管件高壓液力成形技術(shù)的發(fā)展綜述
2013-10-20 10:37:10樊黎霞王世哲楊晨胡雨伸
機械制造與自動化 2013年6期
關(guān)鍵詞:工藝
樊黎霞,王世哲,楊晨,胡雨伸
(南京理工大學(xué)機械工程學(xué)院,江蘇南京210094)
0 簡介
在過去十幾年中,激烈的市場競爭和人們環(huán)保意識的不斷增強驅(qū)使汽車制造商采取各種技術(shù)來降低自己產(chǎn)品對環(huán)境的污染,提升其產(chǎn)品的市場競爭力。而汽車結(jié)構(gòu)輕量化是節(jié)能減排、環(huán)境保護最直接有效的措施。實現(xiàn)汽車輕量化的主要有兩種方法[1-5]:1)采用高強度鋼或輕型材料;2)采用先進的制造工藝。管件高壓液力成形技術(shù)就是這樣一種先進的制造方法,該技術(shù)是隨著高壓密封技術(shù)、計算機控制技術(shù)的發(fā)展而發(fā)展起來的。目前,歐美國家?guī)缀跛写蟮钠嚿a(chǎn)商都在采用管件高壓液力成形技術(shù)來取代傳統(tǒng)的生產(chǎn)方式,并且應(yīng)用的品種越來越多,范圍越來越廣。
1 技術(shù)原理和運用
管件高壓液力成形工藝是一種在管材內(nèi)充入高壓液體使管材漲形,從而獲得所需管件的制造方法,必要時采用沖頭在管材兩端壓縮管件的方法,對成形變薄區(qū)進行補料以防管件過度變薄而破裂。圖1是典型的“T”型三通接頭的液壓成形工藝。管件高壓液力成形工藝十分適合于制造一些截面沿軸線變化的管件。如果管件的軸線不是直線,一般還需對管材進行預(yù)彎,以便管材放入模腔內(nèi)。除了高壓液力成形工藝外,一般還需對成形后的管件進行沖孔、裁切等一些后續(xù)加工才能成形生產(chǎn)出完整的零件。
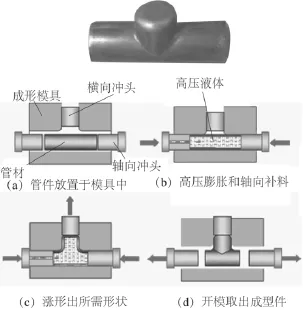
圖1 T形三通的液壓成形工藝
管件高壓液力成形工藝已廣泛應(yīng)用于衛(wèi)生潔具、汽車等行業(yè)。在衛(wèi)生潔具行業(yè)的應(yīng)用主要有:接頭、把手和各類三通等。在汽車行業(yè),高壓液力成形件的應(yīng)用更為廣泛,像排氣歧管、發(fā)動機托架、橫梁、副車架、后橋殼、儀表梁等汽車結(jié)構(gòu)件都可采用高壓液力成形工藝來制造。
管件高壓液力成形技術(shù)能在汽車行業(yè)獲得了廣泛的應(yīng)用,因為與沖壓焊接件相比其具有的許多優(yōu)勢[1-5]:1)性能好、安全性高;2)質(zhì)量輕、節(jié)約能源;3)簡化工藝、提高效率;4)節(jié)約材料、降低成本。以發(fā)動機托架為例(圖2),液壓成形工藝只需直管預(yù)彎、預(yù)成形、液壓漲形三步工藝,而沖壓焊接的發(fā)動機托架是由6片沖壓件焊接而成的,其工序遠多于液壓成形工藝所需的工步。據(jù)統(tǒng)計,管件高壓液力成形件比沖壓焊接件的成本平均低15% ~20%。
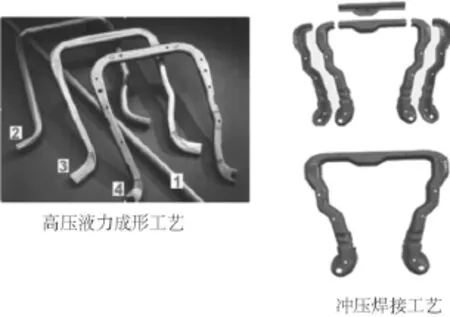
圖2 高壓液力成形和沖壓焊接的發(fā)動機托架[5]
2 成形設(shè)備
完整的管件高壓液力成形工藝所涉及到的設(shè)備有:切管機、彎管機、高壓液力成形機、熱處理設(shè)備、清洗設(shè)備等。其中高壓液力成形機是整套工藝最為關(guān)鍵也是最昂貴的設(shè)備。一臺高壓液力成形機主要包括以下部分[2,5]:
1)開模鎖模裝置:主要為成形模具的開合提供動力,并在成形時候能安全有效地鎖住模具,一般主要由壓力機來實現(xiàn)此功能。
2)模具:把零件需要的外形傳遞給管件。
3)增壓系統(tǒng):用于產(chǎn)生高壓液體,主要由液壓泵、壓力放大器、電磁閥、壓力傳感器、控制平臺等組成。
4)液壓缸和沖頭:用于高壓密封和軸向補料。
5)工藝控制系統(tǒng):主要由計算機、數(shù)據(jù)采集卡、傳感器等組成。
管件高壓液力成形生產(chǎn)線主要采用壓力機來為開閉模和鎖模提供驅(qū)動力。衡量壓力機的主要參數(shù)有鎖模力、工作平臺尺寸等參數(shù)。管件高壓液力成形工藝所需鎖模力的大小主要由管件的尺寸、壁厚、材料參數(shù)以及局部幾何特征(如圓角)的尺寸等參數(shù)決定。常用于管件高壓液力成形的壓力機噸位大部分在幾千噸左右,少數(shù)高達1萬噸。目前,管件高壓液力成形工藝存在的一個較大問題是生產(chǎn)節(jié)拍較慢。由于在每個生產(chǎn)節(jié)拍中閉模、開模、沖液占用了不少時間,所以設(shè)計快速高效的新型開模/閉模機構(gòu)以及開發(fā)快速的沖液系統(tǒng)是提高管件高壓液力成形工藝節(jié)拍的有效途徑。
管件高壓液力成形工藝中,管件的成形主要依靠高壓液體來實現(xiàn),所以液體的增壓和控制尤為重要,它們是通過增壓缸來實現(xiàn)的。增壓缸通過高低壓缸中活塞面積的不同,使高壓缸中的壓力比低壓缸中的壓力提高數(shù)十倍,其精確控制通過伺服液壓閥來實現(xiàn)。目前,管件高壓液力成形的液體壓力最大可達1 000 MPa,但在多數(shù)的工業(yè)生產(chǎn)中,成形壓力小于400 MPa。當(dāng)壓力超過400 MPa時,增壓系統(tǒng)的復(fù)雜性和成本將顯著提高,并且系統(tǒng)的使用壽命也明顯降低。
軸向沖頭的作用主要有兩個:1)對管件兩端進行高壓密封;2)軸向壓縮管件,讓材料流入成形區(qū)域,實現(xiàn)對成形區(qū)的補料。在軸向補料時,沖頭對管件的軸向壓縮量應(yīng)該和成形壓力匹配起來以形成有效的加載路徑,否則,很容易導(dǎo)致工藝失效,如漲裂和起皺等。
由于工業(yè)運用中常用的液壓系統(tǒng)壓力一般很少超過35 MPa,所以管件高壓液力成形設(shè)備所需的一些高壓元器件都是非標準零件,需要設(shè)備供應(yīng)商自己制造,這對管件高壓液力成形設(shè)備的制造商提出了很高的要求。目前,技術(shù)成熟且可靠的管件高壓液力成形機制造商比較少,主要集中在歐洲和北美地區(qū),如德國的Sehuler公司和 SPS公司、瑞典的 AP&T公司、美國的ITC interlaker和Hydro Dynamic公司。國內(nèi)從事管件高壓液力成形設(shè)備制造的研究機構(gòu)有哈爾濱工業(yè)大學(xué)、南京理工大學(xué)等機構(gòu)。哈爾濱工業(yè)大學(xué)苑世劍教授[4]的課題組在雙動壓力機的基礎(chǔ)上開發(fā)出了一個合模力為1 000 t,成形壓力最大為400 MPa的管件高壓液力成形機[3,4],他們在該機器上成功開發(fā)了多種汽車結(jié)構(gòu)件的高壓液力成形工藝。南京理工大學(xué)樊黎霞教授[6,7]的課題組在管件高壓液力成形設(shè)備和工藝開發(fā)方面做了大量深入的工作,研制成功了HM系列緊湊型高壓液力成形機(圖3),該系列成形機的成形壓力為100~400 MPa、合模力為 1 000~ 5 000 t,其中 HM100已用于汽車儀表梁類的大批量生產(chǎn),HM300也已用于后車架橫梁和扭臂的大批量生產(chǎn)。

圖3 南京理工大學(xué)開發(fā)的HM系列緊湊型管件高壓液力成形機[6,7]
3 管件高壓液力成形工藝
3.1 常規(guī)管件高壓液力成形工藝
比較典型也是歷史上最早的管件高壓液力成形工藝是“T”形三通管的漲形工藝。20世紀40年代,美國人Grey采用高壓液體來成形T形銅接頭。進入20世紀90年代,隨著高壓密封技術(shù)和計算機控制技術(shù)的發(fā)展,管件高壓液力成形技術(shù)先后用于了X形管接頭和Y形管接頭的成形(圖4)。Ray等[8]采用有限元軟件 Ls-Dyna模擬并成功地發(fā)開了“X”和“T”管接頭的高壓液力成形工藝,建立了兩個零件的加載路徑,并比較了有限元模擬和實驗獲得的壁厚分布,兩者的結(jié)果十分一致。Suwat等[9]研究了“Y”形三通管的高壓液力成形工藝,發(fā)現(xiàn)初始管材長度對支管的最大成形高度有著重要的影響,相對較短的管材可以漲出更高的支管。

圖4 X 形、T形 和 Y 形管接頭[8,9]
3.2 熱態(tài)高壓液力成形工藝
實現(xiàn)結(jié)構(gòu)的輕量化另外一個有效途徑是采用輕合金材料,像鋁合金和鎂合金等材料。但是這類材料的常溫塑性比鐵要差很多,需要提高其成形溫度才能漲出所需的形狀。目前主要以油或惰性氣體為介質(zhì)對管材和模具進行加熱。由于需要對模具和管材進行加熱,所以熱態(tài)高壓液力成形工藝所需要的時間要比常溫高壓液力成形工藝的時間長,模具的設(shè)計上也更為復(fù)雜。Keigler等[10]采用氮氣作為加熱介質(zhì),把成形溫度提高到了450℃,采用5 MPa的氣壓成形出了如圖5所示的零件。苑世劍等[11]研究了5A02鋁合金管材熱態(tài)液壓成形的特性,發(fā)現(xiàn)5A02鋁合金管的最佳成形溫度為200℃ ~230℃。目前,熱態(tài)高壓液力成形工藝還處于實驗室研究階段,如果要投入工業(yè)應(yīng)用,還需對加熱方法、溫度分布、熱態(tài)下的摩擦條件、隔熱、密封等問題進行深入研究。
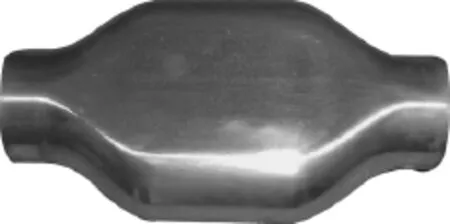
圖5 高溫氣壓成形出的零件[10]
3.3 管材雙面高壓液力成形工藝
根據(jù)延性斷裂機理,材料開裂的原因是微觀裂紋在內(nèi)應(yīng)力作用下發(fā)生塑性變形形成許多空洞空隙,這些空洞合并導(dǎo)致開裂發(fā)生。拉伸型的內(nèi)應(yīng)力會加速延性材料的破裂,壓縮型的內(nèi)應(yīng)力能抑制材料的破裂。受到該機理的啟發(fā),Smith[2]等和Jain等[13]提出了雙面高壓液力成形工藝,即不光在管材內(nèi)部注入高壓液體,在管材的外面也引入比內(nèi)壓小的壓力來支撐管材的漲形,這樣能抑制管材的開裂,提高材料的膨脹率。Smith等[2]采用6種失效準則來評估雙面高壓液力成形工藝的可成形性,指出了Cockcroft模型、Ghosh模型和應(yīng)力成形極限圖3種失效準則可有效評估管件高壓液力成形工藝的可成形性。王曉松等[14]設(shè)計一種管件高壓液力成形的實驗裝置來研究外壓對角部填充的影響,發(fā)現(xiàn)角部半徑隨著外壓的升高而減少,角部填充率也提高了,這主要是因為外壓推遲了漲裂的發(fā)生。
4 材料和成形性能
4.1 常用材料
采用管件高壓液力成形工藝制造的零件在汽車、航空航天、衛(wèi)浴等領(lǐng)域廣泛運用,制造這些零件的材料主要有鐵合金、鋁合金、黃銅和紫銅等材料,前兩種材料主要用于汽車和航空航天行業(yè),后兩種材料主要用于衛(wèi)浴等行業(yè)。為了進一步減輕汽車的質(zhì)量,許多學(xué)者正在研究高強度鋼和高強度鋁合金的管件高壓液力成形工藝。
目前在工業(yè)運用和試驗研究中常用到的鐵合金材料主要有低碳鋼、滲碳鋼、熱處理鋼、奧氏體不銹鋼和高強度鋼等。屈服強度在200~400 MPa之間的低碳鋼主要用于汽車結(jié)構(gòu)件的制造,像各類后軸支架、發(fā)動機托架和底盤結(jié)構(gòu)件等[15]。滲碳鋼和熱處理鋼可用于發(fā)動機軸類零件的制造[15]。奧氏體不銹鋼主要用于各類管道零件,像SS304不銹鋼廣泛用于制造各類管件接頭[16]和電器把手等零件。
用于管件高壓液力成形的鋼管主要有兩種:無縫鋼管和有縫鋼管。無縫鋼管是通過圓形胚料軋制出來的,其斷面上無接縫,有縫鋼管則是通過鋼板卷曲焊接而成。在管件高壓液力成形工藝中常用的管材直徑在20~140 mm之間,壁厚和直徑之比在0.06~0.012之間。市場上的鋼管在買回來時,一般有兩種狀態(tài):退過火和沒退過火。由于軋制或卷曲成形的冷作硬化,沒退火的鋼管強度會高些,但成形性能比較低。在高壓液力成形工藝中使用縫鋼管,特別注意要把焊縫放在變形過程中應(yīng)力最小的地方,可以減少焊縫周圍區(qū)域漲裂的危險。
鎂合金因其比強度高(強度和質(zhì)量之比)在汽車結(jié)構(gòu)輕量化上擁有良好運用前景,但這類材料的常溫塑性比較差,很難在室溫下對其塑性加工。一般都要把溫度提升到200℃以上才能成形出良好的零件。
4.2 管材成形性能測試
管材的制造工藝像軋制和卷曲焊接本身就是一種塑性成形工藝,會使加工后的管材冷作硬化,所以管材的機械性能與其胚料會有很大的差別,一般不能用胚料的材料性能(板材)來衡量和評估管材的可成形性。下面介紹4種專門用于測量管材成形性能的試驗。
1)角部填充試驗(圖6.a):常用于液壓成形中各種摩擦和潤滑測試[17]。
2)管材端部擴張試驗(圖6.b):用一個錐形沖頭擠壓管端直到管端拉裂,管端截面拉裂時的膨脹率可以用于評估材料的成形性能。
3)液壓漲形試驗(圖6.c):管件兩端被模具固定后,對管材進行高壓膨脹,直至其破裂,漲形高度反映了材料的成形性能。該試驗也是一種常用的管材應(yīng)力應(yīng)變曲線測量方法[18],由于管材在雙向拉應(yīng)力的作用下不易縮頸失穩(wěn),所以該方法獲得的應(yīng)變范圍比單向拉伸試驗獲得的應(yīng)變要大得多。
4)拉伸試驗(圖6.d和6.e):是一種常用的材料試驗,可以獲得彈性模量、屈服強度、抗拉強度、延伸率、應(yīng)力應(yīng)變曲線等機械性能數(shù)據(jù)。當(dāng)試樣從管材上切下后,需校直試樣后才能作拉伸試驗[19]。如果要測定管材的周向應(yīng)力,可以考慮采用周向拉伸試驗[20]。拉伸試驗的一個缺點是試樣會很快縮頸后斷裂,所以測到得應(yīng)變范圍比較小。


圖6 管材成形性能的試驗
5 工藝分析和數(shù)值模擬
管件高壓液力成形的主要工藝參數(shù)有:材料屬性(流動應(yīng)力、屈服應(yīng)力、各向異性參數(shù)、延伸率等)、加載路徑(成形壓力Vs補料量)、摩擦和潤滑參數(shù)、溫度、模具和零件的尺寸參數(shù)等,每個工藝參數(shù)都會影響成形零件的品質(zhì)。許多學(xué)者對以工藝參數(shù)的影響展開了研究。Carleer[21]等研究了管件高壓液力成形工藝后發(fā)現(xiàn):1)隨著材料硬化指數(shù)n的提高,液壓漲形所需的壓力會降低,成形后的管件的厚度分布更均勻;2)周向各向異性指數(shù)r會影響漲形壓力,而軸向各向異性指數(shù)會影響最大漲形高度。Kridri等人[22]的研究指出管材壁厚的增加會導(dǎo)致成形壓力和鎖模力的增加。
在所有的工藝參數(shù)中加載路徑(成形壓力Vs補料量)是高壓液力成形工藝中最為重要的參數(shù),加載路徑的設(shè)計直接決定了高壓液力成形工藝的成敗。高壓液力成形工藝典型的3種失效模式與加載路徑有關(guān)。如果成形壓力升高過快,材料來不及補充,管件就會漲裂。如果軸向補料太多,管件就應(yīng)為軸向壓力太大而起皺或屈曲[-5]。如圖7所示,只有當(dāng)加載路徑落在灰色的區(qū)域內(nèi)時才能成形出無缺陷的零件。
目前,加載路徑的設(shè)計主要依靠經(jīng)驗、有限元模擬和試驗獲得。加載路徑的設(shè)計方法主要有:
1)把高壓液力成形工藝分為兩個階段:成形階段和校形階段。兩階段的加載路徑都是線性曲線,這兩段直線依次通過屈服點、漲裂點和校形壓力點,這三點分別根據(jù)屈服應(yīng)力和抗拉強度計算獲得[23]。
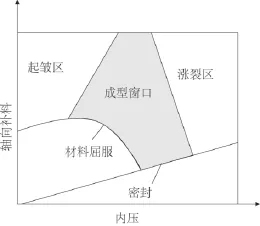
圖7 液壓成形工藝窗口圖
2)用有限元模擬管件沒有軸向約束下的漲形過程,從模擬結(jié)果中提取管件兩端向中間的位移值[24],把該位移放大一定的倍數(shù)后作為初始加載路徑。
3)加載路徑優(yōu)化法,把加載路徑分成經(jīng)過幾個設(shè)計點的分段線性曲線,設(shè)計一個優(yōu)化目標后,對設(shè)計點進行優(yōu)化獲得合適的加載路徑。
一般來說,管件高壓液力成形的工藝分析方法都是建立在確定性理論上,即所有的工藝參數(shù)都被認為具有恒定值,但在實際生產(chǎn)加工過程,各種工藝參數(shù)都存在一定的不確定性,即會在一定的范圍內(nèi)波動,如材料的力學(xué)性能、幾何尺寸和工藝條件等。這些不確定因素可能會導(dǎo)致產(chǎn)品品質(zhì)波動、幾何尺寸失真以及模具使用壽命降低等,進而造成工藝的不穩(wěn)定。因而有必要識別和量化這些隨機工藝參數(shù),并在工藝設(shè)計中充分考慮這些工藝參數(shù)的隨機性帶來的影響。Kim等[25]以應(yīng)力成形極限圖為衡量準則建立了管件漲形工藝的可靠性模型。楊晨等[26]以角部填充半徑為衡量準則建立了管件高壓液力成形工藝中角部填充的可靠性模型,采用蒙特卡洛模擬試驗法計算了給定加載路徑的工藝失效概率,并在此可靠性模型的基礎(chǔ)上優(yōu)化了角部填充的工藝參數(shù)。
6 摩擦和潤滑
由于管內(nèi)高壓液體作用,管件和模具之間的表面接觸壓力很高,導(dǎo)致摩擦力很大。摩擦力限制了材料的流動,所以摩擦對管件的壁厚分布、極限膨脹率以及成形缺陷有著重要的影響。根據(jù)不同的摩擦條件,可以把管件高壓液力成形工藝中的摩擦分為如圖8所示的3種類型:導(dǎo)向區(qū)、過度區(qū)和漲形區(qū)[27]。在導(dǎo)向區(qū)內(nèi)材料在壓縮力的作用下向成形區(qū)流動,材料會變厚,材料表面收縮。在漲形區(qū),材料主要受到雙向拉應(yīng)力作用,材料會變薄,材料表面會擴張。這兩種區(qū)域不同的摩擦條件會直接影響潤滑劑的選用。
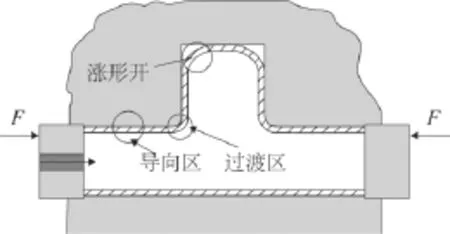
圖8 液壓成形工藝中的三種摩擦區(qū)域[27]
管件高壓液力成形工藝中存在的多種摩擦條件使?jié)櫥瑒┠Σ料禂?shù)的測定變得復(fù)雜,國外許多學(xué)者對這問題展開了深入的研究。美國俄亥俄州立大學(xué)和德國的一些學(xué)者分別針對3個摩擦區(qū)設(shè)計不同的實驗來測試摩擦系數(shù)[28]。目前,導(dǎo)向區(qū)摩擦系數(shù)測試方法共有3種(圖9)。它們都是讓液壓作用下的管件滑行通過與管外經(jīng)相等的孔,通過測量滑行阻力和液體壓力來測定摩擦系數(shù)。俄亥俄州立大學(xué)的Ngaile等[29,30]開發(fā)一種管件梨形截面漲形試驗來測量漲形區(qū)的摩擦系數(shù)。在內(nèi)壓作用下,材料會流向梨形模腔的頂端,而不同的摩擦條件下,材料漲形高度不一致,摩擦系數(shù)低的潤滑劑對應(yīng)的漲形高度高,所以可以根據(jù)漲形高度來評估摩擦系數(shù)。
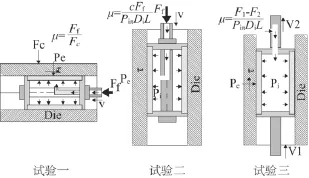
圖9 導(dǎo)向區(qū)摩擦系數(shù)測試裝置
7 總結(jié)
管件高壓液力成形技術(shù)是一種先進異型管件制造技術(shù),它利用高壓液體使工件進行塑性成形,特別適合截面形狀沿軸線連續(xù)變化的空心構(gòu)件的加工。與傳統(tǒng)的沖壓焊接工藝相比,管件高壓液力成形技術(shù)有許多優(yōu)勢,已逐漸替代沖壓焊接工藝來生產(chǎn)部分汽車結(jié)構(gòu)件,成為汽車輕量化制造的關(guān)鍵技術(shù)之一。
本文對管件高壓液力成形技術(shù)的原理、典型工藝、工裝設(shè)備、材料和成形性能、工藝分析方法、摩擦和潤滑等方面展開了綜合闡述,比較全面地介紹了該工藝。介紹管件高壓液力成形工藝時,分別對常規(guī)高壓液力成形、熱態(tài)高壓液力成形、管材雙面高壓液力成形進行了討論。在介紹材料和成形性能,分別探討了針對管材的材料試驗拉伸、角部填充、管端脹形和液壓漲形試驗。在介紹工藝分析方法時,闡述了加載路徑的設(shè)計方法和高壓液力成形工藝的分析方法。在介紹摩擦和潤滑時,分別討論導(dǎo)向區(qū)和漲形區(qū)的摩擦測試試驗。
[1]Dohmann F.,Hartl C.Hydroforming-a method to manufacture lightweight parts[J].Journal of Materials Processing Technology,1996,60:669-676.
[2]Muammer Koc,Taylan Altan- An overall review of the tube hydroforming(THF)technology[J].Journal of Materials Processing Technology,2001,108:384-393.
[3]苑世劍著.現(xiàn)代液壓成形技術(shù)[M].北京:國防工業(yè)出版社,2009.
[4]苑世劍,何祝斌,劉鋼,等.內(nèi)高壓成形理論與技術(shù)的新進展[J].中國有色金屬學(xué)報,2011,21(10):2524-2533.
[5]Muammer Koc.Hydroforming For Advanced Manufacturing[M].Woodhead Publishing Limited,2009.
[6]Fan,L.X.,Zheng,Z.X.,Xin,W.X.The hydroforming process design and finite element simulation for an automotive instrument panel support frame[J].Journal of China Ordnance,2006,2(4):245-250.
[7]Fan,L.X.,Xin,W.X.,Li G.H.The Development of a Nonsymmetrical Shape and Large Variation-cross Section Tube by Hydroforming[J].JOURNAL OF THE CHINESE SOCIETY OF MECHANICAL ENGINEERS,2010,31(2):87-92.
[8]Ray,B.J.and Mac Donald.Experimental study and finite element analysis of simple X-and T-branch ube hydroforming processes[J].International Journal of Mechanical Sciences,2005,47:1498 –1518.
[9]Suwat Jirathearanat,Christoph Hartl,Taylan Altan.Hydroforming of Y-shapes-product and process design using FEA simulation and experiments[J].Journal of Materials Processing Technology,2004,146:124–129.
[10]Michael Keigler,Herbert Bauer,David Harrison,Anjali K.M,De Silva,Enhancing the formability of aluminium components via temperature controlled hydroforming[J].Journal of Materials Processing Technology,2005,167:363-370.
[11]Shijian Yuan,Jun Qi,Zhubin He.An experimental investigation into the formability of hydroforming 5A02 Al-tubes at elevated temperature[J].Journal of Materials Processing Technology,2006,177:680–683.
[12] L.M.Smith,S.Ganeshmurthy,K.Alladi.Double-sided highpressure tubular hydroforming[J].Journal of Materials Processing Technology,2003,142:599–608.
[13]Jain N,Wang J,Alexander R.Finite element analysis of dual hydroforming processes[J].Journal of Materials Processing Technology,2004,145(1):59-65.
[14]Xiao-song Wang,Xiao-lei Cui,Shijian Yuan and Zheng Qu.Influence of External Pressure on Double-sided Hydroforming of 5A02 Aluminum Alloy Tube in a Square Die.Proceeding of 6th International Conference on Tube Hydroforming,2013[C],Korea,Jeju.
[15]Hartl C.Research and advances in fundamentals and industrial applications of hydroforming[J].J Mat Proc Tech,2005,167:383–392.
[16] Peters b-m and saeuberlich T.Economic production of highstrength tubes–a possibility to cost reduction of hydroforming processes[J].Proc Int Conf Hydroforming,2005 [C],Stuttgart:89–100.
[17]Duroux O,tondo S.Infl uence of material properties on necking in corner fill test[J].Proc Int Conf Hydroforming,2001 [C],Stuttgart:477–484.
[18]M.Strano,T.Altan.An inverse energy approach to determine the flow stress of tubular materials for hydroforming applications[J].Journal of Materials Processing Technology,2004,146:92–96.
[19]Zimerman Z.Analysis of experimental data developed by the A/SP Hydroforming committee.A report presented to the Hydroforming Materials and Lubricants task force of the Auto/Steel Partnership,Dec.29,2003.
[20]Wang H.,Martin P.,Houghland E.Evaluation of tube materials for tube hydroforming.Proceedings of 43rd Mechanical Working and Steel Processing Conference,2001[C],Charlotte,NC.
[21]B.Carleer,G.van der Kevie,L.de Winter,B.van Veldhuizen.Analysis of the effect of material properties on the hydroforming process of tubes[J].Journal of Materials Processing Technology,2000,104:158-166.
[22]G.T.Kridri,L.Bao,P.K.Mallick,Y.Tian.Investigation of thickness variation and corner filling in tube hydroforming”[J].Journal of Materials Processing Technology 2003,133:287–296.
[23]W.Rimkusa,H.Bauer,M.J.A.Mihsein.Design of load-curves for hydroforming applications”[J].Journal of Materials Processing Technology,2000,108:97-105.
[24]Yingyot Aue-U-Lan,Gracious Ngaile,Taylan Altan.Optimizing tube hydroforming using process simulation and experimental verification[J].Journal of Materials Processing Technology,2004,146:137–143.
[25]Kim J,Song W J,Kang B S.Probabilistic modeling of stressbased FLD in tube hydroforming process[J].J Mech Sci Techol,2009,23:2891-2902.
[26]Chen Yang,Yushen Hu,Lixia Fan,Wenxiu Xin.Reliability A-nalysis of the Corner Filling Test in the Tube Hydroforming Process,Proceedings of 6th International Conference on Tube Hydroforming August,2013[C],Jeju,Korea.
[27]Li B,Nye T J ,Metzger DR.Improving the Reliability of the Tube-Hydroforming Process by the Taguchi Method[J].J Press Vess-T ASME,2007,129:242-247.
[28]Gracious Ngaile and Chen Yang.Analytical model for the characterization of guiding zone tribo-test for tube hydroforming[J].Journal of Manufacturing Science and Engineering-Transactions of the ASME,2009,131(2):021008-1-021008-11.
[29]Ngaile G,Yang C.Analytical model for characterizing the pearshapedtribotest for tube hydroforming Part 1[J].Proc.IMechE Part B.-Engineering Manufacture,2008,222:865-873.
[30]Gracious Ngaile,Stefan Jaeger.Taylan Altan.Lubrication in tube hydroforming(THF)Part II.Performance evaluation of lubricants using LDH test and pear-shaped tube expansion test[J].Journal of Materials Processing Technology,2004,146:116–123.
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52