復合絕緣子傘裙護套注射成型工藝研究
2013-10-19 10:14:32徐衛星司曉闖
河南科技 2013年10期
關鍵詞:工藝
張 倩 徐衛星 司曉闖
(平高集團有限公司,河南 平頂山 467001)
我國于上世紀80年代開始研制并使用復合絕緣子,復合絕緣子的掛網運行大大提高了輸電線路的耐污閃能力,尤其是在重度污染地區,復合絕緣子的使用有效遏制了大面積污閃事故的發生,該類絕緣子還具有重量輕、運輸與安裝方便、易維護、制造工藝簡單等優點。上世紀90年代中后期,復合絕緣子的優勢逐漸被人們所認同,并且開始大量使用,打破了電瓷、玻璃絕緣子一統天下的局面。時至今日,我國已成為復合絕緣子制造及掛網運行數量最多的國家,從低電壓等級到高壓、超高壓、特高壓,從交流到直流,復合絕緣子的應用越來越廣。尤其是在特高壓輸電工程中,要求絕緣子重量輕、成本低、對外絕緣性能的要求極高,復合絕緣子的使用比例越來越高,對特高壓電網的安全可靠運行具有重要意義。
隨著需求數量的迅速增長,市場對復合絕緣子的生產效率和產品質量都提出了更高的要求,這就迫使各個復合絕緣子制造商不得不改變原來的加工工藝,提高生產效率、改善產品質量、降低生產成本。作為復合絕緣子產品的核心組成部分,傘裙護套的加工工藝近幾年改進最大,從原來的單傘模壓成型工藝發展到現在普遍采用的整體注射成型工藝,使得傘裙護套加工工序的生產效率提升了至少5倍以上,也明顯改善了傘裙的外觀質量。在實際生產中,模具結構、工藝參數等因素會對整體注射成型工藝產生重要的影響,所以,有必要對這些影響因素進行深入研究分析。
1 傘裙護套
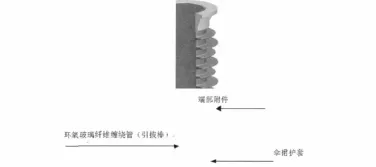
圖1 復合絕緣子結構組成
復合絕緣子根據使用情況可以分為空心復合絕緣子、棒形支柱復合絕緣子和線路復合絕緣子。無論哪種絕緣子,一般至少由以下三部分組成(如圖1所示):傘裙護套、端部附件和環氧玻璃纖維纏繞管(引拔棒)。其中傘裙護套不僅起到外絕緣的作用,還能保護復合絕緣子內部的玻璃纖維材料免受外界環境的侵蝕,在我國,傘裙護套的材料多數采用的是高溫硫化硅橡膠(HTV),這種硅橡膠是一種具有優良電氣性能的高分了材料,充分硫化后,傘裙護套可以耐受日曬、雨淋、風沙、酷暑、嚴寒等惡劣氣象條件,自然鹽堿、化學酸、堿、鹽導電塵埃的污染,以及潮濕等到條件下可能發生的火花放電或局部電弧的蝕損等綜合考驗,因此硅橡膠傘套具有很好的抗老化、耐高低溫、耐臭氧和耐電蝕損等性能。
傳統的傘裙護套成型工藝主要是單傘模壓成型,然后再通過粘接劑按照一定的傘型排列順序逐片粘接到環氧玻璃纖維纏繞管(引拔棒)上,這種工藝方法實施過程相對復雜,效率低下,每一片傘裙都必須占用一定的硫化時間,粘接質量受人為因素影響較大,不同傘裙之間存在環形接縫,這也是外界潮氣、微小顆粒進入或沉積于絕緣子內部的隱患。
模壓工藝曾經被長期采用,為我國復合絕緣子的發展做出了重要貢獻,但隨著國內硅橡膠注射機的出現,這種工藝就逐漸被淘汰,取而代之的是注射成型工藝。注射成型主要是利用高壓設備將硅橡膠(HTV)注射進絕緣子傘裙模具型腔內,在一定的溫度、壓力、時間等條件下進行硫化,該工藝可以一次成型多片連續的傘裙,傘裙在成型過程中直接包裹在環氧玻璃纖維纏繞管(引拔棒)表面,與其粘接牢靠。這種工藝效率高、質量穩定,但是對設備、模具結構設計、工藝過程控制等要求非常嚴格,任何一個因素的波動或設計不當都會給產品質量造成很大的影響,所以,下面模具設計、工藝過程控制兩個方面談一下復合絕緣子注射成型工藝的注意事項。
2 模具結構設計
復合絕緣子的外形尺寸決定了傘裙模具的大小,根據設備單次注射能力的不同,傘裙護套可以一次注射成型,也可分段多次注射成型。對于一次整體注射成型的模具,在設計時需要注意以下幾個要點:
2.1 模框部分
模框是復合絕緣子注射模具的基體,直接與注射機相連接,起著加熱、保溫、傳遞壓力的作用。為了使硅橡膠在模腔內硫化時有一個相對恒定的環境溫度,必須合理設計模框的加熱棒安裝位置(如圖2所示),原則是保證模腔內不同區域的溫度大致相同。另外,模框厚度的設計也有講究,由于大多數注射機上配置的都有一套主加熱系統,模具溫度的80%以上都來自主加熱板傳遞的熱量,因此模框底部(圖3中的項5),也就是與主加熱板相連的那一部分不易太厚,以免影響熱量的利用效率,在150mm~250mm之間為宜,而模框四周(圖3中的項1、2、3、4)主要起保溫作用,多數情況下需要安裝輔助加熱棒和隔熱板,為了減少溫度散失這部分模框不能太薄(建議不小于150mm)。如圖2所示。
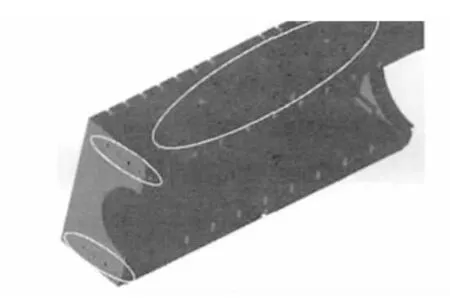
圖2 輔助加熱孔位置
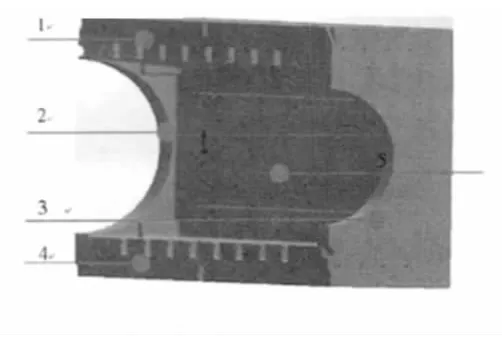
圖3 模框結構示意圖
2.2 模塊部分
一般來說,每套復合絕緣子傘裙注射模具的型腔都有很多模塊拼接而成,這些模塊要求硬度高、耐磨、表面粗糙度底,其材料可以是模具鋼,也可以使用45#進行調制、表面鍍鉻處理,都能達到上述要求。模塊材料符合要求的情況下,影響傘裙成型效果的就是模塊的尺寸設計。
首先,模塊在設計時,建議模塊應高出模框端面0.5mm~1mm(裝配之后),注意,這種結構只允許出現在其中一個半模上,而另外一個半模則要讓模塊與模框端面對齊。這樣兩半模合緊之后只有模塊部分接觸,承受合模壓力,而兩個模框理論上會有0.5mm~1mm的間隙,有利于膠料注射過程中模腔內氣體的排出,傘裙型腔注滿之后多余的膠料也能順著溢料槽從這個間隙流出。實踐證明:采用這種結構,傘裙不易產生氣泡,合模縫處毛邊較薄。
另外,在注射之前傘裙型腔內充滿了空氣,鑒于實際效果不理想,國內絕大多數的復合絕緣子制造廠都沒有采用抽真空的辦法來排氣,而是隨著膠料逐漸填充傘裙型腔,自動讓氣體排出。這種方法既經濟又簡單,前提是模具排氣槽的結構設計必須合理,每一片傘裙型腔都要設計排氣槽,其位置最好在傘裙最上端(如圖4所示),直接與外界空氣相通,排氣槽的具體形狀及尺寸要根據實際經驗來設計,基本原則是讓氣體暢通無阻,而膠料在未填滿型腔之前不能溢出,建議排氣槽:“寬而淺”。
當膠料填滿傘裙型腔之后,內部壓力很大,必然會有少量膠料溢出,在模具分型面處形成毛邊,毛邊太厚,影響產品外觀質量,還有可能造成制品在開模時撕裂傘裙。所以,在模塊上沿著傘裙邊緣附近(1.5mm左右)設計一道溢料槽可以有效控制傘裙毛邊的厚度,為了便于清理溢料槽的形狀最好是外寬內窄,且與外界空氣相通(如圖5所示)。
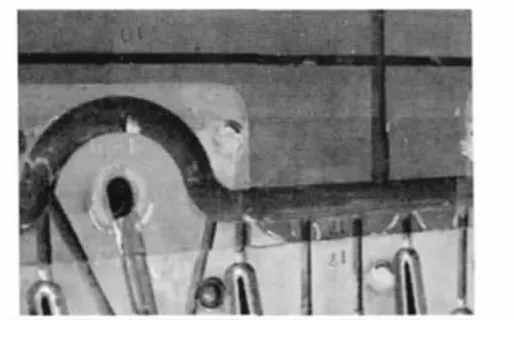
圖4 排氣槽結構
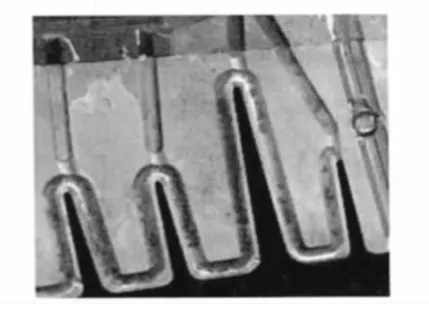
圖5 溢料槽結構
有些高電壓等級的產品由于高度較高,傘裙數量多,受到設備大小的限制不得不采用兩次(或兩次以上)注射成型的辦法。這種模具就需要專門設計一套接頭模塊,用于一段與二段之間的對接,對接工藝相對復雜,對模具制造精度要求高。一般常見的接頭結構如圖6所示,把接頭傘裙設計成一個凸起結構,高度15mm左右,作為下一片傘的根部。這種結構需要注意的有以下幾方面,首先,為了保證對接質量,必須保證定位傘的位置始終不變,也就是在注射過程中前一段已經成型的那部分傘裙相對于模具不能發生位移,可以采取多種措施來進行定位,方法很多,在此不再敘述。另外,凸起接頭在設計時應把外側(靠近前一段成型傘裙的那一側)緊貼模腔,而內側則要留出間隙以便膠料能夠進入,同時凸起接頭外側第一個傘套應與模具緊密配合,防止多余膠料從此處進入定位傘型腔,影響定位傘外觀質量。最后,需要在第一片接頭傘裙上端設計一道泄壓槽,當模腔充滿了處于狀態高壓的膠料時,多余的料就可以順著泄壓槽排除。
圖6 接頭結構
2.3 模腔尺寸
爬電距離是復合絕緣子重要的外絕緣參數,其實際值不能小于圖紙設計要求。由于硅橡膠是在高溫狀態下硫化的,從模具中取出冷卻至室溫后,會發生收縮,所以模具型腔在設計時要考慮硅橡膠收縮的影響,按收縮率把圖紙尺寸進行放大即可作為模具型腔的尺寸,一般高溫硫化硅橡膠收縮率在3%左右。
3 工藝過程
3.1 工藝參數
影響復合絕緣子傘裙注射成型質量的工藝參數主要有:模具型腔內的溫度、硫化時間和模腔內部壓力,硅橡膠的硫化速度、硫化程度以及硫化后的機械性能、化學性能受這三個工藝參數的影響較大。下面簡要介紹一下這三個參數的作用機理,并結合實際經驗給出每種參數的控制范圍作為參考。
壓力主要是指硫化過程中模具型腔內的壓力,需要保持恒定,它是保證傘裙護套致密性的關鍵。在膠料剛剛注滿型腔時,由于膠料還未硫化,具有一定的流動性,同時處于高溫高壓狀態,理論上模具型腔處于密閉狀態,內部沒有壓力散失,但是由于溢料槽、排氣槽的存在,甚至模具本身因為制造精度等原因也會留有縫隙,這些因素都會導致膠料在硫化初期有少量溢出型腔,壓力下降。鑒于此,必須在剛注滿膠料時先進行保壓,目的是彌補溢出的膠料和壓力損失,因此需要根據制品用膠量的大小、模腔的密閉程度來合理設置保壓開始的位置(注射量剩余值),保壓最好分成3~4段進行,每一段的保壓時間根據需要可以在5~15秒之間。保壓結束后,模具依然處于高壓狀態直到硫化結束。
溫度直接決定硅橡膠能否硫化,當高溫硫化硅橡膠采用注射工藝成型時,最好的硫化溫度應該在130℃ ~135℃范圍內,并且恒定。溫度過低或過高都不利于硫化,當溫度過低時(模腔表面120℃以下),硫化緩慢,效率低,也容易出現欠硫現象,溫度過高時(模腔表面140℃以上),注射過程中膠料容易焦燒,表現為傘裙局部老化。一般情況下,設備自帶有溫度測量系統,但它并不能準確的反映模具型腔表面的溫度值以及是否均勻,所以建議在注射前應使用表面測溫儀實際測量型腔各處的溫度,根據測量結果進行局部的調整,確保型腔表面溫度符合工藝要求。
在壓力、溫度一定的條件下,硫化時間的長短主要取決于傘裙護套的最大厚度,厚度越厚所需的硫化時間也越長。一般傘裙護套最厚的地方在大傘裙的根部,大多數都在6mm~20mm之間,下面一組數據是在特定壓力、溫度條件下不同厚度的樣片完全硫化所需的最短時間,僅供參考,見表1。
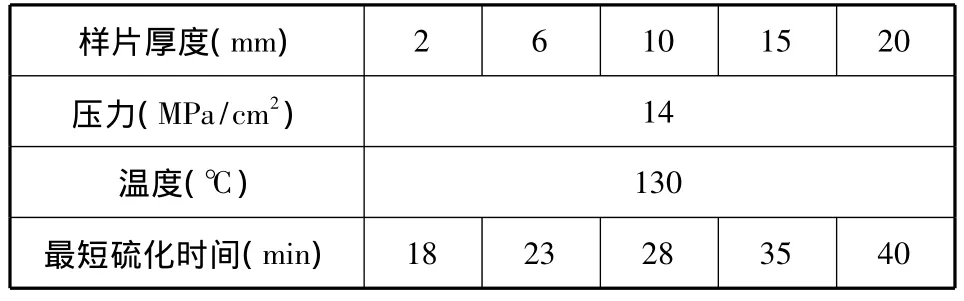
表1 不同厚度樣片的硫化時間
3.2 環氧玻璃纖維纏繞管(引拔棒)的處理
傘裙護套與環氧玻璃纖維纏繞管(引拔棒)之間存在界面,二者之間的粘接質量對復合絕緣子的電氣性能有重要的影響,所以在注射之前需對環氧玻璃纖維纏繞管(引拔棒)進行處理:首先,其表面的清潔處理很有必要,不能殘留水分和雜質,雜質的殘留會對復合絕緣子的絕緣性能產生不同程度的影響,嚴重時會導致絕緣子閃絡、擊穿。其次,沒有偶聯劑的作用傘套與纏繞管(引拔棒)不可能真正的連接起來,所以還要均勻的涂抹偶聯劑,其種類較多,現在普遍采用的有AP133、CH608等,不同廠家的工藝方法不盡相同,偶聯劑的配比、刷涂時間、溫度要求等都要合理選擇。
3.3 模具注膠口的打開位置
一般在模具設計時都預留了足夠多的注膠口,但是這些注膠口不能同時打開。不同的產品注膠口的打開位置也不一樣,它主要影響的是傘裙護套的外觀質量,如氣泡的多少、位置、大小等,另外對于空心復合絕緣子來說,注膠口的打開位置還會影響玻璃纖維纏繞管的內在質量,如由于受力不均勻導致管子壓裂等,而對于實芯支柱復合絕緣子,可能會影響產品的直線度、傘套厚度的均勻性等。下面結合生產經驗簡要介紹兩種左右開模的模具常用注膠口的打開位置。
只打開下端注射口,上端注射口全部關閉,如圖7所示。這種注膠方式非常有利于注射過程中氣體的排出,制品不易產生氣泡,外觀質量好,但是容易壓裂玻璃纖維纏繞管上端內壁,因為膠料從下端進入,壓力很大,把整個管子向上托起并擠壓,當模具與玻璃纖維纏繞管的接觸面積(承受壓力位置)太小時就更容易導致管子損傷,另外當管子直徑小、高度大時,這種注射方法還容易導致上下合模縫處傘套的厚度出現差異。所以,這種注射方法應注意盡量增大模具與玻璃纖維纏繞管的接觸面積,減小鐵芯與管子之間的配合間隙,在膠料不出現焦燒的情況下,減小注射速度,以降低膠料對管子的沖擊壓力。
上下均打開同等數量的注膠口,如圖8所示。這種注膠方式上下對稱注射,受力均勻,玻璃纖維纏繞管不易損傷,缺點是氣體不易排出,容易產生氣泡,并且氣泡主要分布于上下注膠口的交界面附近。
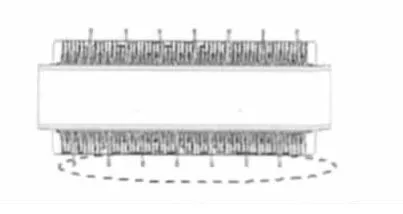
圖7

圖8
3.4 注射過程控制
不同的設備可能存在一些性能方面的差別,但是基本功能都差不多,對于注射機來說一般都會包括膠料塑化系統、溫控系統、注射系統、壓力控制系統等。設備參數的選擇也會對產品質量產生很大的影響,比如注射過程中的速度和壓力、注射后的排氣次數與位置、保壓壓力與位置等等都需要在實際生產中進行調試和總結,在此不再詳細講述。
4 結語
隨著復合絕緣子用量的急劇增加,傳統的加工工藝已遠遠不能滿足市場的需求,整體注射成型技術的推廣應用,使復合絕緣子的生產變得方便快捷,產品質量也得到進一步改善。本文僅從模具設計制造、工藝參數選擇等方面簡單敘述了注射成型工藝應該注意的事項,其實注射工藝還與生產設備、工裝設計與使用、膠料的工藝配方等很多方面息息相關。
[1]黃家康.復合材料成型技術及應用[M].北京:化學工業出版社,2011.
[2]俞翔霄,俞贊琪,陸惠英.環氧樹脂電絕緣材料[M].北京:化學工業出版社,2007.
[3]《電氣電子絕緣技術手冊》編輯委員會.電氣電子絕緣技術手冊[M].北京:機械工業出版社,2008.
[4]嚴璋,朱德恒.高電壓絕緣技術[M].北京:中國電力出版社,2002.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
