環繞型復合材料接頭層間開裂問題分析和改進措施
2013-10-11 02:29:54王建華黎小寶郭丹丹
教練機 2013年2期
王 強,王建華,黎小寶,郭丹丹
(中航工業洪都,江西南昌330024)
0 引言
為了減輕結構重量,飛機翼面等主承力結構已經廣泛應用復合材料。為了進一步加大復合材料的用量,國外從上世紀70年代末開始使用復合材料接頭,國內從上世紀90年代開始研究復合材料接頭設計制造技術。復合材料結構中的金屬接頭和連接件的重量一般可以占結構重量的18%,比金屬結構中接頭和連接件的重量比高出一倍。如果接頭用復合材料,并與壁板融為一體,其結構將更加簡潔,重量將更輕,抗疲勞性能也更好。
復合材料接頭一般要承受較大的集中載荷,接頭的設計和制造相比一般的復合材料結構有較大的難度。本文將結合某復合材料接頭試驗件的設計、制造、試驗及改進過程展開介紹。
1 接頭試驗件設計
1.1 設計思路
翼身連接接頭主要承受翼面升力引起的剪力和翼面彎矩引起的拉、壓軸力。現代戰斗機的翼面相對厚度小(一般在5%左右),因此翼面彎矩引起的拉、壓軸力是翼身接頭的主要載荷。翼身連接接頭若采用復合材料,其強度應至少達到高強度鋁合金的水平,傳統的層壓式鋪層設計已難以滿足要求。纖維復合材料主要靠纖維承受正應力,翼身連接接頭耳片頭部的應力主要是環向正應力,因此纖維環向鋪疊比較有利。
1.2 設計指標
經過對目標機的分析,確定了翼身接頭的設計承載指標如下:
拉壓軸力220~270KN
橫向切力25~30KN
1.3 鋪層設計
根據上述思路,設計復合材料翼身連接接頭試驗件,試驗件尺寸如圖1所示,接頭材料采用T300/QY8911。接頭采用豎面環繞主承拉鋪層設計,其鋪層如圖2所示。除了蒙皮鋪層外,接頭由四個鋪層組構成。鋪層組Ⅱ是豎面環繞層,主要承受拉力;鋪層組Ⅲ和Ⅳ是平面鋪層,主要承受壓力;鋪層組Ⅰ是豎面環繞層,主要是防止鋪層組表面分層開裂。
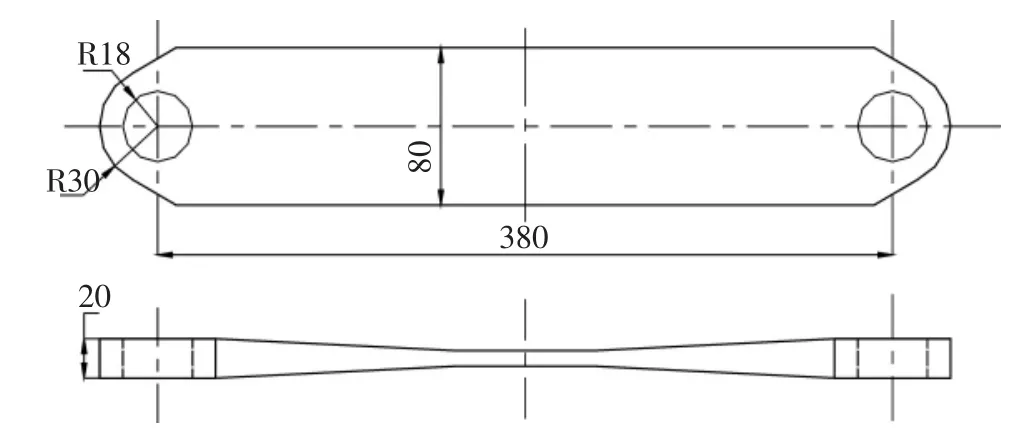
圖1 豎面環繞接頭試驗件幾何尺寸
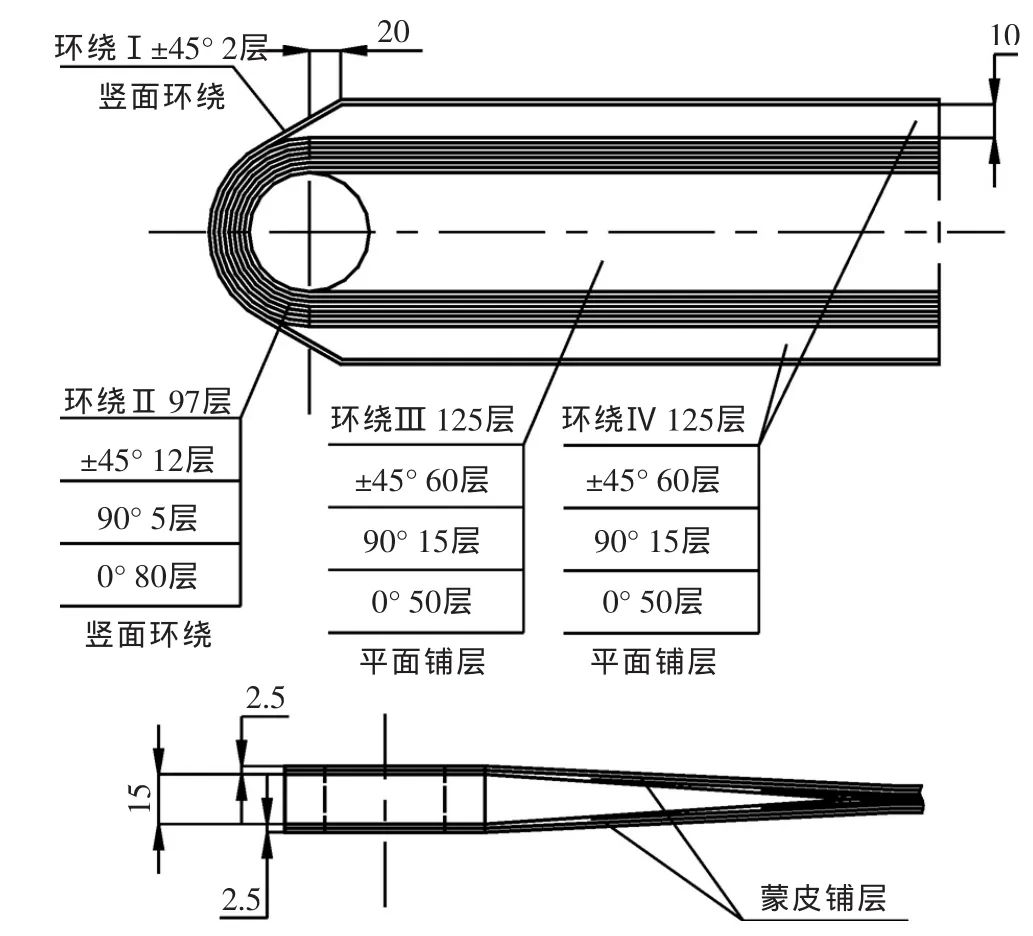
圖2 豎面環繞接頭試驗件鋪層
1.4 成形工藝
試驗件制造過程為:首先將鋪層組Ⅲ固化成一條寬36mm、厚15mm的板條,在板條端頭放置一塊R18mm半圓形填充塊,在此基礎上鋪疊豎面U形件,拼接條狀鋪層Ⅳ(已固化)和鋪層Ⅰ,進罐固化成一塊整體厚板后按尺寸銑切成楔形件,在楔形件上、下表面鋪疊上、下蒙皮再次進罐固化成形接頭試件。試驗件成形后如圖3所示。
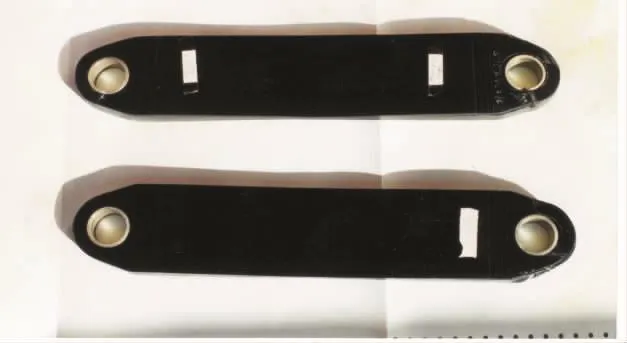
圖3 豎面環繞接頭試驗件
1.5 承載能力計算
T300/QY8911單向板拉伸強度B基值為1239MPa[1],剪切強度平均值為110.5MPa。承拉鋪層截面積為15×24=360mm2,查歐洲航天局復合材料設計手冊中鏈環試驗數據,當接頭頭部內外半徑比R/r=30/18=1.66時的應力集中系數約為1.99,初步估算接頭的承拉能力P=360×1239/1.99≈224KN。
2 問題
發現試驗件楔形件中的U形件頭部在固化后有層間開裂現象,上、下蒙皮鋪疊固化后在U形件的平直部分又出現新的開裂現象。如圖4所示。
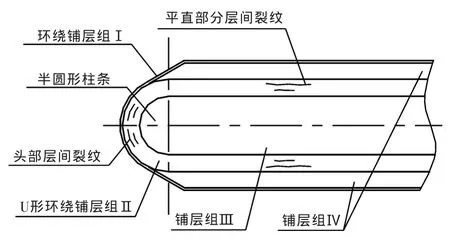
圖4 U形件裂紋
將試驗件進行抗拉試驗,結果試驗件的破壞值在158KN~171KN之間,未達到設計指標,與估算的承拉能力有較大出入,誤差超過20%。試驗設備如圖5所示。
3 問題分析
3.1 層間開裂原因分析
U形件頭部是一個曲板,通常曲板或角型材固化成形后都要回彈。U形件固化后受到厚板Ⅲ限制不能自由回彈,應該是造成頭部層間開裂的主要原因。現對U形件固化后回彈機理進行分析。
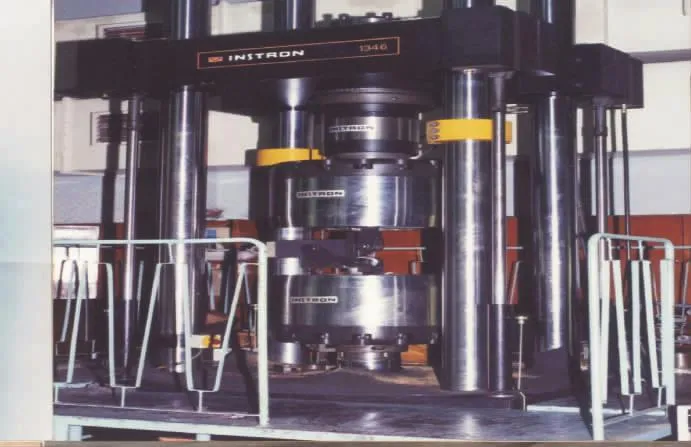
圖5 U形件拉伸試驗
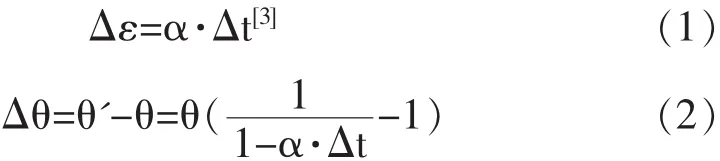
U形件平面形狀如圖6所示,由豎面單向帶鋪疊而成,共97層,其中0°80層,90°5層,±45°12層。 T300/QY8911單向板150℃狀態下0°方向熱膨脹系數為0.19×10-6K-1[1],90°方向為40.3×10-6K-1[1]。 由于U形件基本上是由0°環繞層構成,因此可以近似認為各層環向長度固化后不變,在自由狀態下只是厚度由高溫固化時的S冷卻至室溫時的S′,內、外半徑r和R分別減小至r′和R′,由此將會產生角度為Δθ的自由回彈。則由自由狀態下變形協調關系可得:
式中:α—單向板90°方向熱膨脹系數;
Δt—固化溫度降至室溫的溫差,固化溫度為185℃,室溫為20℃。
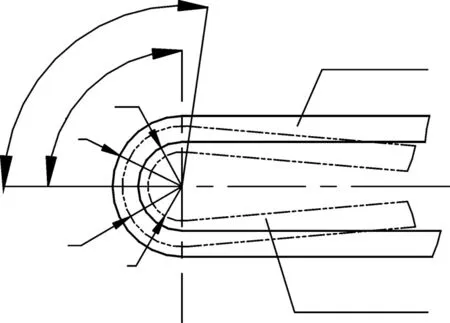
圖6 U形件自由回彈變形
由式(1)和式(2)可得Δε=0.66%,Δθ=0.6°。 實際情況下U形件不能自由回彈,頭部厚度S也就不能自由變薄至S′,層間必然產生拉應力。T300/QY8911單向板橫向斷裂應變為0.63%[1],Δε已超過此值,因此層間開裂。
U形件平直部分厚度變化在上、下蒙皮未鋪疊固化之前不受限制,不會發生層間開裂,但在蒙皮鋪上之后將阻止厚度收縮導致層間開裂。
3.2 強度不夠原因分析
為了分析試件提前破壞原因,試驗后切開試件檢查,發現承拉鋪層組Ⅱ并未被拉斷,而是在相鄰的鋪層組結合面上發生了剪切破壞,說明是鋪層組之間的結合面強度不夠。
U形件共有八個面與周圍鋪層組結合,總膠接面積12480mm2,膠粘劑為J-117。取剪切強度30MPa計算,可以承受374.4KN,實際試驗為158KN~171KN。為此作了標準試片膠接剪切試驗,單向板和單向板膠接剪切破壞平均值為33.48MPa,單向板與±45°表面結合的剪切破壞平均值為23.14MPa。U形件的膠接長度為160mm,比標準試片膠接長度大的多,膠接長度愈長應力分布愈不均,缺陷也愈多。因此在估算時膠接面剪切強度取值30MPa太高了,導致U形件與周圍鋪層組結合強度計算值與實際值相差太大,試件提前破壞。
4 解決措施
上述試件層間開裂問題及強度不夠問題的根本原因是復合材料鋪層設計不合理,導致成形過程中產生較大的層間應力,以及復合材料層間強度低所致。復合材料層間增強技術目前主要有編織、縫合、“離位”增韌和z-pinning等[2],但是這些方法都會不同程度的降低復合材料的面內承載能力,且國內這些技術還不成熟。為此決定改變鋪層設計,以盡量降低成形過程中的層間應力,以及增加承拉鋪層組的集中力的擴散面積。
4.1 新接頭試驗件設計改進
接頭試驗件承拉鋪層組由豎面環繞改進為平面環繞,試件幾何尺寸如圖7所示,鋪層如圖8所示。這種形式接頭的蒙皮與接頭鋪層完全融為一體,主要由±30°環繞鋪層和0°環繞鋪層及其相應的填充層構成,有少量的0°和90°鋪層。這種方案既解決了層間開裂問題和集中力的擴散問題。試驗件成形后如圖9所示。
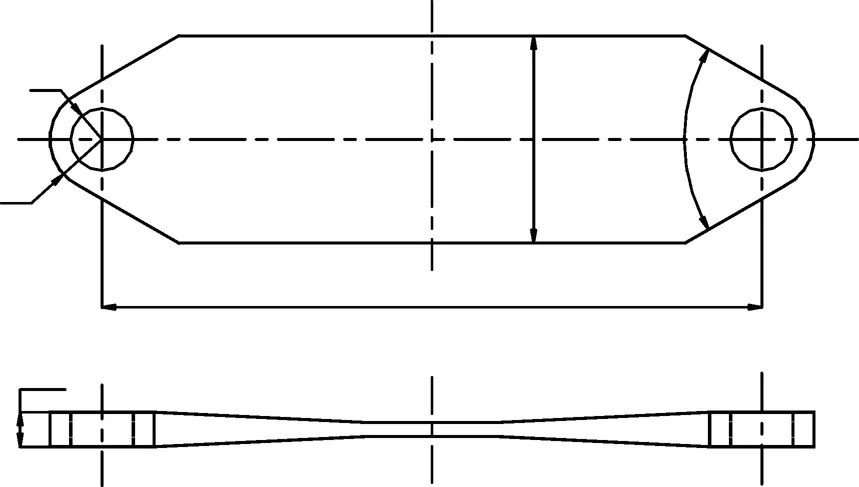
圖7 平面環繞接頭試驗件幾何尺寸
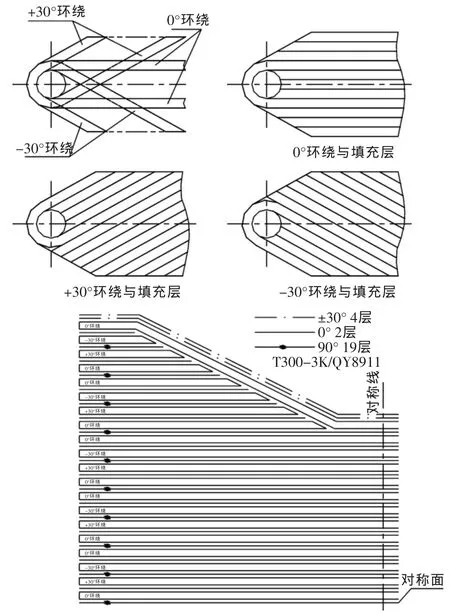
圖8 平面環繞接頭試驗件鋪層圖
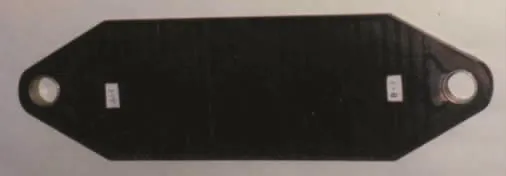
圖9 平面環繞接頭試驗件
4.2 新接頭試驗件承載能力計算
接頭耳片0°和±30°環繞層 各20層 , 單 層 厚0.36mm;0°層20層,單層厚0.12mm。耳片承拉總面積F1=24×(40×0.36+20×0.12)=403.2mm2。耳片承剪面積F2=24×19.58=470mm2。
耳片抗拉載荷P=403.2×1239/1.99=250KN。
耳片承剪載荷Q=τ·F2=110.5×470=51.9KN。
4.3 新接頭試驗件承載能力試驗
抗拉承載試驗件最低值230KN,最高值為248KN,平均值為237.7KN,破壞模式為承拉鋪層拉斷。
橫向承載試驗件最低值63KN,最高值77KN,破壞模式為層間剪切破壞。
4.4 新接頭試驗件承載試驗結果分析
1)新接頭抗拉承載試驗平均值比計算值低5%,滿足工程精度要求。接頭的抗拉承載能力達到了預定指標要求,與高強度鋁合金接頭承載能力相當;
2)新接頭橫向承載能力超過了指標要求;
3)鋪層設計合理,較好地控制了成形過程中的層間應力,避免了層間開裂缺陷;
4)較好地解決了集中了擴散問題;
5)新接頭改進設計合理、成功。
5 結語
通過對復合材料翼身接頭設計—試驗—設計改進—試驗的工作,掌握了復合材料主承力接頭設計中的鋪層設計、制造工藝和模具設計等關鍵技術,為后續型號復合材料的進一步應用打下了基礎,提供了技術儲備。
[1]郭玉瑛等.飛機設計手冊第3冊.北京:航空工業出版社,1997.
[2]沈真等.復合材料結構設計手冊.北京:航空工業出版社,2001.
[3]解思適等.飛機設計手冊第9冊.北京:航空工業出版社,2001.
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
應用化工(2014年10期)2014-08-16 13:11:29
