基于小直徑銑刀高速銑削淬硬模具鋼加工效率和切削力的研究
2013-09-27 03:26:58徐華
制造技術與機床 2013年12期
徐 華
(廣西工業職業技術學院,廣西南寧 530001)
由于淬硬鋼自身的延伸率比較小、塑性低,加工后容易得到較高的表面質量,所以在模具行業中得到廣泛的應用。但是淬硬鋼經淬火或低溫去應力退火后本身硬度較高,此時的切削加工性差,在高速銑削過程中容易造成刀具磨損、破損等現象。而在淬硬鋼的精加工中,比如小型模具、曲率半徑較小的圓弧面、清根等場合,小直徑刀具又必不可少。小直徑銑刀的加工和普通立銑刀加工不只是尺寸上的區別,由于其直徑小,刀桿受到微小的力和振動都能導致刀具破損,因此對小直徑銑刀加工淬硬材料的研究提出了要求,以便在今后的生產加工中選擇較合理的參數。
1 試驗
1.1 試驗條件
本實驗用到的機床為YCM-V85A型立式加工中心,銑刀為φ1.5 mm的硬質合金兩刃球頭立銑刀,干式切削淬硬45鋼,硬度45~50 HRC的工件。測量用到的儀器有YD-1型壓電式測力傳感器,DHF-6A電荷放大器,QLV型多功能虛擬式信號分析儀。
1.2 試驗參數
試驗中設備參數:主軸轉速n=6 369 r/min,每齒進給量fz=0.01 mm/齒,側向步距ssp=0.4 mm,背吃刀量asp=0.1 mm,螺旋進刀角度β=30°,最小切削寬度cmin=0.02 mm,最大螺旋半徑rβ=0.96 mm。擺線走刀步距為b=0.3 mm,圓弧走刀半徑為rb=0.7 mm。
1.3 試驗方法
試驗采用單因素法。通過試驗,研究高速銑削時切削速度Vc(m/min)、每齒進給量fz(mm/齒)、徑向切削深度Rd(mm)、軸向切深Ad(mm)對切削拐角、切削力的影響規律,以及對于不同的角度它們切削情況的對比。在做切削速度試驗時,保證刀具每齒進給量fz恒定,進給速度Vf按公式Vf=fz×n×z(n為主軸轉速,z為刀具齒數)計算。
1.3.1 不同走刀方式下銑削不同拐角的試驗方法
試驗中要加工工件的圓弧半徑取4種數值:1.25 mm,1.50 mm,1.75 mm,2.00 mm。對具有不同圓弧半徑拐角的工件進行銑削試驗,分別研究銑削過程中各切削參數對工件受力的影響情況。試驗分別采取擺線走刀方式和圓弧走刀方式進行,根據工件不同的圓弧半徑分別進行4次,每次均采取單層切削方式進行。
1.3.2 不同減速程度下銑削拐角半徑為1.5 mm圓弧的試驗方法
針對拐角半徑為1.5 mm的特定圓弧工件進行銑削,分別設定銑削速度的減少程度為:20%,25%,30%,35%。通過采取擺線走刀方式和圓弧走刀兩種方式進行銑削,根據不同的減速程度分別進行4次試驗,且每次加工均采取分層銑削的方式進行,以分析切削過程中受力和加工效率情況。
2 試驗結果與分析
2.1 不同拐角圓弧半徑下的影響
2.1.1 加工效率
通過試驗測得當圓弧拐角半徑分別為:1.25 mm,1.50 mm,1.75 mm,2.00 mm時,擺線走刀方式下的加工時間分別為:57 s,81 s,102 s,141 s,圓弧走刀方式下的加工時間分別為:15 s,17 s,22 s,45 s。由數據可以看出,隨著圓弧拐角半徑的增大,在切削要素相同的情況下,圓弧走刀方式的加工效率要比擺線走刀方式高;同時,由于加工大圓弧半徑時去除的材料較多,加工時間也隨之增加,使得加工效率隨圓弧半徑的增大而降低。
2.1.2 切削力
由圖1和圖2可以看出,在兩種走刀方式下,隨著圓弧半徑的減小,加工時X、Y、Z三個方向所受到的切削力均隨之增大,且在半徑為1.25 mm時增大得比較明顯,在圓弧走刀方式下Z方向的受力和平均力均比擺線走刀方式下的大,這說明工件拐角越小,方向轉變急劇,刀具受到的突變越大,所以受力也越大。具體分析如下:
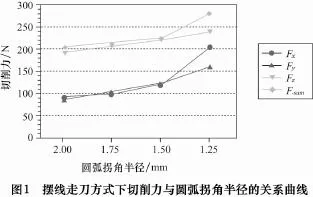
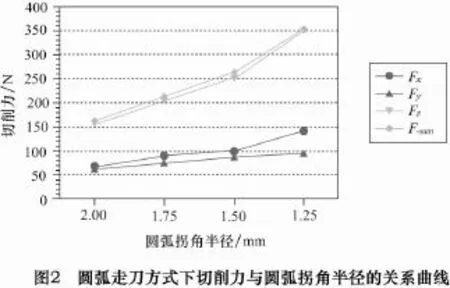
當切削工件拐角的圓弧半徑為2 mm時,擺線走刀的方式下,3個方向的受力和平均力均比圓弧走刀的方式大,此時選擇圓弧走刀的方式加工比較好。
當切削工件拐角的圓弧半徑為1.75 mm時,在Z方向的受力和平均力,兩種走刀方式下相接近,但在X、Y軸兩個方向的受力,圓弧走刀的方式下較小,所以此時選擇圓弧走刀的方式加工比較好。
當切削工件拐角的圓弧半徑為1.50 mm時,在X、Y軸方向,圓弧走刀方式下的受力較小;擺線走刀方式下,在Z軸方向的力和平均力均較小,綜合考慮,此時選擇擺線走刀的方式加工比較好。
當切削工件拐角的圓弧半徑為1.25 mm時,在X、Y方向,圓弧走刀方式下的受力較小;擺線走刀方式下,在Z軸方向的力和平均力均較小,綜合考慮,此時選擇擺線走刀的方式加工比較好。
2.2 不同減速程度下的影響
通過對上面的切削力分析,我們可以知道,工件的拐角在圓弧半徑為1.5 mm時是受力變化突變前比較明顯的一個點,用它來做減速程度變化切削試驗,得到的數據會比較明顯,所以選擇圓弧拐角半徑為1.50 mm的工件減速程度加工試驗。
2.2.1 加工效率
通過試驗測得當減速程度分別為:20%,25%,30%,35%時,擺線走刀方式下的加工時間分別為83.5 s,84 s,83.8 s,83 s,圓弧走刀方式下的加工時間分別為:32.5 s,28 s,26 s,24.5 s。由試驗數據可知,在擺線走刀方式下,圓弧拐角處速度減小對加工時間的影響較小,對加工效率影響不大;而在圓弧走刀方式下,圓弧拐角處隨著速度減小,單件工件的加工時間減少得較明顯,加工效率也越高,但都低于原始速度下的加工效率。
2.2.2 切削力
由圖3可以看出,在擺線走刀方式下做減速試驗時,Z軸方向受力逐漸減小,X、Y軸方向受力先是逐漸減小然后再增大;Z軸的受力曲線與平均力曲線最為接近,反映出Z軸的分力是平均力的主要來源;在減速到20%時,Z軸受到的分力和平均力均最小,所以此時宜采用降速比為20%左右。

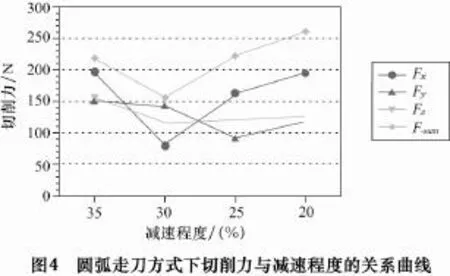
由圖4可以看出,在圓弧走刀方式下做減速試驗時,Z軸方向受到的力先減小后趨于平緩的增大;X軸方向受到的力先急劇變小后又急劇增大,變化范圍較大;Y軸方向受到的力先變小后增大,比X軸方向變化平緩;在減速到30%時,受到的平均力最小,受到的X、Z軸方向的力也是最小的,所以此時宜采用的降速比為30%左右。
3 結語
本文通過對小直徑銑刀加工淬硬模具鋼,分別采用擺線走刀和圓弧走刀的方式,針對不同拐角的圓弧半徑和不同減速程度下的工件進行切削力和加工效率研究,結果表明:
(1)在加工效率方面,在切削要素相同的情況下,圓弧走刀方式的加工效率要比擺線走刀方式高。
(2)在切削力方面,加工拐角圓弧半徑大于1.5 mm時的工件時,選擇圓弧走刀方式比較好;加工拐角圓弧半徑小于1.5 mm時的工件時,選擇擺線走刀方式比較好。
(3)采用圓弧走刀方式加工時,減速到30%時,X、Z軸方向的力和平均力最小;采用擺線走刀方式加工時,在減速到20%時,Z軸方向的力和平均力最小。
[1]全燕鳴,王成勇,林金萍.高速銑削淬硬模具鋼的工藝性與經濟性研究[J].工具技術,2003,37(2).
[2]葉友東,王雅.高速銑削下不同切入方式的刀軌研究[J].組合機床與自動化加工技術,2005(8).
[3]Toh C K.Cutter path strategies in high speed rough milling of hardened steel[J].Materials and Design,2006,27:107 - 114.
[4]胡映寧,鄧敏和,王成勇,等.小直徑球頭銑刀銑削淬硬鋼的試驗研究[J].工具技術,2004,38(10).
[5]胡映寧,王成勇,王學奇,等.小直徑平底銑削淬硬鋼實驗研究[J].南京航空航天大學學報:英文版,2004(4):175-179.
