普通銑床的數控化改造
2013-10-14 11:00:24徐廷康張紅軍田縣城
機械制造與自動化 2013年3期
徐廷康,張紅軍,田縣城
(常州市歐凱數控機床有限公司,江蘇常州 213004)
0 機床數控化改造的目的
隨著科學技術的不斷發展,對機械產品的品質和生產率提出了越來越高的要求。機械加工工藝過程的自動化是實現上述要求的最重要的措施。它不僅能夠提高產品的品質,提高生產效率,降低生產成本,還能夠大大改善工人的勞動條件。
和普通銑床相比較,數控化銑床具有很多優勢,而目前在市場上購買的數控銑床的價格遠高于改裝一臺普通銑床所需花費,且在現有技術條件下,對普通銑床的數控化改造更可行。所以將著重對普通銑床的數控化改造過程進行描述。
1 改造方案、用途及數控系統的選配
根據不同的加工用途,一般普通型銑床有以下幾種改造方案:
改造方案一:X/Y兩個進給傳動軸將原有的普通梯形絲桿更換為滾珠絲桿,并配上經濟型步進電動機。或(交流伺服電動機)這種改造方式一般用于銑削平面為主的零件,配合手動主軸套筒的升降可以進行鉆孔,攻螺紋的加工等。這種數控化改造很容易實現,改造成本較低,經濟適用。
改造方案二:X/Y兩個進給傳動軸將原有的普通梯形絲桿更換為滾珠絲桿,驅動兩個方向的進給運動,Z軸進給方向保留原傳動結構及普通梯形絲桿不變,三軸均配上步進電動機來驅動。因為升降臺較重,Z軸升降臺方向保留原機械傳動機構手動方式,不配經濟型步進電動機,配上數控銑床用的數控系統后,只能實現橫縱兩個方向的數控進給運動。根據不同的加工要求,數控系統一般選用控制精度為0.01 mm或0.001 mm的經濟型數控銑床系統,如國產歐凱數控系統的OK990 MD型號控制精度為0.01 mm,可控制三軸聯動,可以配經濟型步進電動機或(交流伺服電動機)來驅動。Z軸如果更換為滾珠絲桿必須加裝防下滑裝置,如離合器等,而現有的結構所限制,增加離合器改動機構較大,改裝難度有點大,而且Z軸的驅動電動機必須有失電制動功能。因為普通梯型絲桿有自鎖功能,即使升降臺在下降過程中電動機突然失電,也不會造成意外。因此這種改造方法是經濟可行的,也比較容易實現,改造后的機床可控制三軸聯動,不僅用于平面類銑削加工,也可以進行一般的模具加工,參見圖1。
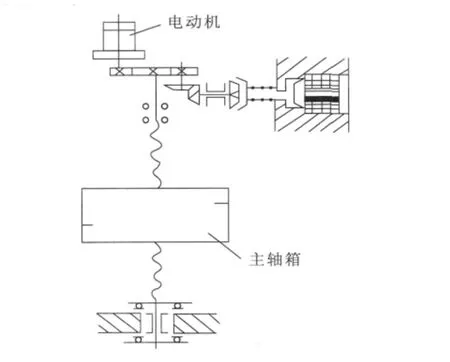
圖1 Z軸傳動示意圖
這種改造方案的優點是:低成本實現了數控化三軸聯動,改造后的機床可以銑削平面、圓弧,還可以完成鉆孔、攻絲以及小型模具的粗加工等復雜加工工序。這種改造方案的缺點是:由于銑頭箱體的結構所限制,一般普通銑床的主軸套筒的行程大約有150300 mm,這比原升降臺的行程相比大大降低了。但是這個行程經過實踐證明可以滿足形狀復雜的小型產品復雜工序的加工以及小型模具的粗加工。根據機床的實際用途來選配數控系統,如常州歐凱數控系統OK990 MD經濟適用型數控系統配三相步進電動機或交流伺服電動機,可以完成模具的粗加工和半精加工。控制精度可以達到0.01 mm,目前就是因為這種改造方案較為經濟適用,得到大部分用戶的認可,不僅減少設備的投入,還可以節省資金。所以將普通銑床改造為數控銑床值得推廣和運用。
2 結語
目前社會上有大量的舊機床,因加工精度差生產效率低,或年久失效被閑置,將已經磨損的,失效的舊機床改造成性能優越的數控機床,不僅提高了零件的加工精度和勞動生產效率,還能節約大量的資金,產生較好的經濟效益,為祖國的工業發展盡綿薄之力。