切削刀具的改進與研究
2013-10-11 14:10:04北京電子科技職業學院100029劉文平李玉蘭
金屬加工(冷加工) 2013年22期
北京電子科技職業學院 (100029) 劉文平 李玉蘭
金屬切削刀具在機械制造工業中起著日益重要的作用,許多技術革新和技術改造往往是從刀具改革開始的。筆者所在企業生產的高速切管鋸片(見圖1),主要服務于鋼管廠、鋼窗廠等企業,其主要功能是對薄壁鋼管和異型鋼材進行快速切斷。
高速切管鋸片的加工工藝為:毛坯材料65 M n,4.5mm×1000mm×2000mm板材→剪板機裁成650mm×650mm方料→鉆中心孔:Z35K搖臂鉆床,打孔φ52mm→鏜孔:X53K銑床鏜孔至尺寸φ60mm→立式車床車至粗加工尺寸φ(610±0.50)mm→精車外圓:立式車床以中心孔φ60mm為基準,車至尺寸φ(600±0.08)mm→銑齒形:X62W銑床銑周齒(B型齒)→鉆傳動孔:Z 5140 B鉆孔2個φ18 m m,中心距(120±0.10)mm,8~10片為一摞進行打孔→熱處理淬火:48~51 HRC→磨床磨兩平面:M7475B磨至尺寸4mm→調平→磨床磨隙角:M7475B直徑至200mm處→檢驗齒形、厚度及隙角角度。

圖1 鋸片示意圖
1.生產制造過程中的問題
在制造高速切管鋸片中,經常遇到由于一些工人的工作失誤導致后道工序無法加工的問題。在加工中,由于中轉工的工作失誤,在銑齒形后就轉入熱處理淬火,淬火后磨平面和調平繼續加工完成,檢驗查出沒鉆傳動孔,此時由于催貨很急,再投入生產已經不可能,于是讓鉗工補鉆傳動孔,當鉆床鉆孔到一半時,由于淬硬鋼的硬度很高,再加上軸向力很大,鉆頭竟被折斷。車間領導緊急組織了一個攻關小組,大家一起研究、解決此問題。
切管鋸片材料是65Mn彈簧鋼,淬火硬度48~51HRC,抗彎強度達到1800MPa,可想而知在這種硬度材料上進行孔加工是件很棘手的問題。首先分析鉆頭折斷的原因,它的強度和韌性雖好,但它對應力集中非常敏感,帶缺口崩刃試件的抗彎強度比不帶缺口試件可降低一半。由于普通角度118°的鉆頭在加工硬度很高的工件時,前刀刃有崩刃現象,再有軸向力和轉矩加大,才導致鉆頭折斷,根據這種情況,我們制定了以下幾個方案。
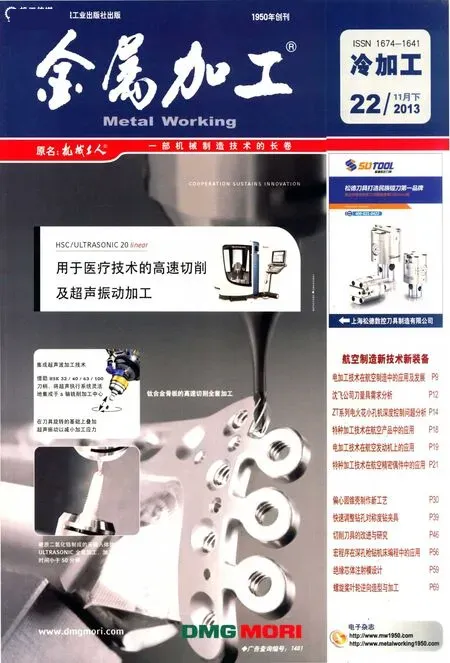
(1)第一種方案 首選鑲齒硬質合金麻花鉆頭,如圖2所示。調整合理的切削速度和進給量,對鋸片進行孔加工,由于工件硬度很高不易被切削,加工較短時間,鉆頭刃部鑲齒焊接處開焊。
飛鋸由于切削加工時產生很大變形又受軸向力的下壓,4m m的工件出現了裂紋。針對焊接開焊進行技術分析,硬質合金鉆頭最大的障礙是鉆頭有崩刃傾向,由于鉆頭的強度和剛性不足,以及橫刃處極小的切削速度,刀片易在該處損壞,還有鉆頭的強度與抗振性隨著鉆頭在機床主軸的伸出量的縮小而提高,此外,鑲齒部位和刀體焊接處離切削區很近等等,這些都是造成硬質合金刀片脫焊的原因。再有硬質合金鉆頭價格高,刃磨困難,所以這一方案很快就被否定了。
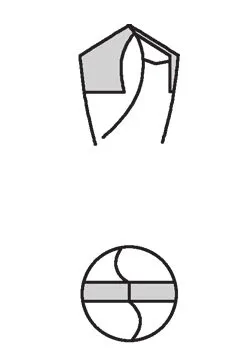
圖2 鑲齒硬質合金麻花鉆頭
(2)第二種方案 根據材料上的試驗數據與生產經驗,鉆頭頂角2φ大體可以根據被加工材料選擇:普通鋼2φ頂角 116°~120°,高強度鋼2φ頂角 125°~150°。
分析后采用了可鉆不銹鋼和高強度鋼的群鉆來加工淬硬的65Mn材料(見圖3),它的2φ頂角為125°~150°,有兩個斷屑槽,而實際操作表明由于頂角2φ的加大,軸向力增加,整個工件又是4mm厚的65Mn彈簧淬硬鋼,試切入一半,鉆頭與工件之間,磨損加劇,產生尖銳摩擦聲,工件發生變形、下凹,鉆頭尖部磨損較為嚴重,呈球狀,無法繼續切削。
此方法要求刃磨工有高超的手藝,對稱難度不易掌握,對硬度高的材料,有些費力。
(3)第三種方案 綜上述兩種方案都不可行,根據以往的經驗,確定解決方案為:①在機床切削三要素上采用合理的速度。②在裝夾上將原來的八片為一組打孔,改為單片加工。③在工件底部選擇合適的有孔墊鐵(見圖4),主要是為了減少由于軸向力很大,消除薄片工件易變形和下凹的因素。④在刀具上需要改進鉆頭的角度。
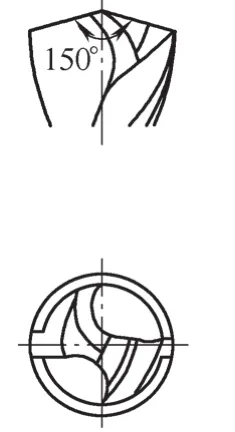
圖3 群鉆

圖4 鉆孔夾具
2.刀具改造效果
圖5 改進后的麻花鉆頭
資料顯示,65Mn材料是合金材料鋼,硬度49HRC,有1800MPa的抗彎強度,這樣的高強度鋼,加工孔確實有一定難度,通過查閱金屬切削材料與刀具、金屬切削手冊等,明確了橫刃是在沉重的條件下工作的,由于大的切削角,橫刃在相當大的程度上是不能切削的,而是擠刮材料,橫刃所引起的進給力占鉆頭總進給力的40%~50%,因此在鉆頭切出與橫刃工作結束的瞬間軸向力急劇下降,應用這個原理,設計為鉆頭2φ頂角為75°左右(見圖5),為了消除上述試驗群鉆鉆頭尖部被磨鈍現象,改為有2.0~2.5mm的橫刃,使鉆頭尖部更有耐磨性,為了使鉆頭在孔加工中孔壁有較好的表面粗糙度,在鉆頭的切削刃部位用折線代替曲線切削刃,雙重刃磨時折線由兩部分組成,雙重刃磨時,鉆頭磨成75°~80°,而在鉆頭外緣處形成長度為0.2倍的直徑,頂角為55°~60°的附加切削刃。同時為了加強前刀刃對工件的耐用度,磨出了接近于負角,這樣在加工薄件時,帶有橫刃的鉆頭尖部首先鉆通工件,然后通過兩邊的前刀刃刮削出大孔,再由鉆頭的附加切削刃完成擴孔并使表面粗糙度符合圖樣要求。通過這樣的刀具改造,使產品如期完成。