面向再制造工藝單元重構的設備布局模型研究*
2013-09-29 12:17:02江志剛張旭剛
制造技術與機床 2013年12期
朱 碩 江志剛 張 華 張旭剛
(武漢科技大學機械自動化學院,湖北武漢 430081)
再制造加工是實現廢舊零部件幾何尺寸和機械性能恢復或升級的關鍵環節,合理的工藝設備布局是高效、快速及環境友好地實現再制造加工的重要前提[1]。廢舊零部件失效特征的多樣性,導致再制造工藝路線的多樣性,并影響再制造工藝設備的優化布局。實際上,再制造企業能夠通過快速的再制造工藝設備布局來適應再制造生產的變化特征,即可以在一定的設備資源內,通過重組,實現多型號、多模式、多功能的再制造生產,這對提高再制造企業生產效率和經濟效益、降低加工成本等有重要的作用。
再制造工藝設計方面的問題引起了國內外學者的廣泛關注。Clarke等以再制造成本和環境影響最小化為目標,建立了加工設施選址模型[2]。Bouzon等提出了一種基于精益生產的再制造單元布局方法,通過減少再制造過程中的可變因素,最小化因浪費造成的額外成本,達到提高生產效率的目的[3]。卞世春以機械產品回收再制造工廠為研究對象,探討了回收再制造工廠平面布置設計程序及車間布置設計內容和方法,優化回收再制造車間布局模型,得出了最優回收再制造工廠布置設計方案[4]。張晶等對再制造生產系統分別進行靜、動態分析,建立生產系統的OCPN模型,并按再制造生產工藝方法對相應的生產資源OCPN模型進行封裝,從而更快的完成加工對象工藝設計過程[5]。袁巍等介紹了面向再制造快速機加工概念和加工流程,提出了快速人機協同工藝輔助方法,并對可重配置機床和可重配置控制系統的總體設計方法進行了論述[6]。張紅宇等針對工件加工路徑的可變性特點,建立了再制造生產中的job-shop調度模型,設計了異常染色體的識別和重構方法,以及相應的遺傳算子[7]。現有研究從不同角度為再制造設施規劃,以及再制造工藝單元布局重構等方面的優化問題提供了技術支持。但是,由于再制造工藝設備布局具有不確定性的特點,不合理的設備布局往往是導致再制造成本增加和效率降低等問題的關鍵,因此,為了提高加工系統的柔性,迫切需要對再制造工藝單元中加工設備的布局問題進行深入研究。鑒于此,本文針對廢舊零部件失效的多樣性、小批量、以及具有多種可選加工路徑的特點,以加工成本最小化為目標,建立了一種基于再制造工藝單元重構的設備布局模型。
1 面向再制造工藝單元重構的設備布局模型研究
1.1 再制造工藝單元重構中設備布局過程示意模型
再制造工藝單元所承擔的加工任務集中包含多種失效形式的廢舊零部件,導致再制造工藝單元生產所需的設備資源和設備負荷也是動態變化的。再制造工藝單元重構旨在快速有效地組織設備資源來完成廢舊零部件的再制造加工,綜合零部件的再制造加工成本、設備資源所具有的能力、運輸費用等因素來對車間內加工設備重新布局,使設備盡可能根據產品的工藝路線布置,從而有效地減少搬運時間,降低產品制造的總成本,增強再制造系統的柔性,提高再制造系統的加工效率。
由于廢舊零部件失效特征的多樣性,即使相同的廢舊零部件也具有多種不同的工藝路線。因此,很多再制造企業為了實現再制造加工能力的最大化,往往根據工藝路線進行設備布局,未對加工設備的利用率引起充分的關注。為了滿足不同的再制造任務,可以對工藝設備重新進行物理布局,從而提高再制造系統的柔性。
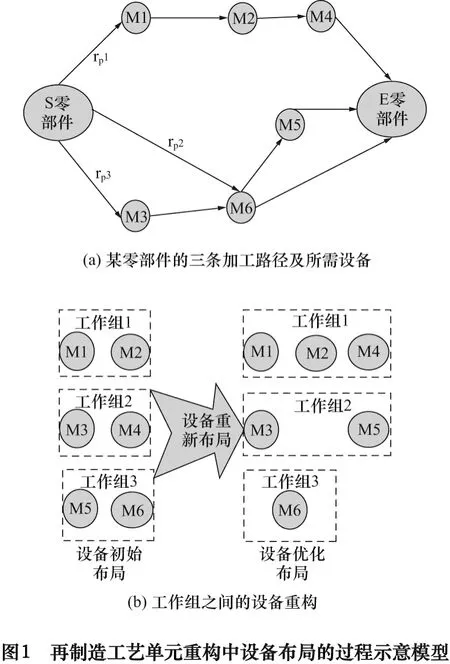
針對廢舊零部件的多種失效特征及滿足其修復的多種加工路徑的加工任務集,將待修復的廢舊零部件的不同失效形式按不同種類處理,每個種類包含一定的加工批量,每種廢舊零部件的再制造加工路徑都不唯一,即在對廢舊零部件進行加工時,廢舊零部件可以拆分為多個批次且按不同的加工路線進行。再制造單元重構中設備布局的過程示意模型可用圖1來描述。
圖1中字母S、E、M分別代表再制造起點、制造終點和加工設備。圖1a中假設加工任務集中的某廢舊零部件有3條加工路徑,總共需要6臺加工設備,路徑rp1,rp2,rp3 中包含的設備集合分別為{M1,M2,M4},{M6,M5},{M3,M6};圖 1b 表示將分布在不同工作組(加工車間中把為完成某項工作而相互協作的工人組織起來的勞動集體)中設備資源的初始布局在滿足設備加工能力等約束條件下,充分考慮廢舊零部件加工成本,運輸成本(包括工作組之間和內部),設備資源移動成本(在工作組之間移動的成本),進行設備重新布局。
1.2 再制造工藝單元重構中設備布局的數學模型
再制造工藝單元重構中的設備布局應能達到以下目標:(1)通過對加工任務進行拆分與批量設置,并對相應的任務指派最佳加工路徑,以提高加工資源的使用效率;(2)對分布在不同工作組內的設備資源進行布局優化,考慮加工任務的路徑、加工數量調整機器布局以實現最小的加工任務運輸費用。
對于給定的、具有多種加工路徑的加工任務集,在滿足設備資源加工能力等約束條件下,首先定義一個二元離散變量Hmi,離散變量代表在離散的尺度上選擇一個加工設備。二元變量Hmi,i=1,2,…,I;m=1,2,…,M;代表在i操作階段選擇設備m。

將目標函數定義為由二元變量Hmi產生的固定成本(零件加工成本)和可變成本(包括廢舊零部件跨工作組運輸成本、廢舊零部件在工作組內運輸成本、設備資源移動成本)之和,并考慮在設備重新布局后由此產生的加工中廢舊零部件報廢的問題。
在此基礎上,可將一般再制造工藝單元重構中設備布局的問題定義為一個混合整數規劃(MIP)模型:

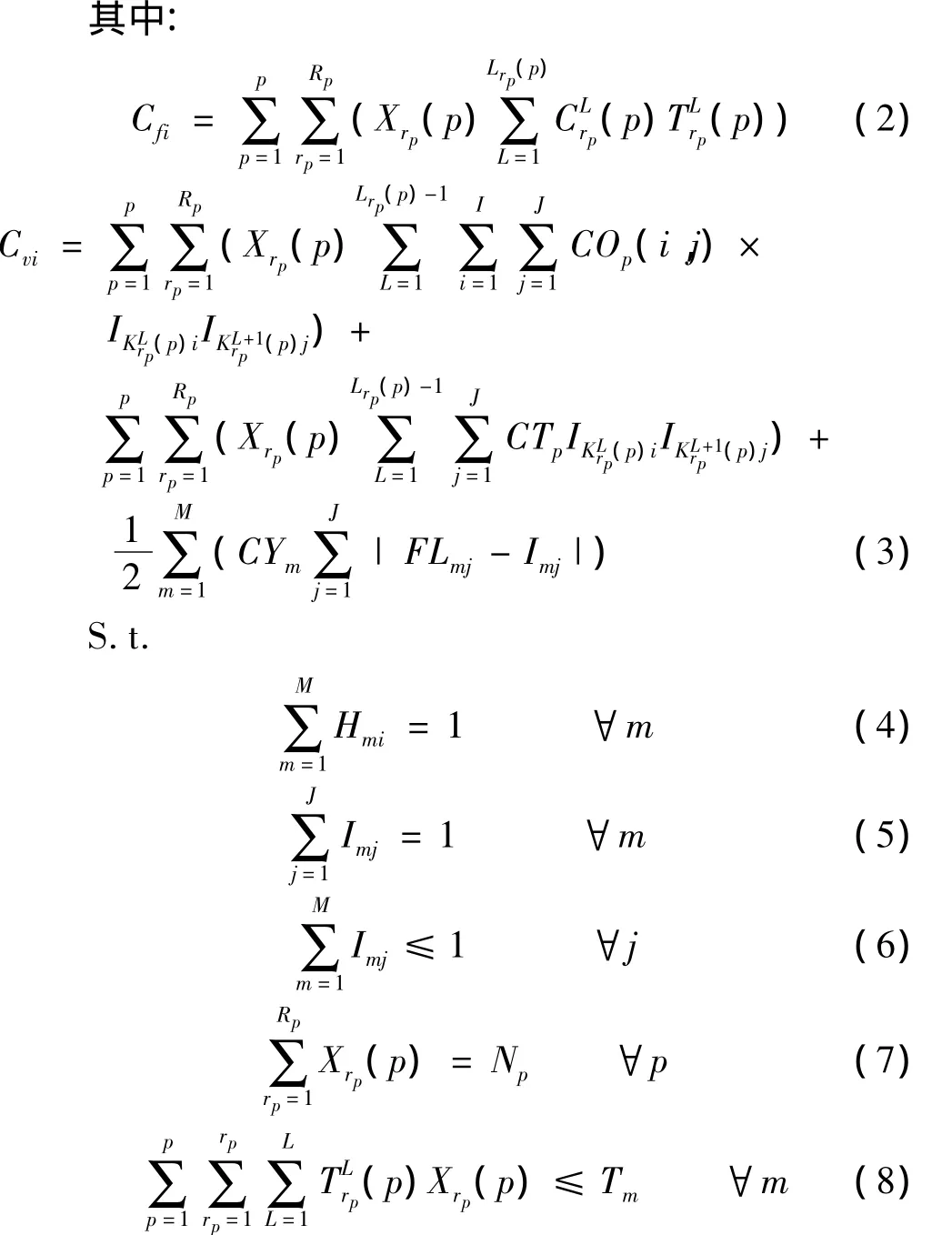
目標函數式(1)表示設備重新配置使總成本最小化。它等于總固定成本加上總可變成本和質量成本(由于存在廢品率的問題)。式(2)表示固定成本(工件的加工成本)。式(3)表示可變成本(分別代表廢舊零部件跨工作組運輸成本、廢舊零部件在工作組內運輸成本、設備資源移動成本)。約束條件式(4)確保在一個加工階段只選擇一臺加工機器。約束條件式(5)確保任意一種設備資源只能存在于一個加工工作組中。約束條件式(6)確保設備配置數量不超過每個工作組的能力限制。約束條件式(7)確保加工廢舊零部件數量。約束條件式(8)確保每個設備資源在加工任務中必須有足夠的加工能力完成分配的加工任務。
上述模型中的部分變量值可以取非整數,宜采用分支定界法進行求解。分支定界法是一種求解整數規劃問題的最常用算法,具有靈活性且便于計算機運算。
2 案例分析
某再制造加工車間主要進行廢舊機床失效主軸的修復加工。由于該企業原有車間中的設備布局未考慮再制造工藝的多樣性問題,難以適應主軸再制造高效化、規模化的生產要求。因此,該企業希望通過車間內部的設備資源進行調整和重組,形成合理的再制造工藝布局以達到提高企業經濟效益、降低再制造總成本的目的。
本文以該企業再制造加工的某型號車床主軸為例,進行再制造工藝單元設備布局分析。該主軸存在磨損、鍵槽損壞、裂紋等3種失效形式,根據主軸的失效特征及技術要求,結合工藝原理及實踐經驗,可擬定工藝路線如表1所示。
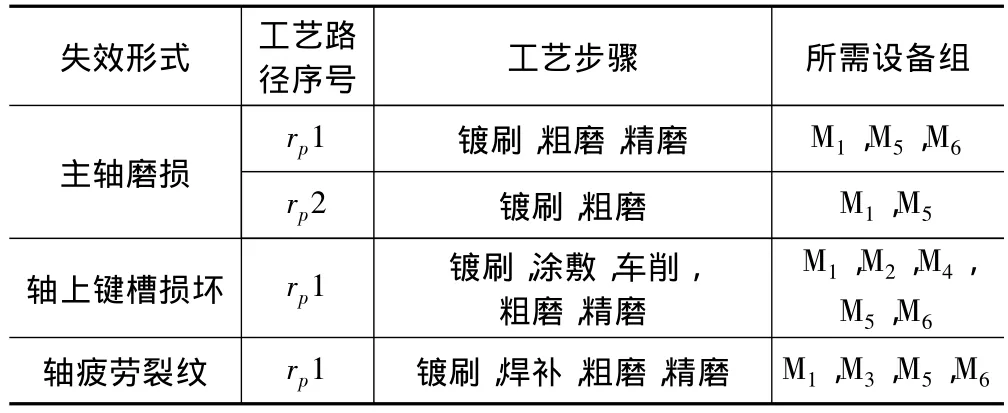
表1 失效主軸工藝路線
加工車間中有3個加工工作組J1,J2,J3,可用設備資源集合包括 6 臺機器 M1,M2,M3,M4,M5,M6,其在交貨期6個月內每臺機器的加工能力Tm(件)分別是{3 800,2 000,2 500,2 000,3 900,3 900}。假定每種失效形式的再制造數量N(件)分別為N1=60,N2=70,N3=60,失效主軸的工藝路線及時間、成本如表2所示。
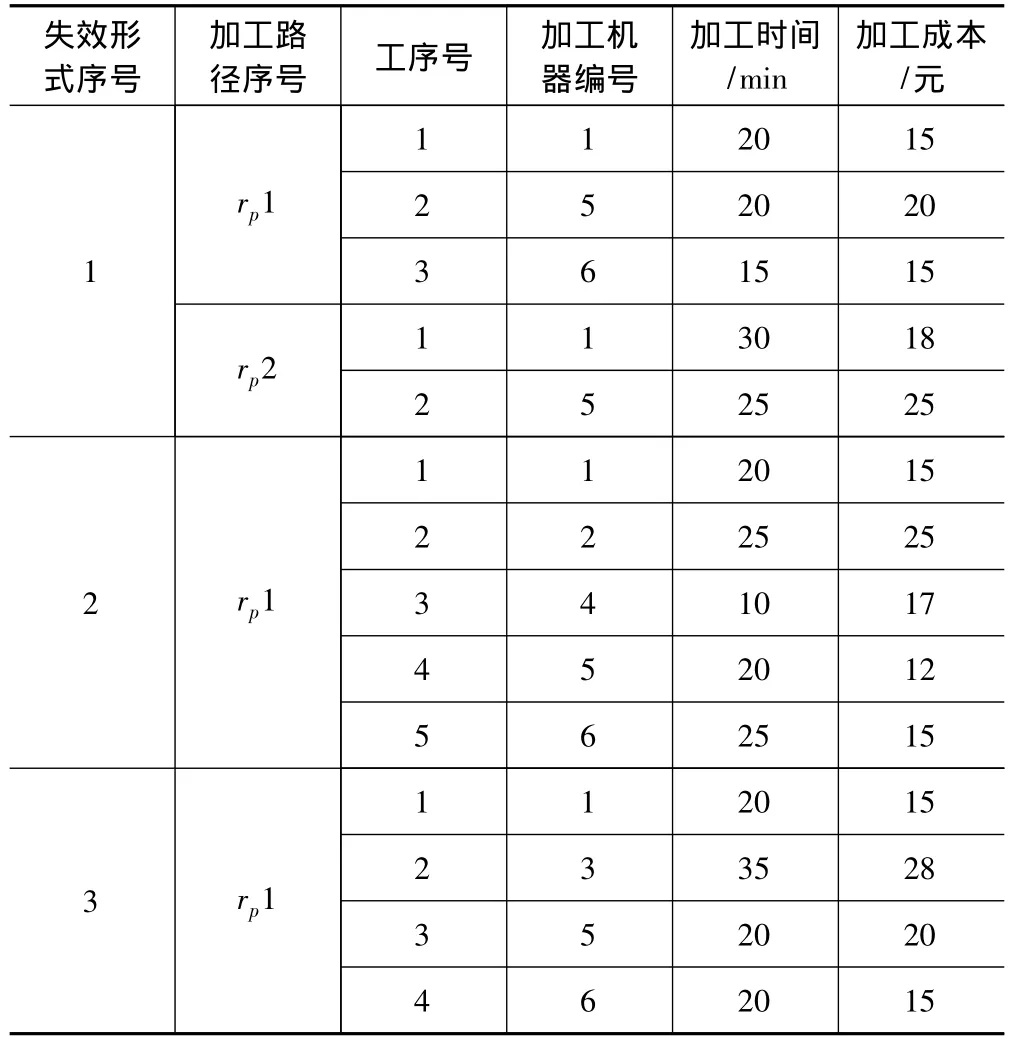
表2 失效主軸的再制造工藝路線及時間、成本
再制造加工設備的組合{M1,M2},{M3,M4}和{M5,M6}初始分別分布于加工工作組J1,J2,J3內,失效主軸在加工工作組內的單位運輸成本CTp均為2元。設備可以在工作組之間進行移動,每臺機器的移動成本CYm(元)分別為{1 800,900,700,600,1 400,1 600},每個工作組內允許放置的最多機器數Sj=3(臺)。再制造過程中廢品率為0.05,失效主軸成本為150元。失效主軸在不同加工工作組內的單位運輸成本COp(i,j)如表3所示。
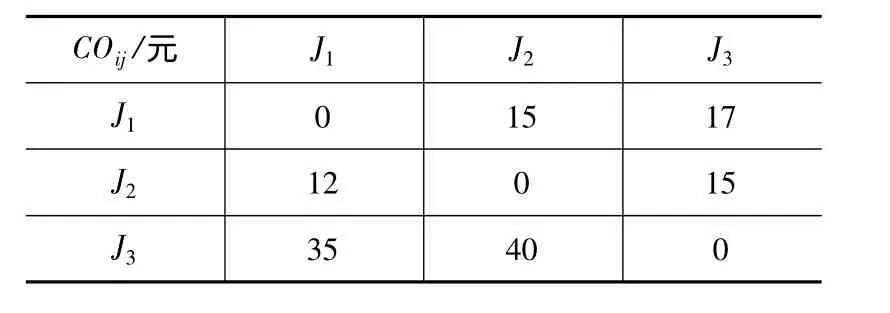
表3 失效主軸在工作組之間單位運輸成本
通過Lingo軟件使用分支定界法求解上述問題,所得這批失效主軸的再制造總成本為22 835元,構建如下再制造工藝單元:
(1)再制造加工批量設置:加工路徑1-1,1-2,2-1,3-1的加工批量分別為60件,0件,70件,60件。
(2)再制造工藝單元重構的設備布局結果:原工作組J2中的機器M3,M4分別移至工作組J1和J3中,再制造加工工作組重新布局如表4所示。

表4 工作組重新布局
上述布局方案的應用將有效地減少了工件跨工作組移動的運輸成本,降低了包含機器移動成本在內的再制造加工總成本,提高設備資源的利用效率,并能夠保證加工任務的按時完成。
3 結語
再制造工藝單元重構中設備的優化布局是提高廢舊零部件再制造過程柔性的重要途徑。針對再制造工藝設備布局存在較大的不確定性,通過綜合考慮廢舊零部件加工成本、運輸成本、設備資源移動成本以及由此產生的廢品率等問題,建立了一種面向再制造工藝單元重構中設備布局的過程示意模型及數學模型,并采用分支定界法進行了求解。案例分析表明,該模型能較好的減少再制造總成本,實現再制造車間中設備的最優布局。
[1]徐濱士,朱勝,馬世寧等.裝備再制造工程學科的建設和發展[J].中國表面工程.2003(3):1-6.
[2]Clark Abigail R,Zhang Qiong,Gershenson John K,et al.Selection of remanufacturing facility locations to minimise cost and environmental impact[C].Proc of 15th CIRP Int Conf on Life Cycle Engineering,2008.
[3]Bouzon M,Rodriguez C M T,de Queiroz A A.Cell layout application in product recovery:a lean proposal to increase efficiency in remanufacturing[J].Chinese Business Review,2012,11(5):467 -475.
[4]卞世春.機械產品回收再制造工廠規劃與設計研究[M].合肥:合肥工業大學,2008.
[5]張晶,梁工謙.考慮不確定性的再制造工藝路徑柔性化設計[J].制造業自動化,2011,33(19):1 -3.
[6]袁巍,張之敬,周敏,等.面向再制造的快速機加工系統設計與研究[J].制造業自動化,2009,31(1):95 -98.
[7]張紅宇,高陽,馬華.基于可變長工序編碼的再制造生產調度優化方法[J].計算機應用研究,2010,27(3):871 -873.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
吉林廣播電視大學學報(2021年4期)2022-01-14 02:35:48
作文成功之路·小學版(2020年5期)2020-06-11 12:48:26
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小天使·一年級語數英綜合(2018年11期)2018-11-23 09:47:26
電子制作(2018年11期)2018-08-04 03:26:08
資源再生(2017年3期)2017-06-01 12:20:59
工業設計(2016年12期)2016-04-16 02:52:00
銅業工程(2015年4期)2015-12-29 02:48:39
