車架側梁自動組焊裝置
2013-10-21 01:32:10濮建秀
卷宗 2013年7期
關鍵詞:質量
濮建秀
摘 要:機車的車架側梁是由一長十多米的橫截面為U形鋼與相應長度的底板組焊而成,現有焊接方法焊接質量很難控制。本文對此設計了一種可進行自動組焊裝置,使用該車架側梁自動組焊裝置可保證產品的焊接質量和提高生產效率。
關鍵詞:車架側梁;自動焊接;質量;生產效率
1 概述
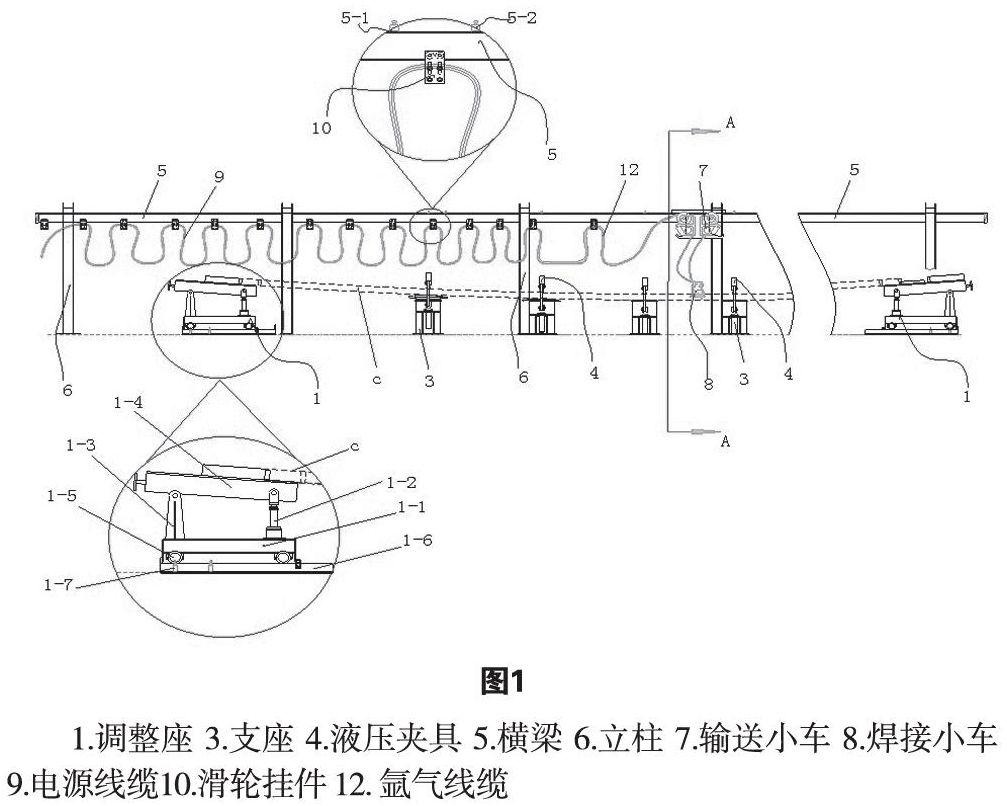
車架側梁自動組焊裝置主要由反撓度胎具、雙邊自動焊接小車、輸送小車、液壓夾緊裝置、液壓、電器控制系統和輔助系統鋼結構所組成,如圖1所示。在圖1中,上左側的調整座、6個支座及右側的調整座的上端面形成一反撓度胎具,6個支座上的液壓夾緊裝置,將工件壓緊在反撓度胎具上。雙邊自動焊接小車沿車架側梁兩側邊移動,確保兩邊焊縫同時同速焊接,焊縫質量好,外觀漂亮。焊接小車的電源及氬氣的線纜由輸送小車供給,經橫梁上的各滑輪掛件與焊接小車相連。輸送小車由馬達驅動,并使輸送小車的移動速度與焊接小車基本一致,從而在雙邊自動焊接小車移動焊接過程中,電源及氬氣能正常、安全地供應。當焊接小車將與液壓夾緊裝置相遇時,輸送小車也接觸左邊行程開關,電器和液壓控制系統會控制相應支座上的液壓夾具打開,讓焊接小車通過液壓夾具后,輸送小車又接觸右邊行程開關,電器和液壓控制系統會控制相應支座上的液壓夾具再夾緊,以確保焊接小車在焊接的同時安全經過該液壓夾具所在的位置。本車架側梁自動組焊裝置,因是在預設的反撓度胎具上進行焊接,可以抵消焊接變形,最終控制車架側梁的撓度在允許范圍內,保證了產品焊接質量;另外,使用雙邊自動焊接小車進行自動化焊接,生產效率提高。
2 問題的提出
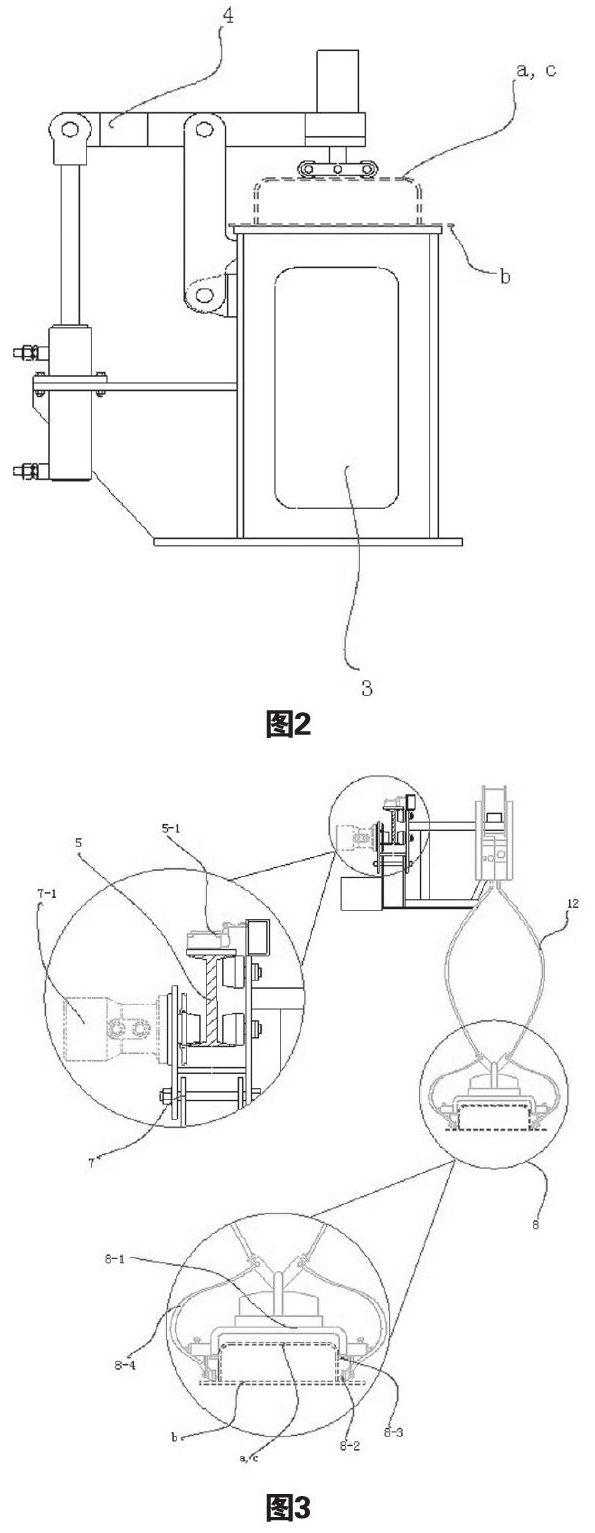
現機車車架側梁c由一長十多米的橫截面為U形鋼a與相應長度的底板b焊接而成,如圖2中紅色圖形所示。現有技術中的焊接方法是:采用夾具將車架側梁的U形鋼和底板固定,然后由工人在U形鋼兩側同步焊接,以形成橫截面類似口字形的車架側梁。由于各人焊接技術不同,很難達到完全同步,焊接出的車架側梁像麻花狀,故產品質量難以控制。又由于焊縫比較長,工人手工焊接勞動強度大,也很難保證整條焊縫的內外質量。
3 車架側梁自動組焊裝置設計構思
首先從組裝焊接過程考慮控制工件的初始狀態,從產品結構分析焊接后會向底板方向產生彎曲變形,為此,使產品焊接前預設反撓度與焊接變形相抵消,最終控制車架側梁的撓度在允許范圍內。
使用雙邊自動焊接小車,由馬達驅動,焊接速度可調。小車騎在U形鋼上進行自動化焊接,兩條焊縫同時同速焊接,保證焊接后側邊無扭曲變形。采用氬弧焊提高焊縫質量。電源及氬氣的線纜,由輸送小車供給。輸送小車經橫梁上的各滑輪掛件與焊接小車相連。輸送小車由液壓馬達驅動,沿橫梁同向移動,并使輸送小車的移動速率與焊接小車基本一致,從而在焊接小車移動焊接過程中,電源及氬氣能正常、安全地供應。
在焊接過程中,焊接小車遇到液壓夾具時,夾具要能抬起,讓焊接小車通過后,再放下液壓夾具并夾緊,通過兩端行程開關進行控制,使整個焊接過程實現自動化。
4 設計結構介紹
4.1 反撓度胎具
本車架側梁自動組焊裝置中,包括:用于放置車架側梁的兩調整座1、兩調整座1之間的6個支座3、支座3上的液壓夾具4和騎在車架側梁上的焊接小車8;兩調整座1包括:底座1-1、底座1-1底部的滾輪1-5、底座1-1上的前撐桿1-2和后撐桿1-3、絞接于前撐桿1-2和后撐桿1-3上端的支撐板1-4;前撐桿1-2為千斤頂。兩調整座1的下方有限位板1-6;調整座1通過滾輪1-5在各自下方的限位板1-6上滾動,每個限位板1-6上有2個用于固定滾輪1-5的限位鉤1-7。改變千斤頂的高度調整撓度的大小,縱向移動兩端調整座1的位置滿足不同長度的側梁放置。
4.2 液壓夾緊裝置
反撓度胎具上,如圖2所示。在6個支座上有液壓夾緊裝置4,將工件壓緊并固定在反撓度胎具上。考慮工件的上下胎具的吊裝,只能采用側面安裝液壓夾緊裝置4。現通過上壓油缸壓緊工件,側推油缸及連桿組合使夾具打開和閉合,便于工件安放和卸下。
4.3 雙邊自動焊接小車
雙邊自動焊接小車8如圖3所示。包括:小車架8-1、小車架8-1底部兩側的滾動輪8-2、小車架8-1內側兩端的限位輪8-3、小車架8-1底部的用于氬弧焊的氬氣管8-4和焊絲、以及用于驅動滾動輪8-2轉動的電動馬達。焊接小車8的滾動輪8-2沿車架側梁在U形鋼上滾動;焊接小車8的限位輪8-3使焊接小車始終保持穩定移動,兩條焊縫同時同速焊接,確保焊縫質量。
4.4 線纜輸送小車
線纜輸送小車7如圖3所示。由液壓馬達7-1驅動,用于輸送電源及氬氣的線纜12經橫梁上的各滑輪掛件10與焊接小車8相連,并使線纜輸送小車7的移動速率與焊接小車8基本一致,從而在雙邊自動焊接小車8移動焊接過程中,電源及氬氣能正常、安全地供應。
4.5 行程開關、電器和液壓控制系統
行程開關5-1、5-2如圖3所示。設于各支座3左右正上方的橫梁上。在焊接過程中,焊接小車8將與液壓夾具4相遇時,輸送小車7也接觸左行程開關5-1,電器和液壓控制系統控制相應支座上的液壓夾具4松開,當焊接小車8通過液壓夾具4的位置后,輸送小車7又接觸右行程開關5-2,電器和液壓控制系統控制相應支座3上的液壓夾具4閉合夾緊,確保焊接小車8在焊接的同時安全經過該液壓夾具所在的位置。
4.6 輔助系統鋼結構
如圖1所示,在兩調整座1之間的一側設有8根立柱6,立柱6上端設有橫梁5,橫梁5上滑動連接一個由液壓馬達7-1驅動的輸送小車7和許多個滑輪掛件10;各滑輪掛件10在輸送小車7的一側,用于輸送電源及氬氣的線纜12,經各滑輪掛件10和輸送小車7與焊接小車8相連。保證輸送小車7與焊接小車8)能同向同步運行。
5 具體實施
以下以東風8B為例:東風8B機車側梁撓度350mm、長度17480mm。具體實施方法如下。
(1)調整用于放置車架側梁的反撓度胎具。焊接東風8B側梁時,兩調整座下千斤頂放在最低位,兩調整座各縱向外移375mm至限位板后用限位鉤固定。兩調整座之間的6個支座中,中間2支座的上端面等高。靠外兩端的兩個支座上的調整翻板翻開,兩調整座的上端面相對傾斜;使左側的調整座、各支座及右側的調整座的上端面形成反撓度350mm的曲面。
(2)液壓夾緊裝置將工件壓裝固定在胎具上。將工件吊放在反撓度胎具上,然后由支座上的液壓夾具將車架側梁的U形鋼和底板壓緊固定于反撓度胎具上。
(3)焊接前準備工作。將雙邊自動焊接小車放置于側梁的最左端,調整焊接小車的速度,并使輸送小車的速度與其基本相同。
(4)側梁的自動化焊接。在焊接過程中,雙邊自動焊接小車騎在工件上沿側梁的兩側邊移動,保持兩條焊縫同時同速焊接。輸送電源及氬氣的線纜經各滑輪掛件和輸送小車在液壓馬達的驅動下在立柱橫梁上同向同步行走。當焊接小車接近工件上的液壓夾緊裝置時,輸送小車也接觸左行程開關,電器和液壓控制系統控制相應支座上的液壓夾具打開,當焊接小車通過液壓夾具后,輸送小車又接觸右行程開關,電器和液壓控制系統控制該液壓夾具閉合再夾緊,確保焊接小車在焊接的同時安全經過該液壓夾具所在的位置,整個側梁組焊過程從一端到另一端需要通過6個液壓夾緊裝置。
6 結論
由于是在焊接前就預設了一個反撓度,在焊接完成后取下車架側梁時,車架側梁的變形與預設的反撓度相抵消,最終控制車架側梁的撓度在允許范圍內,保障了產品焊接質量。采用雙邊自動焊接,焊縫質量高,提高了生產效率。
參考文獻
[1]《機械設計手冊》1-5卷(第五版)化學工業出版社、《非標準機械設備設計手冊》機械工業出版社
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54