電站鍋爐膜式壁管排氬弧焊打底的焊接手法及缺陷控制
2013-10-08 11:38:14寧夏電力建設工程公司銀川750001
金屬加工(熱加工) 2013年24期
關鍵詞:焊縫
寧夏電力建設工程公司 (銀川 750001) 王 進 李 莉
1.概述
在電廠鍋爐安裝焊接中,約有20%~40%的地面焊口組合率,隨著機組容量和參數的不斷增加,這部分焊口在超超臨界機組中已達到20000余道,焊口大部分是膜式壁(水冷壁、包墻)管排,并以水平固定管居多。焊接時發現,雖然這一部分焊口的焊接施工環境條件要比鍋爐安裝焊口好,但是這一部分焊口氬弧焊打底時出現的焊接缺陷較多,焊口的一次合格率遠低于鍋爐安裝焊口。目前,膜式壁(水冷壁、包墻)排管的焊接采用立向上焊接手法、立向下等焊接手法 ,下面就對這幾種焊接手法及其焊接缺陷產生的原因進行探討。
2.膜式壁管排的焊接特點
膜式壁管(如鍋爐水冷壁管、包墻管)一般10~40根光管由密封板焊接形成一個整體,為了減少鍋爐高空作業,在條件比較好的地面分段進行組合焊接,這一部分焊口就由垂直固定管的焊接位置變成水平固定管。其焊接方式一般由兩名焊工施焊(一上一下),先由下方焊工施焊下半部焊口,再由上方焊工完成上部半道焊口。對于排管中的平焊位置來講,基本不存在什么問題,焊接的難點主要在下半部分處于仰焊位置的焊口。
如下焊接時的主要難點有:
(1)因管與管之間互相成為障礙,無法與單根管焊接相比。
(2)對間隙的控制 焊接時,所有管子由密封板連接成為一體,先焊接的焊口因為收縮變形,致使后焊接的焊口間隙縮小,有的甚至沒有間隙。因此,膜式壁管排焊口的對口間隙不易控制。
(3)管與管之間的距離控制 由于管與管的間距小(一般為10~20mm),焊接時氬弧焊槍角度、焊絲的送絲角度變化難度增大,致使氣體保護效果差。
3.膜式壁管排的幾種焊接手法
現場安裝膜式壁管(如鍋爐水冷壁管、包墻管)一般采用GTAW或GTAW/SMAW的焊接方法,氬弧焊打底常用的焊接手法主要有以下幾種。
(1)立向下焊接法 從管口的9點和3點(立焊位)的位置起弧,在管口的6點(仰焊位)位置收弧封底(見圖1)。
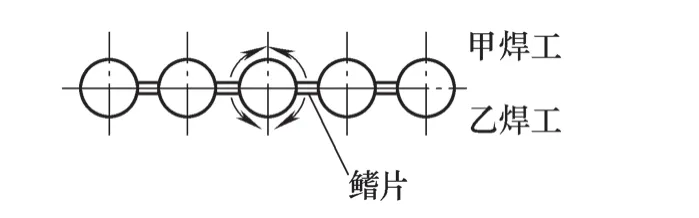
圖1
立向下焊接法的優點:①焊接時視線好。②符合困難位置焊口的焊接原則,在有障礙物處起弧,無障礙物處收弧封底。
缺點:①對口要求高,管口間隙要大,一般采用內填絲法焊接。②焊道較薄,焊條電弧焊蓋面時容易燒穿。③焊接操作難度大,不易掌握,在焊縫的正仰焊位置容易產生塌陷(內凹)缺陷。④焊道根部易產生夾絲頭的焊接缺陷。⑤對口間隙大,勞動生產率低。
(2)立向上焊接法 從管口的6點位置(仰焊位)起弧,3點和9點位(立焊位)收弧封底。
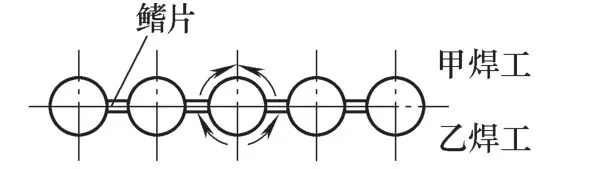
圖2
立向上焊接法的優點:①根部成形好,仰焊位不容易產生塌陷(內凹)缺陷。②對焊縫的對口間隙要求不嚴格,勞動生產率高。
缺點:①焊接時視線差,送絲角度達不到焊接要求。②操作難度大,將熄弧點放在了整個焊接過程中的困難位置。
(3)兩人配合焊接法 下方人只持焊槍,上方人從管口內部填絲,完成整個下半部分焊口的方法。
優點:①根部焊縫成形好。②對下方操作人員來講,難度降低。
缺點:①對口間隙要求嚴格,上方焊口間隙要大于焊絲直徑。②對兩人互相配合默契的程度要求高,配合不好易產生氣孔缺陷。③焊接速度慢,勞動生產率低。
4.幾種焊接手法所產生的焊接缺陷的原因和控制要點
(1)立向下焊接法產生內凹缺陷的原因 立向下焊接法中的內凹缺陷在水平固定排管的焊接中經常出現,內凹深度為1mm左右,長度為10~15mm左右,大部分都出現在焊縫5點到7點鐘的位置。產生的主要原因是熔化鐵水溫度過高,液態金屬在自重的作用下,下墜形成。
立向下焊接法焊接防止內凹缺陷的控制要點:①焊接時應盡量采用內填絲法焊接。②收弧點應焊過垂直中心線10mm左右(見圖3)。③對收弧處的焊縫進行打磨削薄,以減少仰焊位高溫鐵液的停留時間。④仰焊位收弧封底時,必須要在封底后向熔池內補給焊絲,進行補給時要感到焊絲給到熔池根部,焊絲補給量要控制合適,給多了易出現夾絲頭,給少了根部仰焊位易產生內凹缺陷。焊絲補給時要穩,以免破壞焊接區的氬氣保護氛圍。⑤焊接時必須要保證氬弧焊槍與管子的角度,氬弧焊槍與焊絲的角度。氬弧焊槍和焊絲要隨管子的弧度變化而變化。⑥正確選擇焊接規范,焊接電流過大,熔化鐵水溫度過高,液態金屬在自重的作用下塌陷。焊接電流過小,仰焊位電弧停留時間過長,且鐵水無法給到熔池的根部,也會產生內凹缺陷。因此,應根據管子的壁厚,合理選擇焊接電流和焊接速度。
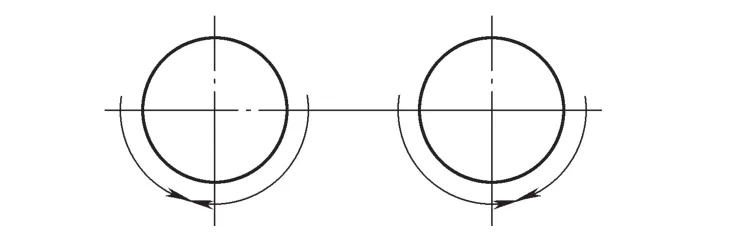
圖3
(2)立向上焊接法產生未熔合缺陷的原因 立向上焊接法中的未熔合缺陷在水平固定排管的焊接中也經常出現,出現的位置在焊縫根部的4~5點、7~8點之間,長度大約在4~5mm。產生的主要原因是:在長期的焊接實踐操作中發現,立向上焊接法焊接的操作手法在整個焊接過程中有兩個難點:一是氬弧焊槍的角度變化難,在焊縫的4~5、7~8點是整個焊槍角度變化最困難的部位,如果在此位焊槍角度變化過小或過大,都會在此位形成未熔合(即兩弧焊縫熔合不好);二是向熔池內填加焊絲難,在整個焊接過程中,焊絲從焊口的側面送進,角度達不到規定要求,同時,焊槍對焊工的視線也有一定的影響,上述兩個原因造成未熔合缺陷。
防止未熔合缺陷的控制要點:
正確掌握起焊時的焊槍角度:我們習慣性在起焊時焊槍和管子水平方向和垂直方向的角度成為90°,這樣有兩點不利:一是焊槍角度變化大,如圖4所示。

圖4
從管子的仰焊位起弧焊接時,在不影響氬氣保護效果的前提下,先讓氬弧焊槍與管口的垂線有10°~15°的傾角,這樣整個焊接過程中角度變化相對就小了;二是影響焊工的焊接視線,如圖5所示,氬弧焊槍和管子的垂線方向有10°左右的傾角,這樣既利于向熔池內送進焊絲,又可以使焊工更清楚的觀察到整個焊接過程。
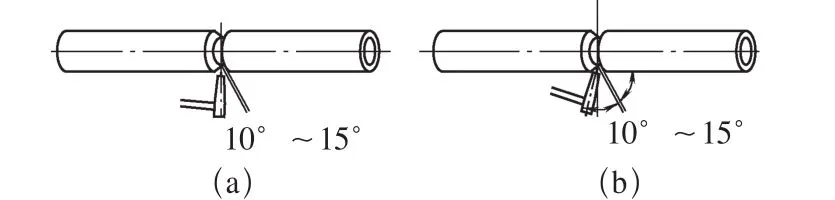
圖5
掌握正確的焊接手法:許多焊工在操作時,氬弧焊槍隨著管子的弧度轉動時采用的方法是氬弧焊槍的整體都在變化,而正確的方法是轉動時,氬弧焊槍槍頭要有向上旋轉的動作,這樣整個焊接過程中焊槍的角度變化均勻,不會在焊口的7~8點、4~5點焊槍角度有過大的變化。
焊接過程中,保持焊槍與管子切線方向75°~80°的夾角,向熔池內填加焊絲時,焊絲要送到熔池的上方,并且要送到熔池的根部。焊槍擺動要均勻,送絲動作要輕、快、準,按兩慢一快的焊接原則,保證焊縫和母材間熔合良好。
(3)兩人配合焊接法 兩人配合焊接中主要出現的是氣孔缺陷,主要原因是兩人配合不夠默契,下方焊接人員的焊接速度和上方員的送絲速度不協調或上方人員送絲速度過大,破壞了整個氬氣保護區,致使空氣侵入焊接熔池內產生氣孔缺陷。
防止氣孔缺陷的控制要點:①下方人員焊槍角度要及時隨著管子弧度的變化而變化。②上方送絲人員使用連續送絲的手法。
5.結語
(1)通過對上述的幾種氬弧焊打底的焊接手法進行比較可以看出,在焊接膜式壁管排中幾種焊接手法各有利弊,因此在我們焊接時,可以根據自己的實操技能,現場的施工情況,選擇適合的焊接手法。
(2)通過對上述的幾種氬弧焊打底焊接手法中容易產生的焊接缺陷進行原因分析,并采取對策,有效地防止了焊接缺陷的產生,提高了鍋爐水冷壁管、包墻管地面組合焊口的焊接質量。(20131011)
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
