拖鉤輥鍛制坯工藝模擬
2013-09-26 12:34:40喻建軍陳文琳沙奔張袁李之文
精密成形工程 2013年2期
喻建軍,陳文琳,沙奔,張袁,李之文
(1.合肥工業大學,合肥 230009;2.合肥汽車鍛件有限責任公司,合肥 230031)
汽車拖鉤是汽車發生故障后,用以借助外力拖動汽車的重要安全部件。在使用過程中,為防止其發生斷裂或磨損,對拖鉤的強度、硬度及沖擊韌性都有一定要求[1]。
汽車拖鉤屬于長軸類的彎曲件,原生產工藝采用滾擠制坯-預鍛-終鍛的模鍛成形或熔模鑄造成形[2-3]。由于拖鉤件截面變化劇烈,因而要求在制坯過程中有較大的伸長率,而滾擠制坯過程中毛坯延伸較少,采用熔模鑄造成形,零件表面質量較好,但零件強度、韌性等機械性能均較低,長期使用容易出現問題。為提高生產效率,保證產品使用性能,文中采用輥鍛制坯-彎曲-模鍛成形的生產工藝,并對輥鍛制坯過程進行理論分析及有限元模擬。
1 輥鍛制坯工藝
1.1 輥鍛毛坯圖
拖鉤鍛件的平面圖及三維示意圖如圖1所示。輥鍛制坯為模鍛提供合理的毛坯,其設計的首要任務是輥鍛毛坯圖的制定。模鍛前合理的毛坯形狀應接近計算毛坯的形狀。由此,輥鍛毛坯圖的制定應依據計算毛坯的形狀和尺寸。
計算毛坯的橫截面積可按下式計算[4]:

式中:Fa——鍛件橫截面積;
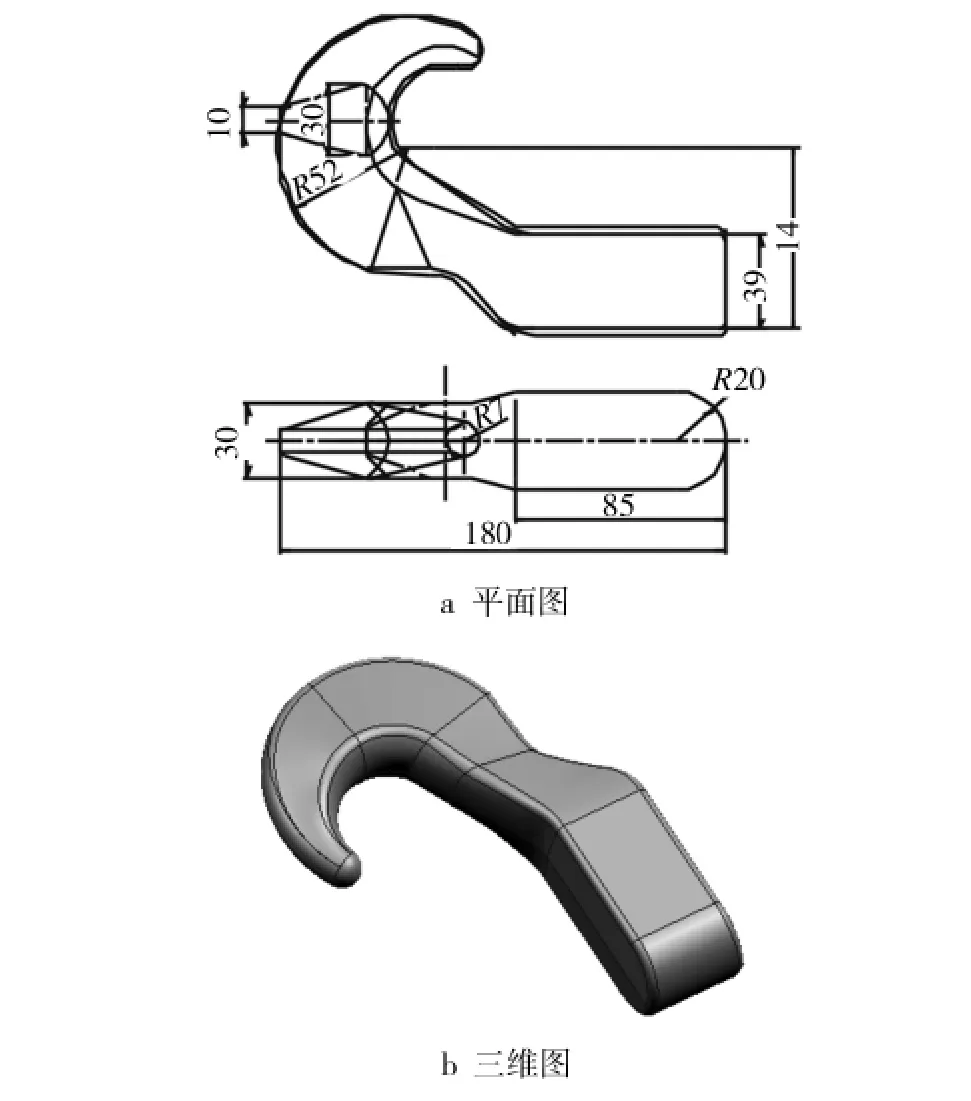
圖1 拖鉤鍛件Fig.1 Forging drawing of hook
Ff——飛邊橫截面積;
K——飛邊槽充滿系數,在摩擦壓力機上模鍛時K取0.4~0.6,由于輥鍛時所得到的毛坯尺寸比較穩定,K值可以取得略低些。
繪制拖鉤截面圖時,首先根據鍛件圖將拖鉤彎曲部分沿中性層展開,截取若干特征截面,計算得截面和計算毛坯,如圖2所示。依據計算的毛坯最大截面尺寸,可選取原始毛坯直徑為φ47.3 mm,由此按照標準鋼材型號選擇φ48 mm圓鋼坯,并由式(2)計算原始毛坯長度:
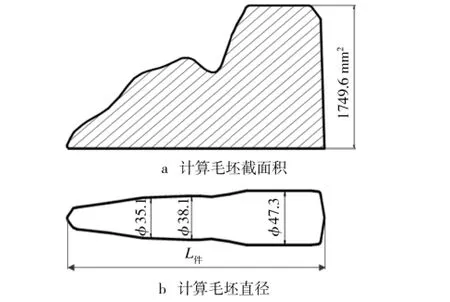
圖2 拖鉤截面圖及計算毛坯Fig.2 Section map and blank map of hook

式中:V0——原始毛坯體積,由鍛件截面圖計算得到;
Ky——燒損系數,中頻加熱取 0.5% ~0.8%。
由截面圖和計算毛坯圖得到輥鍛毛坯圖時,應根據截面積大小的不同,在鍛件長度方向劃分出幾個變形區,并將截面圖中的曲線用相應的直線代替。同時,由于拖鉤大頭部原始棒料和計算毛坯圖相差不大,在輥鍛制坯過程中并不成形,而作為機械手夾持的料頭部分,小頭部截面積是漸變的,且尺寸較小,若輥鍛制坯完全成形,在增加輥鍛道次的同時還會因為變形量過大而導致坯料在輥鍛過程中失穩,因此可取平均尺寸作為輥鍛毛坯尺寸。根據以上原則,所得輥鍛毛坯如圖3所示。
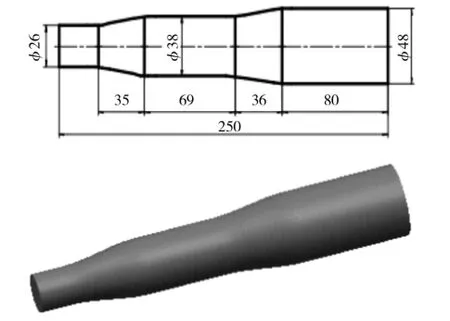
圖3 輥鍛毛坯Fig.3 Blank drawing of roll forging
1.2 輥鍛道次的確定及型槽系的選擇
根據圖3得到輥鍛毛坯的最大截面面積:Fmax=1749.6 mm2,最小截面面積:Fmin=530.9 mm2;計算得輥鍛制坯過程中的總延伸系數:

輥鍛道次Z可由式(4)確定:

式中:λp為平均延伸系數,通常取 1.4 ~1.6,計算可得拖鉤的輥鍛制坯道次為2。
輥鍛過程中,型槽系的選擇受諸多因素的影響,考慮輥鍛后模鍛成形對毛坯截面形狀的要求,針對拖鉤件,選擇橢圓-圓型槽系,并利用相應矩形法計算中間毛坯截面尺寸,即確定第1道輥鍛后各特征截面對應尺寸,所得各部分尺寸如圖4所示。
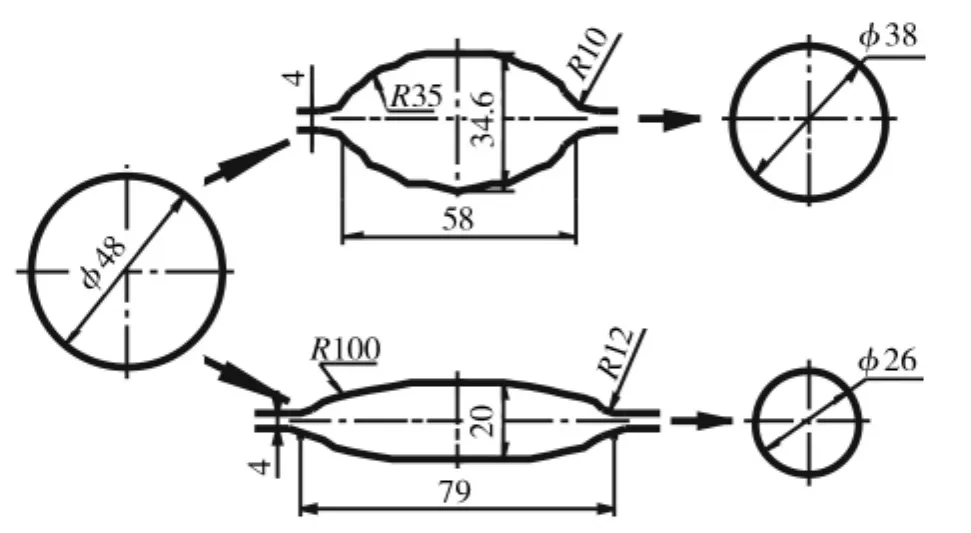
圖4 輥鍛型槽系及對應截面尺寸Fig.4 System of groove of roll forging and corresponding crosssection size
2 輥鍛制坯有限元模擬
2.1 有限元模型的建立
建立幾何模型前,首先根據輥鍛毛坯,經分模、中心角的計算,并考慮毛坯在輥鍛過程中伴隨的前后滑現象,依據經驗確定前滑值,進而確定各特征區段在弧形輥鍛模上對應的尺寸。然后在三維造型軟件中,建立三維實體模型,將其導入有限元模擬軟件。模擬過程中,工件采用剛塑性材料模型(40Cr,對應牌號為AISI-5140),模具采用剛性體,為了模擬實際機械手的夾持作用,對工件端部進行上下位移約束,工件初始單元為29944個,初始溫度為1180℃,上下輥中心距為400 mm,鍛輥的角速度為2.1 rad/s,工件與輥鍛模的摩擦采用剪切摩擦模型,輥鍛模采用水基石墨潤滑劑潤滑,摩擦系數為0.3,得到輥鍛制坯有限元模型如圖5所示。
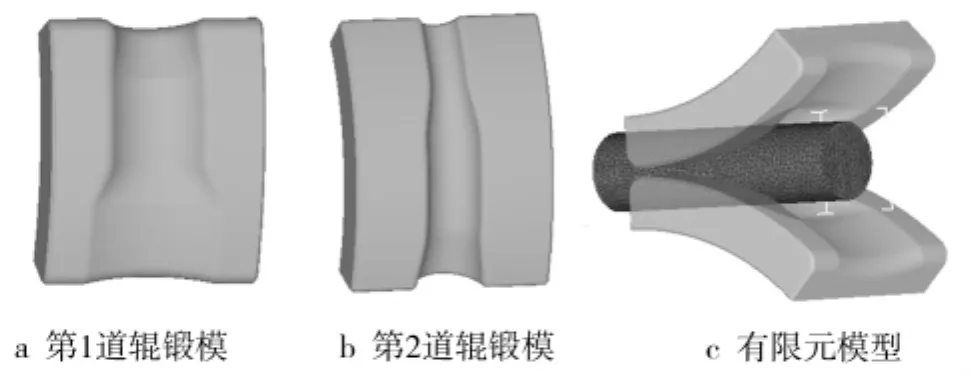
圖5 輥鍛制坯有限元模型Fig.5 Finite element model of roll forging process
2.2 模擬結果與討論
輥鍛制坯過程模擬工步如圖6所示,可以看出,經過兩道次輥鍛過程,工件的徑向尺寸變化較大,特別是端部,達到較大的伸長率,且最終得到的拖鉤坯料無飛邊、無毛刺,完全符合制坯工藝的要求,說明輥鍛制坯在拖鉤制坯工藝中的可行性。輥鍛時,工件在模具型腔中逐漸變形,整個變形過程是由各局部變形完成的,因此輥鍛工藝較一般模鍛工藝所需的力小得多。輥鍛力矩是選擇輥鍛設備的重要依據,在模擬過程中,可以通過各節點在變形過程中的節點力,計算得出輥鍛力矩,從而得到輥鍛力矩的變形規律,作為工藝設計和設備選擇的依據。制坯兩道次的輥鍛力矩如圖7所示,波峰的出現對應模具型腔截面變化的階段,這與理論計算是符合的。
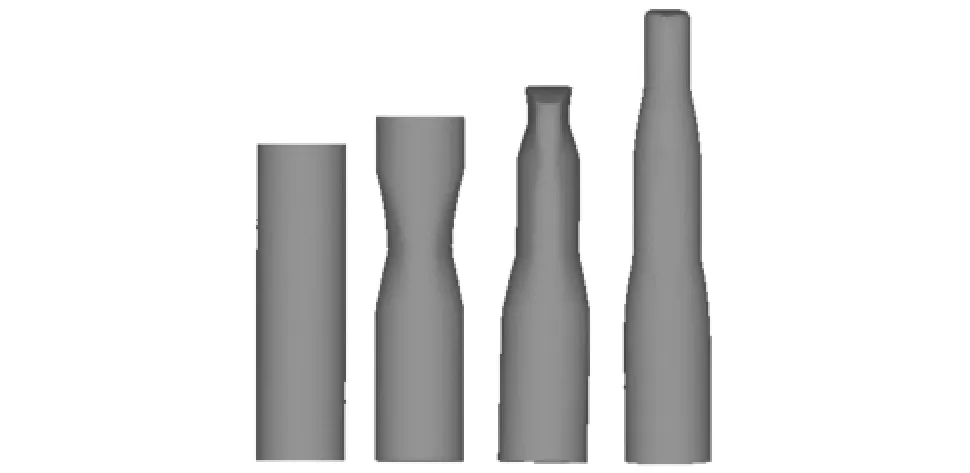
圖6 輥鍛制坯變形過程Fig.6 Blank deformation process of roll forging
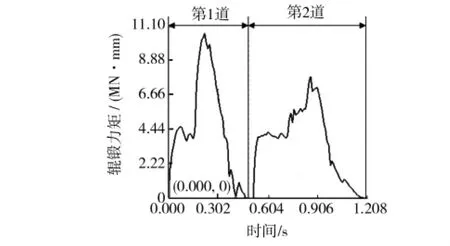
圖7 輥鍛力矩變化Fig.7 Torque change of roll forging
制坯過程中不同時刻的應力變化情況如圖8所示。第1道次變形過程中的應力分布情況如圖8a所示,setp10所示工件中間被模具咬合,在咬合力的作用下形成應力場,且與模具接觸部分應力較大,其他部分基本未變形。隨著變形過程中壓下量增加到最大值,應力達到最大值,為133 MPa。第2道次變形過程中的應力分布情況如圖8b所示,由于坯料在第1道次結束后需翻轉90°進入第2道次型腔,此時第1道次末端大變形區域在第2道次變形過程中變形量大,當模具與該區域開始接觸時,由于接觸面積較小而變形量大,該處應力集中,應力達到最大值145 MPa。比較兩道次制坯過程,第2道次變形過程中應力較第1道次的大,這是由于第1道次形成的橢圓坯料旋轉進入第2道次形成一個窄而高的變形區域造成的。
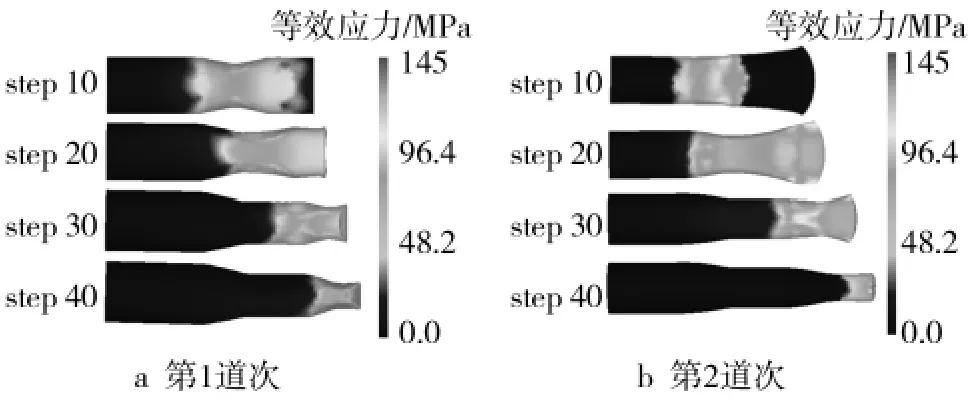
圖8 制坯過程的應力分布Fig.8 Stress distribution of blanking process
工件輥鍛制坯后,經彎曲、終鍛成形得到的終鍛件如圖9所示,可以看出,工件充填良好,飛邊較為均勻,無折疊等鍛造缺陷,符合設計要求,說明輥鍛制坯的設計過程是合理有效的。終鍛過程的行程載荷曲線如圖10所示,最大載荷為7.88 MN,即788 t。

圖9 拖鉤終鍛件Fig.9 Finish forging of hook
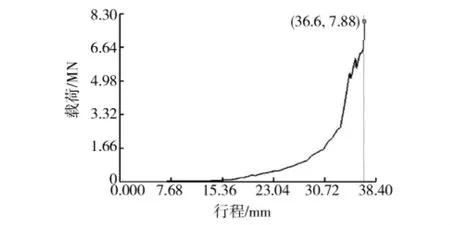
圖10 終鍛過程載荷-行程曲線Fig.10 Load-stroke curve of finish forging process
3 結語
通過對拖鉤輥鍛制坯工藝進行設計,建立輥鍛過程有限元模型,利用三維剛塑性有限元分析技術對輥鍛制坯過程進行了數值模擬,分析了坯料在型槽中的變形過程及應力分布情況,得到了制坯過程中輥鍛力矩的變化規律,所得坯料無飛邊、無毛刺,符合制坯要求,并經終鍛成形得到良好的終鍛件,表明采用輥鍛工藝對拖鉤進行制坯是可行的,所得結果可作為指導拖鉤輥鍛工藝設計及相關參數選取的依據,也可為其它相關輥鍛制坯設計過程提供參考。
[1]傅薇,張影.轎車拖鉤強度分析[J].合肥工業大學學報(自然科學版),2009,32(S1):101 -103.
[2]廉峰月.拖鉤類精鑄件的質量控制[J].汽車工業與材料,2002(11):12 -13,31.
[3]趙宇,柳吉華.汽車拖鉤以鑄代鍛試制[J].吉林工學院學報,1999,20(4):22 -24.
[4]張承鑒.輥鍛技術[M].北京:機械工業出版社,1986:147-160.
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
