不遵循笛卡爾坐標系的數控機床加工程序編制
2013-09-26 09:32:32顧紅光
制造技術與機床 2013年2期
關鍵詞:程序
耿 欣 顧紅光
(①沈陽理工大學應用技術學院,遼寧撫順 113122;②沈陽機床成套設備有限責任公司,遼寧沈陽 110142)
數控機床的加工程序編制有它自己的標準G代碼,如G02:圓弧插補指令,只要指定兩個軸的起點和加工半徑,機床就能夠直接走出圓弧軌跡。如G02 X10 Z10 R5就能加工出R5 mm的圓弧段,但有一前提就是指定的兩個軸得相互垂直。標準數控機床的X、Y、Z在空間是相互垂直的,即機床的結構應該遵循笛卡爾坐標系。但是有些專為一些特定的復雜零件設計的專用機床,不能遵循這一標準,所以編制加工程序也不能直接用標準的G代碼。這里講述用宏程序來實現特殊機床的加工程序的編制。

1 專用數控機床結構
我公司研制的SUC8210缸蓋冷卻水孔耐熱塊加工數控機床是專門加工大重量的船用發動機缸蓋的機床,由于加工工件的工藝要求機床結構不能遵循笛卡爾坐標系,部分機床結構如圖1所示。
這是機床進給單元結構:Y、Z、W位于B軸轉盤之上,X軸帶動B軸轉盤移動,當B軸旋轉時,Z與X的角度就隨之變化,并非垂直,所以X、Y、Z不遵循笛卡爾坐標系,因而不能按標準G代碼直接編制加工程序。
2 應用宏程序編制螺旋插補銑的加工程序
此機床加工的零件如圖2所示。
加工冷卻水孔應先用銑刀將入刀點銑平,之后用鉆頭鉆孔。因是圓弧面所以需要進行螺旋插補銑進行加工,但因為不遵循笛卡爾坐標系所以不能直接用系統標準代碼編制加工。下面為冷卻水孔的宏程序編制。
主程序:



(1)利用特殊指令調用子程序
參數9091輸入66,當程序中有 B時直接調用O9005號程序。
O9005;B軸旋轉子程序
(2)利用M代碼進行的宏程序調用
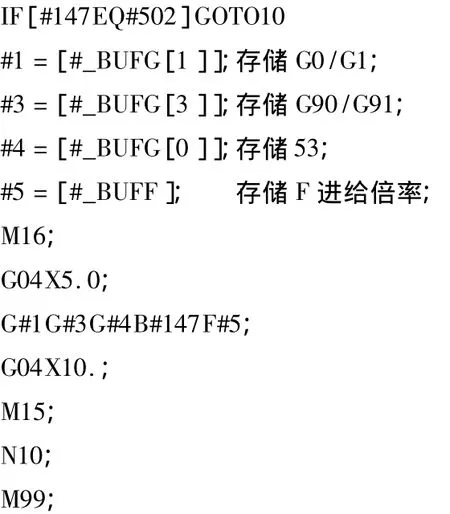
用M碼調用宏程序時,程序號O9020-9029分別對應6080-6089號參數,只要在參數號6081里輸入511,系統在運行M511時自動調用程序號O9021的宏程序執行螺旋線插補。
系統在運行 M511時,讀到 A5C80K-8.9R20F2000Q1D1B5E200系統自動給變量:
#1=5、#3=80、#6= -8.9、#18=20、#9=2000、#17=1、#7=1、#2=5、#8=200 賦值。這里面定義的螺旋插補銑的自變量含義為:A為起始點Z值;C為從安全位置到起始位置進給時的進給率F;K為終點Z值;R為圓半徑;F為銑削時進給率F值;Q為每次旋轉一圈Z進給量;D為以直線逼近時逼近角度;B為銑后回退的安全距離;E為銑后回退的進給率F。
子程序:




3 結語
以上為FANUC數控系統的應用宏程序的螺旋插補銑加工程序,此種編程方法解決了非笛卡爾坐標系數控機床的加工問題。
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40