機床切削工藝方案能耗定量分析比較的方法*
2013-09-29 12:17:00李郝林
制造技術與機床 2013年12期
張 喆 李郝林
(上海理工大學機械工程學院,上海 200093)
面對日益惡劣的環境問題以及節能減排的必然趨勢,作為耗能很大的機床行業要力求突破。研究表明[1]:機床行業領域廣闊,量大面廣,能耗量巨大;而且機床有效能量利用率較低;因此機床能耗問題研究前景廣闊,潛力很大。現在國內外都非常重視機床能耗的研究,而研究能耗問題的關鍵就是如何使用機床才能更加節能。目前,“機床環境評估——機床節能設計規范”國際標準[2]正在由國際標準化委員會(ISO)制定。
對于機床節能問題的研究主要有兩個方向,其中一個方向是通過實驗方法調整機床某一或某幾部分的工作狀態,定性分析機床能耗,以達到節能的目的。如文獻[3]重點研究了主軸電動機和伺服電動機的能耗,并通過正交試驗法找出了切削材料能耗率相對較低的切削參數;文獻[4-5]提出了一種合理的刀具路徑設計方法使能耗降低,并且開發了功率消耗監控系統;文獻[6]對切削過程中減少切削液用量以達到節能目的進行了研究。另一個方向是建立機床不同階段的能耗模型,定量分析能耗,通過對模型的分析尋找節能方案。文獻[7]基于響應面法,利用切削參數構造了切削過程中能耗模型的二階響應函數;文獻[8]按照時間劃分,將機床能耗分為準備能耗、切削能耗、換刀能耗和刀具與工件的接觸能耗等,并分別建模;文獻[9]提出,機床服役過程一般由一個或多個啟動時段、空載時段、加工時段、間停時段等時段構成。劉飛教授建立了機電主傳動系統的各時段能量模型的基礎模型,由于在實際生產中該模型計算非常困難,因此可以應用機電主傳動系統的簡化時段能量模型代替。文獻[10]將機床能耗分為輔助單元能耗(包括基礎能耗和加工準備能耗)和切削單元能耗,并給出了能耗模型。
對于第一個研究方向,根據文獻中所提出的方法確實能減小能耗,但并不一定適用于所有的切削加工,不具備較好的通用性。對于第二個研究方向,有些模型建立的較為復雜,并且其中的某些參數很難獲得,因此并不具備較好的實用性。
本文認為,完成一個切削加工工程可以設計出不同的切削工藝方案,不同的切削工藝方案有不同的切削條件、切削參數、切削路線和加工方法等,因此其能耗也就各不相同。本文重點研究了切削加工過程中的能耗,建立了機床切削工藝過程的能耗模型。該模型形式簡單,參數獲取容易,具有通用性和實用性,對不同工藝方案中的切削過程的能耗可進行定量分析,確定方案的能耗大小。通過比較不同方案的能耗,找出相對較好的方案作為節能方案。
1 機床切削工藝過程能耗模型
整個切削過程一般由切削階段和非切削階段組成。其中切削階段就是指刀具直接切削工件的過程,非切削階段指在每一道切削工序之間刀具的伺服定位以及換刀的過程。因此,整個切削過程的能耗模型可表示為:

其中:Ec為切削階段能耗;Ea為非切削階段的空切能耗;Et為非切削階段的換刀能耗。
1.1 切削階段能耗模型
切削階段能耗主要包括機床基礎能耗、主軸轉動能耗、刀具克服切削阻力能耗、冷卻系統能耗以及伺服軸進給能耗等。根據試驗可知,伺服軸進給能耗僅為主軸轉動能耗的1.5%左右。因此,為了計算方便,伺服軸進給能耗可忽略不計。該階段能耗模型表示為:

其中:n為切削工序總數;i為第i道切削工序;Psi為第i道切削工序的主軸轉動功率;Pb為基礎功率(即機床開啟后穩定時的功率);Pcool為冷卻系統功率;tci為第i道切削工序的時間;k為與工件材料和切削刀具有關的系數;˙vi為第i道切削工序的材料去除率。
1.2 非切削階段空切能耗模型
一般來說,在非切削階段,主軸不會停止轉動(換刀情況除外),冷卻系統會停止工作。因此,非切削階段空切能耗主要包括基礎能耗、主軸轉動能耗、伺服軸進給能耗等。故該能耗模型表示為:

其中:n-1為非切削工序總數,比切削工序總數少1;j為第j道非切削工序;Psj為第j道非切削工序的主軸轉動功率;taj為第j道非切削工序的時間。
1.3 非切削階段換刀能耗模型
非切削階段換刀能耗指切削方案中需要變換刀具或者切削過程中刀具受到磨損換刀時的能耗。其模型表示為:

其中:m為換刀次數;l為第l次換刀;Ptl為第l次換刀功率;ttl為第l次換刀的時間。
綜上所述,機床切削工藝過程能耗模型可表示為:
2 切削工藝方案能耗計算方法
為確定切削工藝方案的能耗值,首先要確定能耗模型中各參數的數值。由于不同機床的各部分功率均不相同,因此,在定量分析比較工藝方案能耗前,要先通過試驗測量出所用機床的各部分功率。
2.1 功率參數獲取方法
(1)機床開啟后,不進行任何操作,機床穩定時的功率即為基礎功率Pb。
(2)在穩定狀態下,僅開啟冷卻系統后機床功率增量即為冷卻系統功率Pcool。
(3)在穩定狀態下,僅主軸轉動后機床功率增量即為主軸轉動功率Ps。
文獻[10]提出,主軸轉動功率與主軸轉速為線性關系,即

式中:A為機床主軸轉速系數,n為主軸轉速,C為常數。根據文獻[10]以及試驗驗證可知,該函數為近似的一次分段線性函數,如圖1所示。
因此,可通過實驗得到相應機床的主軸轉動功率-轉速函數,從而獲得主軸在任一轉速時相應的功率。

表1 銑削能耗定量分析試驗
(4)在穩定狀態下,僅在換刀時機床的功率增量即為換刀功率Pt。
2.2 時間參數獲取方法
切削時間tc可由加工路線和加工參數計算獲得,也可通過直接計量時間獲得。空切時間ta和換刀時間tt需要通過計量時間獲得。
2.3 能耗計算方法
根據工藝方案的要求,按照上述方法獲取功率參數和時間參數,代入公式(5)計算,即為該切削工藝方案的能耗值。
3 計算實例
3.1 試驗簡介
試驗所用機床為沈陽機床VMC1165B立式加工中心,功率傳感器為西門子SENTRON PAC4200,刀具為上海工具廠生產的直徑為10 mm的硬質合金銑刀,型號為MG-2EA35M-D10-M,加工工件為長135 mm,寬80 mm,高25 mm的45號鋼工件。
給定一個加工要求,需要切削掉45號鋼工件長80 mm,寬10 mm,高3 mm的部分,即在所加工工件上銑削3 mm的厚度。現利用表1中3組參數設計3個工藝方案,使用同一臺機床加工,刀具定位方式一致,走刀方式均為來回走刀;整個切削過程不開啟冷卻系統,切削間隙過程中空切轉速與切削時轉速相同,每次切削間隙的空切時間均相同,為10 s。由于切削次數較少,故無需換刀。切削參數、功率參數和時間參數如表1所示。其中:


3.2 能耗計算
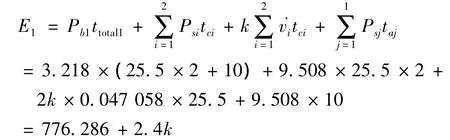
方案一:按照第1組工藝參數切削,方案能耗為
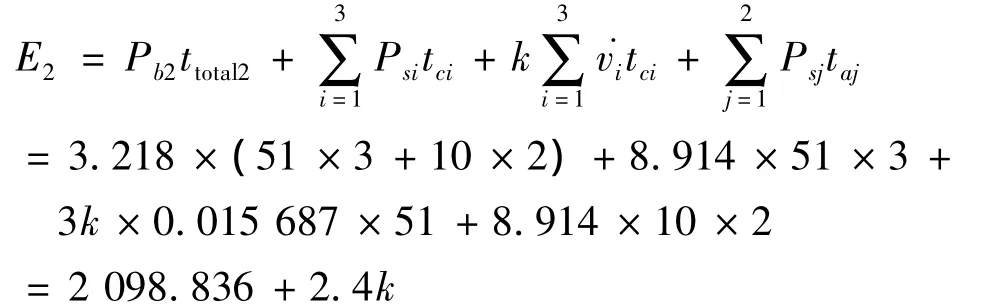
方案二:按照第2組工藝參數切削,方案能耗為
方案三:按照第3組工藝參數切削,方案能耗為
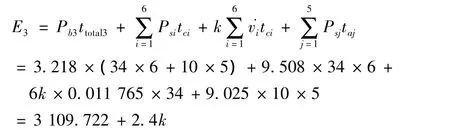
很顯然,方案一能耗最低,方案三能耗最高,因此就找出了相對較好的工藝方案。簡單分析可知,方案一與其他兩方案相比,有較低的主軸轉速、較大的進給速度和軸向切深,不僅使切削材料能耗率較低,更關鍵在于這種工藝參數可使切削時間較短,整個加工過程中銑削次數較少,非切削時間也較短,故能耗較低。由此可以看出,減少加工輔助時間以及工件切削時間是降低能耗的關鍵。
4 結語
(1)本文建立了機床切削工藝過程能耗模型,通過試驗定量分析比較了不同工藝方案的能耗,并且可以較為準確的計算出工藝方案的能耗數值,為選擇合理的工藝方案提供了重要的依據和方法。
(2)不同的機床各部分能耗不同,例如基礎功率不相等,或者主軸轉動功率-轉速函數不相同等。因此,在得到某工藝方案能耗前,需要先通過少量試驗確定所用機床的功率參數信息,從而更精確的定量分析計算工藝方案能耗數值。
(3)找到能耗較低的工藝方案是定量分析能耗的一個重要目的。根據上文應用實例,可以分析出減少加工輔助時間以及工件切削時間是降低能耗的關鍵。因此,為選擇能耗較低的工藝方案,首先要保證其加工輔助時間和工件切削時間較短,即有較大的進給速度、軸向切深和徑向切深。
[1]劉飛.高端數控裝備能量流特性及運行能效評價與優化方法[R].長沙:國家自然科學基金委員會工程與材料科學部,2011.
[2]ISO Technical Committee.Machine tools - environmental evaluation of machine tools-part 1:design methodology for energy-efficient machine tools[EB/OL].(2012).
[3]Mori M,Fujishima M,Inamasu Y.A study on energy efficiency improvement for machine tools[J].CIRP Annals - Manufacturing Technology.2011,60:145 -148.
[4]Rangarajan A,Dornfeld D.Efficient tool paths and part orientation for face milling[J].CIRP Annals,2004,53:73 - 76.
[5]Vijayaraghavan A,Dornfeld D.Automated energy monitoring of machine tools[J].CIRP Annals,2010,59:21 - 24.
[6]Weinert K,Inasaki I,Sutherland J W,et al.Dry machining and minimum quantity lubrication[J].CIRP Annals,2004,53(2):511 -537.
[7]Draganescu F,Gheorghe M,Doicin C V.Models of machine tool efficiency and specific consumed energy[J].Journal of Materials Processing Technology,2003,141:9 -15.
[8]Mativenga P T,Rajemi M F.Calculation of optimum cutting parameters based on minimum energy footprint[J].CIRP Annals - Manufacturing Technology,2011,60:149 -152.
[9]劉飛,劉霜.機床服役過程機電主傳動系統的時段能量模型[J].機械工程學報,2012,48(21):132 -140.
[10]Vincent Aizebeoje Balogun,Paul Tarisai Mativenga.Modelling of direct energy requirements in mechanic almachining processes[J].Journal of Cleaner Production,2013,41:179 -186.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
光學精密工程(2016年6期)2016-11-07 09:07:19
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
核科學與工程(2015年4期)2015-09-26 11:59:03
石油化工應用(2014年8期)2014-03-11 17:40:03
