐富的成品。目前絲網印花設備可印紙、薄膜、服裝裁片等,還可印成衣和T恤。傳統絲網印花技術為手動、半自動,其特點是勞動強度大、污染嚴重、資源浪費大、印花質量低等缺陷,越來越制約著我國印花產業的發展。
隨著自動化技術的發展,自動絲網印花技術開始發展成為發展趨勢,它具有節能、環保、降低勞動強度等優點。為了滿足多個顏色(或印花工位)印花需要,每個工位使用獨立異步電機,采用變頻器調速,驅動器使用協議宏與多臺變頻器通訊[2],控制每個工位印花。
協議宏用來控制PLC與裝有RS-232C或RS-422/485口的通用設備進行數據交換的一種通訊方式[3],通過通迅協議宏的支持對各種通訊設備進行通訊協議用戶化,可以把通訊協議宏的指令遵照用戶要求進行設定,實現獨立定義發送和接收數據序列,與外圍設備通訊。
1 自動絲網印花系統原理
自動絲網印花機共由9臺異步電機控制,其中8個顏色工位,每個工位一個異步電機和變頻器控制著其轉速及轉向,實現印花刮刀和漿料刮刀往復運動,達到印花效果,其控制系統如圖1自動絲網印花系統所示。PLC采用OMRON的CP1H系列CPU,其上裝有通訊模塊,它具有RS-485通訊功能。上位計算機運行組態軟件,PLC為主站。變頻器采用三菱FR-E500系列,支持與PLC進行協議宏編程,為從站,之間采用RS-485總線連接。氣動電磁閥實現刮刀上下運動使漿料印在織物上。
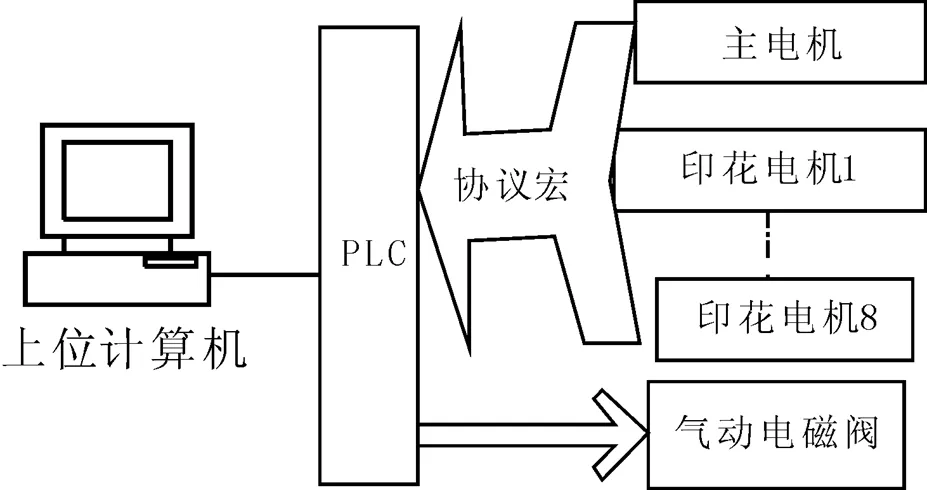
圖1 自動絲網印花系統原理圖
2 自動絲網印花控制系統
自動絲網印花控制系統主要包括三個運動:臺版間歇運動、刮刀往復印花運動和電磁閥氣動。各個運動要求按照規定的工藝動作運行。控制系統重點是如何實現PLC與變頻器之間通訊,向9臺變頻器發送頻率、運行指令,并監控印花狀態。
2.1 通訊設置
為使變頻器與PLC進行協議宏通訊,要求設置相互一致的參數,這些參數包括波特率、停止位、奇偶校驗和數據長度等,只有設置一致,才能進行通訊。在PLC中,通過位組合方式存儲在特殊寄存器DM6555、DM6556中,設置成數據長度1,無奇偶校驗,停止位長為1,波特率為9600[2]。對應變頻器相關參數來設置如表1所示。
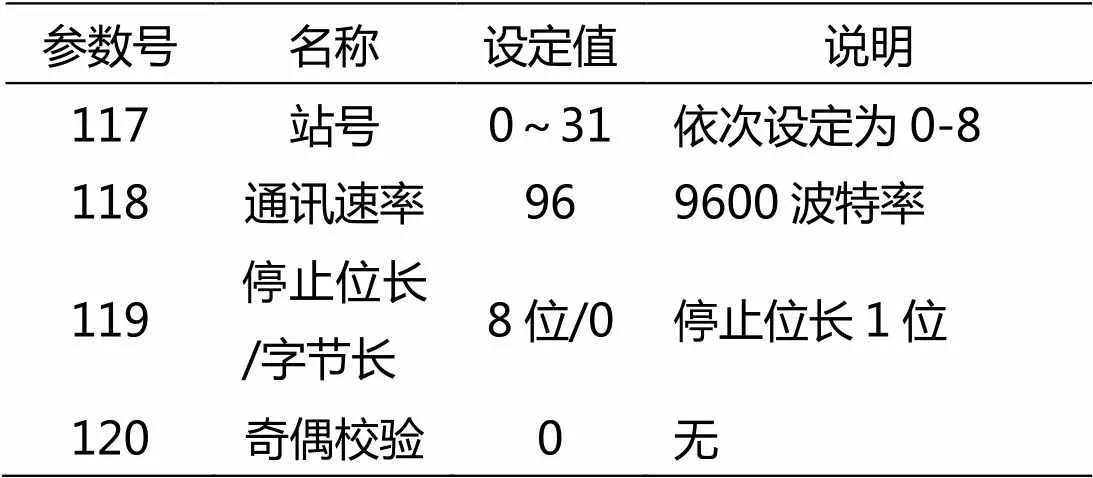
表1 變頻器通訊設置
2.2 通訊協議
變頻器和PLC通訊使用十六進制數,數據在兩者之間自動地使用ASCII碼傳輸。表2為通訊時的控制代碼。

表2 控制代碼
數據幀的定義規定了通訊時數據塊的配置,從PLC到變頻器頻率設定的通訊協議數據請求如圖2通訊協議格式所示,ENQ為通訊請求,頻率指令代碼為HED,數據占4位,總和校驗碼是由被校驗的ASCII數據總和的最低一個字節表示的2個ASCII字符,等待時間為變頻器收到從PLC傳來的數據與傳輸應答數據之間的等待時間。

ENQ變頻器站號指令代碼等待時間數 據總和校驗 12 34 567 8 9 1011 12
圖2 通訊協議格式

識別碼地址長度數據錯誤校驗終止符
圖3 數據幀結構
2.3 創建協議宏
根據圖2的頻率數據幀格式,在上位機組態軟件中創建通訊協議宏。首先設置SendMessage和RecieveMessage信息,按照通訊請求、校驗碼、數據長度和數據等信息,發送信息和接收信息的結構一般如圖3數據幀結構圖3所示。
識別碼是表示信息開始的數據,地址是設置節點號或表示信息送往目標的標志符,長度是數據長度自動附加,數據是設置信息內容的,錯誤檢查碼是設SUM、LRC或CRC作為錯誤檢查碼。發送時指定的錯誤碼自動附加。接收時,按信息中指定的錯誤檢查碼自動執行錯誤控制同時接收指定量的數據。終止符是設置表示信息結束的數據。
例如在協議宏通訊序列中發送頻率的數據為
以上設置只要修改變頻器站號、指令代碼和數據可以實現協議宏數據序列,之后通過設定步序列順序可以實現協議宏通訊。
通過軟件設定用戶通訊協議,每一步均可以是一次發送和接收過程,在每一步中可定義是發送步、接收步、發送和接收步,發送和接收的數據可完全由用戶定義。每一個序列可執行16步,即可與不同的設備使用不同的通信格式進行通信。在梯形圖程序中使用PMCR指令可方便的調用不同的序列實現不同的通信任務。
3 協議宏控制系統實現
通訊協議宏通過軟件設定用戶通信協議,每一步均可以是一次發送和接收過程,在每一步中可定義是發送步、接收步、發送和接收步,發送和接收的數據可完全由用戶定義。每一個序列可執行16步,即可與不同的設備使用不同的通信格式進行通訊,在梯形圖程序中通過使用PMCR指令可方便的調用不同的序列實現不同的通信任務,圖4為實現協議宏通訊程序。
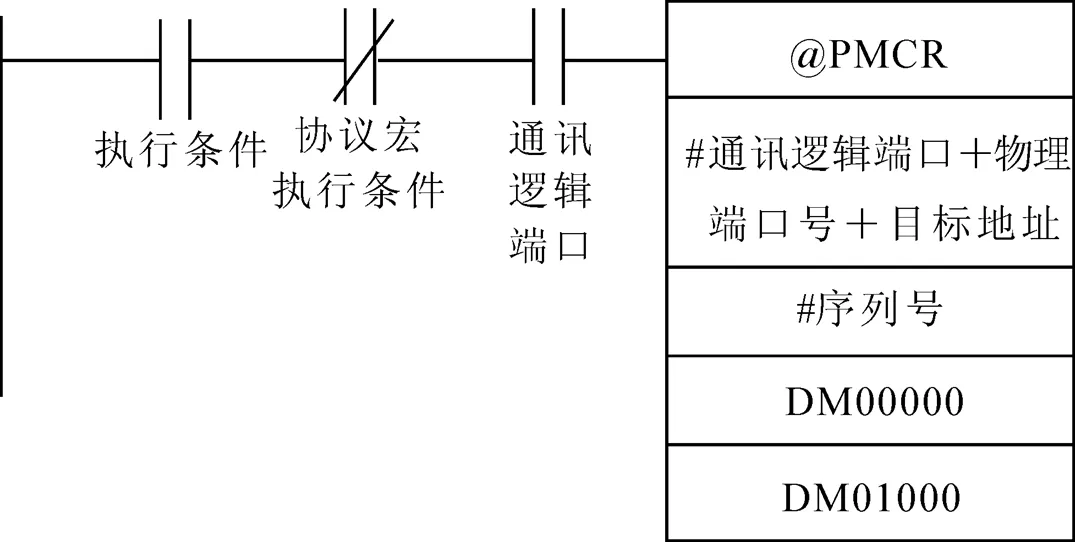
圖4 協議宏指令
協議宏執行指令第一、二個操作數為控制字,指定通訊端口和通信序列(編號000-999)。DM00000為發送數據首字,用于存放當前發送幀的字數,發送數據存于地址DM00000+1開始的內存區,如果沒有發送數據,則為#0000。DM01000為接收數據首字,用于存放接收幀的字數,接收數據存于地址DM01000+1開始的內存區,如果沒有接收數據,可隨意指定1個內存地址,通信指令的執行并不改寫該地址的數據。
4 結束語
根據自動絲網印花機工藝對控制系統的要求,通過上位機組態軟件研究基于協議宏的控制系統原理并開發通訊程序。使自動絲網印花控制程序簡化,開發時間縮短,通用性提高。研究實踐表明,通訊協議宏實現多臺變頻器控制,簡化了現場布線,通用性強,利用率高,實現絲網印花機的自動化和智能化創造了條件,提高了工作效率,減輕勞動強度。
[1] 邱璟, 張蘋, 杜慶華. 絲網印花在針織服裝設計中的應用[J]. 針織工業,2007, (10): 23-25.
[2] 徐世許, 王鳳杰, 紀志堅.使用通信協議宏實現PLC對變頻器的監控[J].自動化儀表,2007, 28(1): 39-39.
[3] 滕勝廣.OMRONPLC遠程控制在熱網工程中應用[J].電站系統工程,2003, 19(5): 59-60.
[4] 張智明. 基于RS-485的變頻器與PLC的通訊技術的研究[J].現代制造工程,2005,(12): 28-29.
Research of Controlling System of Automatic Silk Screen Printer Based on Protocol Macro
ZHANG Zhi-ming, XU Qiao, MEI Shun-qi
(College of Mechanical Engineering and Automation, Wuhan Textile University, Wuhan Hubei 430073, China)
The automatic silk screen printer is popularly used recently. Its controlling system is composed of a main motor of intermittent motion and eight color printer motors of reciprocating motion. These nine motors are controlled by a PLC with protocol macro. This paper has studied the way of protocol macro sequence between PLC and transducer and program of frequency, sun and monitor. The printing of eight colors is realized. The status is monitored in real-time. The practical application indicates that this method fits with the requirement of its process with good reliable and controlling effects.
Protocol Macro; Silk Screen Printer; Communication Sequence; Data Frame
TP273
A
2095-414X(2013)06-0071-03
張智明(1975-),男,副教授,研究方向:新型紡織機械.
湖北省自然科學基金項目(2012FFB04601).
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
防爆電機(2020年3期)2020-11-06 09:07:42
測控技術(2018年5期)2018-12-09 09:04:50
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電子制作(2017年7期)2017-06-05 09:36:13
電信科學(2016年10期)2016-11-23 05:11:56
西安航空學院學報(2014年5期)2014-07-13 01:27:52
自動化博覽(2014年12期)2014-02-28 22:34:39
機電信息(2014年27期)2014-02-27 15:53:56