天鋼80ksi鋼級抗硫抗擠毀石油套管鋼的生產實踐
2013-10-23 09:12:26張玉海
天津冶金 2013年4期
張玉海
(天津鋼鐵集團有限公司煉鋼廠,天津300301)
1 引言
套管、油管及鉆柱構件(鉆桿、鉆鋌、方鉆桿等)統稱油井管。其中套管下入井中建成井眼,用以防止地層流體流動及地層擠毀井眼。套管的壽命直接決定了油井的壽命,油井的壽命又決定了油田的壽命。所以,油井管的安全可靠性、使用壽命和經濟性對石油工業關系極其重大。
我國國內的許多油田諸如四川、長慶、華北、新疆等的油氣層中都含有H2S。特別是四川油田,是世界上腐蝕最嚴重的油氣田之一,因此對套管的抗H2S腐蝕性能提出了更高的要求。而隨著鉆井深度的增加以及國家對地質條件復雜和開采難度大的油田的開發,建井用套管所承受的外擠載荷和軸向載荷越來越高。同時有研究表明,套管被擠毀是油井報廢的最重要原因之一,因此國內外市場對高強度高抗擠毀套管需求量也日益增加。即使是對于API標準中的產品,客戶對成品鋼管的抗硫性能和抗擠毀性能要求也較標準提高了許多。同時,為了更進一步拓寬天鋼的圓坯品種范圍,天津鋼鐵集團有限公司(以下簡稱天鋼)開發了80 ksi鋼級抗硫抗擠毀石油套管鋼27CrMo圓坯,實現了批量供貨,客戶反映良好。
2 前期的技術準備工作
2.1 鋼在濕硫化氫腐蝕環境下的腐蝕開裂
濕硫化氫腐蝕環境,即H2S+H2O型的腐蝕環境,是指水或含水物流在露點以下與H2S共存時,在壓力容器與管道中產生的腐蝕環境。鋼材在濕硫化氫中的腐蝕為電化學腐蝕,主要腐蝕形式為:全面腐蝕和硫化物應力腐蝕開裂。目前一般認為濕硫化氫引起的開裂有氫鼓泡(HB)、氫致開裂(HIC)、硫化物應力腐蝕開裂(SSCC)、應力導向氫致開裂(SOHIC)等四種形式[1]。而硫化物應力腐蝕開裂(SSCC)和氫致開裂(HIC)則是管道的主要失效形式。
2.2 套管的抗擠毀性能
通過API標準中給定的套管抗擠毀強度計算公式可以看出,影響套管抗擠毀強度的主要因素有材料的屈服強度、管體的殘余應力、幾何公稱尺寸及其偏差。套管材料的屈服強度越高,則套管的抗擠毀強度越高;套管的不圓度越小,抗擠毀強度越高;壁厚不均度越小,抗擠毀強度也越高。而管體的殘余應力越小,則管體的抗擠毀強度越高。API Bull 5C2標準中規定80ksi鋼級套管抗擠毀強度43 MPa。
2.3 鋼的化學成分及鑄坯質量要求
通過對不同合金元素對鋼的性能影響分析,我們對最終成分進行了優化,具體要求見表1。

表1 27 C r Mo鋼化學成分要求 /wt%
同時,為了保證鋼管的綜合性能,對鋼中5害元素和氣體含量提出了相應要求,見表2。

表2 27 C r Mo鋼氣體及5害元素含量要求/wt%
對鑄坯橫截面酸浸低倍組織進行了如下規定:中心裂紋≤1.5級;中間裂紋≤1.5級;縮孔≤1.5級;中心疏松≤1.5級;皮下裂紋和皮下氣泡分別≤1.0級,不允許存在翻皮、白點等缺陷。同時對鑄坯的橢圓度、平直度、表面質量等也作了相應的規定。
3 生產試制情況
3.1 工藝路線的選擇
根據27CrMo鋼的特點并結合天鋼工藝裝備的實際情況,生產工藝路線設計如下:
鐵水預處理→頂底復吹轉爐→LF鋼包精煉→VD真空脫氣→圓坯連鑄→翻轉冷床→鑄坯緩冷→鑄坯檢驗→入庫
3.2 關鍵控制點
在27CrMo圓坯生產過程中,我們的工序控制重點如下:鋼中的磷硫含量、鋼中的全氧含量、5害元素及氣體含量。
3.2.1 鋼中P的控制
煉鋼脫磷的熱力學條件是低溫、高堿度、高氧化性,這些條件除了轉爐冶煉工序外,在轉爐以后的各工序基本不具備脫磷條件,因此在轉爐環節必須做好脫磷工作。工藝要求轉爐終點[P]≤0.010%。
3.2.1.1 轉爐冶煉前期磷含量的控制
(1)嚴格控制入爐原料的質量,降低入爐原料的磷總量。要求入爐鐵水[P]≤0.10%,同時嚴格控制廢鋼質量,采用公司自產的優質廢鋼,不用外采的社會廢鋼。
(2)充分利用轉爐冶煉前期熔池溫度較低的優勢,合理控制供氧強度,提高底吹惰性氣體的攪拌強度,做到早化渣、化好渣,盡快形成具有一定堿度和較高FeO含量的流動性良好的初期渣,實現前期的強化脫磷。工藝要求前期爐渣堿度控制在2.0左右,TFe含量21%~24%,溫度在 1370~1420℃,倒前期渣時間在吹煉300 s左右。
3.2.1.2 冶煉中后期的脫P
實現前期的強化脫磷后,倒出大部分的前期渣,然后重新造渣,繼續冶煉。中期終點控制脫碳速度,防止爐渣的返干和熔池升溫過快,進一步實現鋼液的脫磷。后期則防止熔池溫度過高,保證終渣的脫磷效果,同時防止鋼水的過氧化。綜合考慮,工藝要求轉爐終渣堿度3.0左右,終點溫度1650~1680℃。
3.2.1.3 轉爐出鋼擋渣操作
出鋼過程采用擋渣塞和擋渣錐聯合擋渣技術,嚴格控制鋼包內下渣厚度,有效減少鋼液的回磷。
3.2.2 鋼中硫的控制
3.2.2.1 鐵水預處理脫硫
為了降低入爐鐵水的S含量,采用單噴顆粒Mg工藝對入爐鐵水進行脫硫處理,保證入爐鐵水中S≤0.010%。脫硫結束扒除脫硫渣,要求扒渣量>70%。
3.2.2.2 轉爐后爐渣改質
出鋼中后期向鋼包內加入爐渣改質劑,進行鋼包頂渣改質,部分實現爐渣的預還原,為LF精煉操作創造有利條件。
3.2.2.3 LF工序深脫硫
脫硫的熱力學條件是高堿度、高溫和低氧化性,因此LF精煉過程采用高堿度白渣精煉工藝,要求終渣堿度≥3.0,渣中FeO+MnO≤1.0%。同時進行全程底吹氬氣攪拌。工藝要求成品鋼中S≤0.008%。
3.2.2.4 MnS的變性處理
長條狀MnS夾雜是鋼的HIC的發生地,因此對于抗硫鋼需進行Ca處理。通過Ca處理,把鋼中長條狀的MnS夾雜變成球形的CaS夾雜或含CaS的復合夾雜,來消除MnS夾雜對于鋼的抗HIC和SSCC性能的不利影響。
3.2.3 鋼中總氧和氣體含量的控制
3.2.3.1 鋼中總氧的控制
通常采用鋼中總氧T[O]含量來衡量鋼中[O]含量的高低,T[O]=[O]溶+[O]夾雜。鋼中 T[O]含量越低,則鋼就越“干凈”,鋼的綜合性能越好。
(1)轉爐工序
在轉爐工序,主要是控制終點鋼水中溶解氧[O]溶,轉爐的操作及控制水平與終點鋼水[O]溶含量的高低有直接關系。特別是終點碳含量、終點溫度以及出鋼過程的擋渣效果、脫氧合金化等。有研究表明[2],隨著轉爐終點碳含量的增加,鋼水中溶解氧含量下降。當轉爐終點C≤0.05%時,鋼中溶解氧含量高于500×10-6,且隨著鋼中碳含量的降低,鋼中的溶解氧含量急劇增加,鋼水處于過氧化狀態。而當轉爐終點C≥0.10%以后,則鋼中溶解氧含量低于300×10-6,且溶解氧隨碳含量的增加而減少的幅度也比較小。因此結合鋼種的碳含量,工藝要求27CrMo鋼轉爐終點C≥0.08%,嚴禁終點過吹。
爐后采用鋼芯鋁脫氧,保證鋼水進LF時鋼中[O]溶<10×10-6。
(2)精煉工序
LF精煉工序控氧的重點是夾雜物中氧[O]夾雜的去除。LF精煉工序采用擴散脫氧工藝,降低爐渣的氧位,減少爐渣向鋼液的傳氧。同時調整爐渣的成分,采用高堿度白渣工藝,利用爐渣吸附鋼液中的脫氧產物,并把它們固定在爐渣中,從而降低鋼中的全氧含量。在精煉工序全程進行底吹氬氣攪拌,進一步促進鋼液中夾雜物的去除。
(3)連鑄工序
連鑄鋼包→中間包→結晶器,施行全程保護澆注,防止鋼水的二次氧化。采用堿性中包覆蓋劑和堿性結晶器保護渣,促進對脫氧產物的吸附。通過結晶器電磁攪拌,促進鋼中夾雜物的上浮去除。
3.2.3.2 鋼中氣體的控制
首先加強鋼包的周轉管理和烘烤,做到紅包出鋼。保證爐后合金和入爐粉料的干燥。在LF精煉過程中做好埋弧操作,減少鋼液的吸氣。最后對鋼水進行VD真空脫氣處理,保證[H]<2×10-6。鑄坯下冷床后,施行堆垛緩冷。
3.2.4 五害殘余元素的控制
對于 Pb、Sn、As、Sb 和 Bi等殘余元素,由于它們的特性,在煉鋼過程中屬于完全殘留元素,無法去除,只能從入爐原料環節加以控制,減少它們的入爐總量。在注意鐵水中有害殘余元素含量的同時,入爐廢鋼則全部使用自產的優質廢鋼,不用外采的社會廢鋼。
4 27 C r Mo連鑄圓坯生產情況
經過批量試制,圓坯實物質量達到設計要求,化學成分控制比較理想,低倍組織良好,夾雜物及氣體含量較低。
4.1 成品成分及有害元素控制情況
鋼水的熔煉成分、5害元素及氣體控制情況見表 3、表 4。
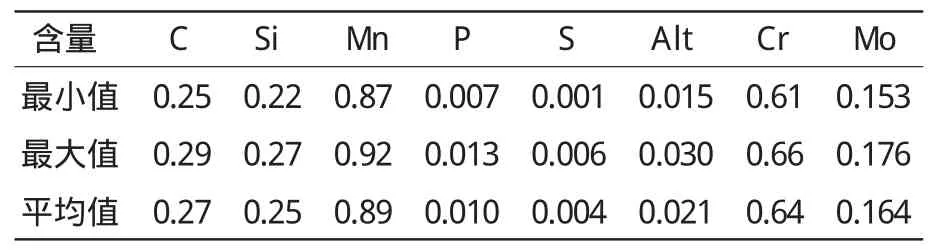
表3 27 C r Mo成品成分控制情況 /wt%

表4 27 C r Mo鋼實物中五害元素及氣體含量/wt/%
表3、表4數據表明,鋼包精煉過程中鋼的化學成分波動范圍控制較好。P、S含量較低,分別為0.010%和0.004%,達到較高水平;鋼中五害元素含量低,平均為0.0072%;鋼中的H含量和TO含量分別達到0.00016%和0.00186%,鋼的潔凈度較高,為保證鋼綜合性能的穩定和提高鋼的抗SSCC性能奠定了基礎。
4.2 鑄坯實物質量
鑄坯的實物檢驗情況見表5。除有0.5級中心偏析缺陷外,其它缺陷均未出現,鑄坯實物質量良好。

表5 27 C r Mo連鑄圓坯低倍組織檢驗情況
5 無縫鋼管實物質量
天鋼生產的27CrMo圓坯相繼發往某無縫鋼管生產廠家,生產80 ksi鋼級抗硫抗擠毀套管及接箍件,其實物分別經相關單位和該廠自己質量部門進行了檢測。
5.1 無縫鋼管實物抗SSCC性能檢測
成品無縫鋼管樣品由鋼管生產廠家送合肥某特種設備檢驗站進行抗SSC性能檢驗,檢驗情況如下。
5.1.1 試驗方法及條件
SSCC試驗根據NACE TM 0177-2005標準進行。試驗中采用工作段直徑為6.35 mm的拉伸試樣進行H2S水溶液應力腐蝕試驗。周期720 h,應力加載85%YSmin(YSmin=552 MPa)。
試驗溫度為室溫,試驗壓力為常壓。試驗溶液為A溶液,即H2S飽和的5%NaCl+0.5%CH3COOH蒸餾水混合溶液,pH=2.8。通入H2S氣體之前,用氮氣去氧。試驗期間溶液的pH不超過4.0。
5.1.2 SSCC試驗結果及分析
鋼管樣品由合肥某特種設備檢驗站進行了SSCC性能檢驗,檢驗結果及試樣情況見表6、表7。
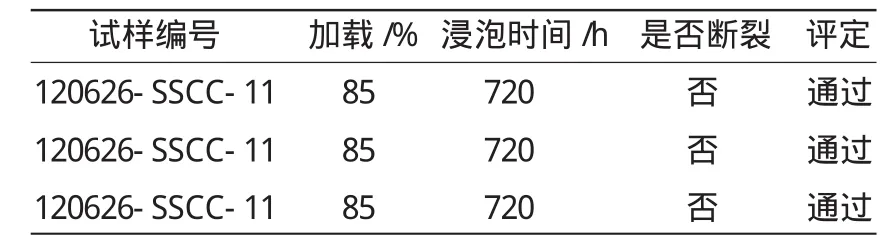
表6 套管試件(原樣號T D01)的S S C C結果

表7 接箍試件(原樣號T D02)的S S C C結果
從表6、表7的數據可以看出,利用天鋼的27CrMo圓坯生產的80 ksi鋼級石油套管和接箍件抗SSC性能完全滿足標準要求。
5.2 鋼管的抗擠毀性能檢驗
鋼管實物外形尺寸控制情況及抗擠毀試驗情況見表8。
5.3 鋼管實物力學性能常規檢驗及金相檢驗
鋼管實物力學性能常規檢驗及金相檢驗結果見表9。
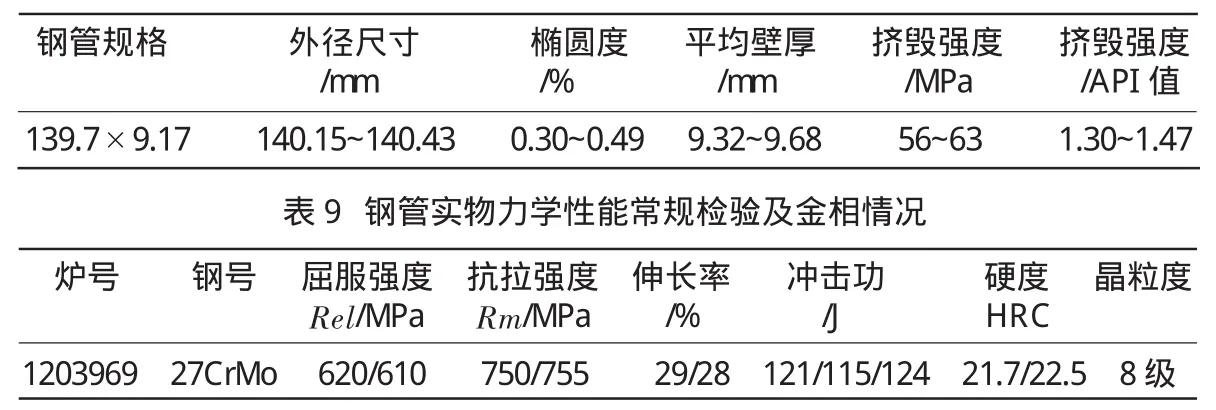
表8 鋼管實物外形尺寸及壓潰試驗情況
從以上實物質量檢驗情況可以看出,利用天鋼供應的27CrMo圓坯生產的80 ksi鋼級抗硫抗擠毀油井管和接箍件,在抗SSC檢驗中,送檢試樣全部合格,鋼管實物的抗SSC性能良好。抗擠毀強度則超出API標準值的30%~47%。同時鋼管的力學性能檢驗結果完全符合標準的要求,且指標穩定。
6 結論
天鋼開發的以“鐵水預處理→頂底復吹轉爐→LF鋼包精煉→VD真空脫氣→圓坯連鑄→翻轉冷床→鑄坯緩冷→鑄坯檢驗→入庫”工藝生產80 ksi鋼級抗硫抗擠毀石油套管鋼圓坯的工藝路線是可行的。使用天鋼的27CrMo圓坯生產的80 ksi鋼級抗硫抗擠毀石油套管及接箍實物,經相關部門檢測,鋼管的抗SSC和抗擠毀性能良好,完全滿足相關標準的要求。天鋼生產的80 ksi鋼級抗硫抗擠毀石油套管鋼27CrMo圓坯化學成分穩定,五害殘余元素含量低,鑄坯質量良好。
[1]柳曾典,濕硫化氫環境用低合金高強鋼[J].石油化工設備技術,1998,19(5):57.
[2]姚同路. 天鋼轉爐流程生產石油套管鋼精煉工藝控制技術研究[D].北京:北京鋼鐵研究總院,2009:29-30,67-69.