基于精密磨削的振動監(jiān)測技術研究與應用
2013-09-18 05:32:48柯曉龍黃海濱劉建春
重慶理工大學學報(自然科學) 2013年12期
關鍵詞:振動
柯曉龍,黃海濱,劉建春
(廈門理工學院機械與汽車工程學院,福建廈門 361024)
精密磨削是系統(tǒng)工程。磨床要實現(xiàn)精密加工與一系列要素相關。影響磨床加工精度的因素,即磨床的加工誤差源主要包括:磨床整機性能(如磨床剛度、各進給軸的運動定位精度、主軸回轉精度、數(shù)控系統(tǒng)性能),磨削加工條件(如砂輪精度、磨削工藝及工件特性)以及磨削環(huán)境(如振動、溫度、濕度、壓力)等[1-2]。
磨削加工過程中的振動容易使砂輪在加工過程中產(chǎn)生工件表面的振動波紋和形狀誤差,從而導致加工質量下降,并加劇砂輪的磨損[3-4]。即使是細微的振動,對精密磨削加工的表面質量的影響也是非常大的[5-6]。因此,在磨削過程中應盡量避免振動的產(chǎn)生,并對加工環(huán)境進行實時振動監(jiān)測,以便發(fā)現(xiàn)振源,進而消除或降低振動的干擾。
本文出于對磨削加工過程進行振動監(jiān)測的考慮,尋找磨削過程的振動根源,分析其振動特性和影響機理,并提出相應可行的減振措施,以提高和改善磨削表面質量。
1 磨削振動來源
要進行磨削振動監(jiān)測,首先判斷振動的來源。以下以自主開發(fā)的MGK7160平面磨床為例來進行磨削振源分析。
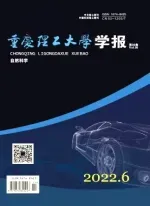
圖1、2分別為MGK7160磨床的主機和外圍輔件實物。該磨床主要用于大尺寸光學非球面元件的精密磨削加工,整機采用立柱移動式臥軸矩臺結構形式,床身工作臺與立柱的連接為T字形布局,X軸采用液態(tài)靜壓導軌技術。磨床外圍采用“液壓油/冷卻水恒溫系統(tǒng)”的溫度控制技術,實現(xiàn)對磨削加工環(huán)境的恒溫控制。其中,液壓油恒溫系統(tǒng)利用油冷卻機對液壓油實行循環(huán)冷卻,避免靜壓導軌的液壓油因高壓高速摩擦運動產(chǎn)生發(fā)熱;冷卻水恒溫系統(tǒng)通過水冷卻機對磨削液進行恒溫冷卻。

圖1 MGK7160磨床實物
總的來說,磨削加工的振源包括內(nèi)部振源和外部振源。其中,內(nèi)部振源是由加工系統(tǒng)內(nèi)部產(chǎn)生的振動干擾源,主要包括:① 主軸、砂輪等回轉零部件旋轉工作引起的振動,如主軸制造和安裝誤差引起的偏心及跳動,砂輪制造、安裝誤差以及磨損引入的不平衡振動;②機床驅動系統(tǒng)引起的振動,如電機風扇的旋轉,電機軸和主軸安裝偏心,聯(lián)軸器質量偏心等。而外部振源則通常是指機床外部引入的振動干擾源。其主要由2部分組成:①外部設備工作產(chǎn)生的振動,如液壓站、油冷卻機、水冷卻機等外圍輔件的振動傳遞給磨床主機;②周圍環(huán)境的振動干擾。
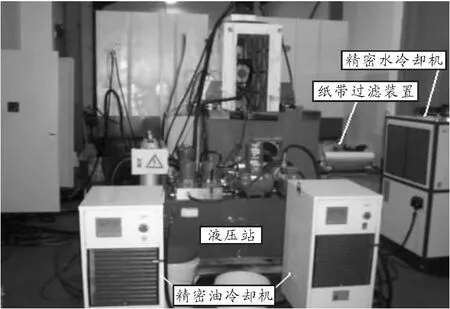
圖2 MGK7160磨床外圍輔件
綜合分析內(nèi)外部振源的實際情況,對MGK7160磨床影響較大的振源主要是砂輪主軸的偏心振動、主軸電機風扇振動和液壓站的液壓泵工作引入的振動等。當磨削加工環(huán)境存在振動干擾時,振動波紋就會被映射到加工件上,從而對加工質量造成影響(圖3)。
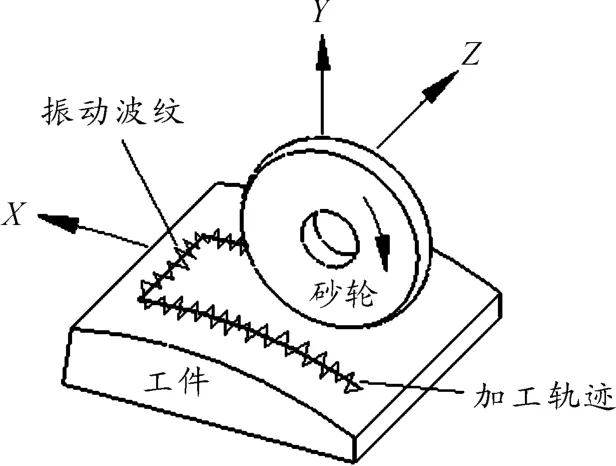
圖3 磨削加工的振動示意圖
2 振動監(jiān)測裝置的搭建
為了進行磨削加工的振動監(jiān)測,同時考慮到測量的便攜性和靈活性,本文采用“數(shù)據(jù)采集儀+加速度傳感器”的測量方式,利用PC機、USB數(shù)據(jù)采集儀、電荷放大器、加速度傳感器等搭建了振動監(jiān)測系統(tǒng)。其工作原理圖如圖4所示,振動加速度傳感器放置在需要測量的位置上,采集到的振動信號經(jīng)過電荷放大器放大之后由數(shù)據(jù)采集儀進行初步處理,并將模擬信號轉化為計算機能夠處理的數(shù)字信號,然后將數(shù)據(jù)傳送給PC機進行數(shù)據(jù)處理,從而完成振動特性分析與評價。
圖4 磨床的振動監(jiān)測系統(tǒng)原理圖
圖5為利用該振動監(jiān)測系統(tǒng)在MGK7160磨床上進行振動數(shù)據(jù)采集的實物。數(shù)據(jù)采集儀選用成都中科動態(tài)儀器有限公司開發(fā)的IDTS4516數(shù)據(jù)采集儀。該采集儀集成16通道并行同步采集,并采用USB接口的數(shù)據(jù)通訊方式,可以滿足振動監(jiān)測需要。
由于精密磨床在加工過程中產(chǎn)生的振動一般比較微弱,而且所受外界干擾振源的頻率通常較低,因此要選擇低頻、高靈敏度的傳感器。本系統(tǒng)選用江蘇聯(lián)能電子技術有限公司開發(fā)的CA-YD-109A壓電加速度傳感器,并選用YE5853A電荷放大器作為壓電加速度傳感器的前置放大器。
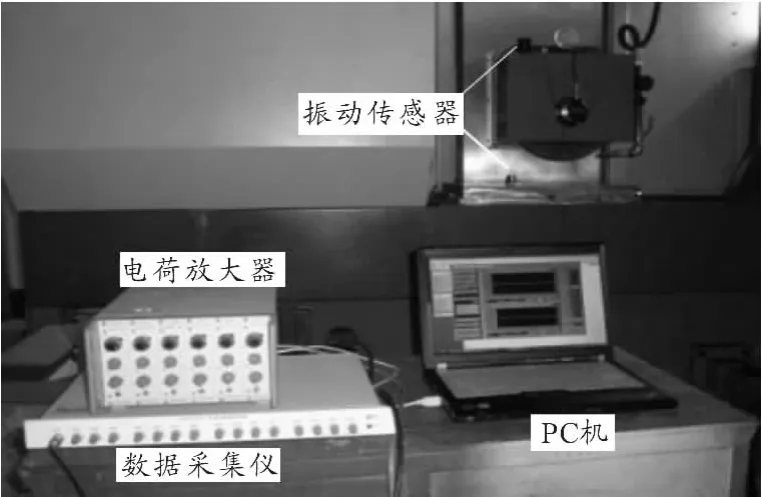
圖5 磨床的振動監(jiān)測系統(tǒng)實物
3 振動監(jiān)測實驗與分析
根據(jù)前面對振源的分析,MGK7160磨床的振動來源相對較復雜,既有內(nèi)部振源(如主軸回轉偏心、各進給軸電機振動等),也包含外部振動干擾(如液壓站振動、油冷卻機振動、恒溫恒濕空調(diào)系統(tǒng)振動等)。為了便于研究各個振動因素對磨床加工造成的影響,以下選取幾個有代表性的振源做進一步的分析。
3.1 砂輪主軸振動
砂輪主軸的振動是磨削加工最大的誤差源之一。主軸的質量偏心、主軸與聯(lián)軸器的同軸度誤差、砂輪的安裝與磨損造成的偏心等都是引起砂輪主軸振動的關鍵因素[7]。砂輪主軸振動通常可以用式(1)的微分方程來表示。

其中:c為砂輪主軸與支持系統(tǒng)之間的阻尼;k為砂輪主軸支撐剛度;m為砂輪主軸質量;F為砂輪不平衡造成的離心力;x為砂輪主軸位移;ω為砂輪轉動角速度。由式(1)可得方程的特解:
由式(2)可知:砂輪主軸振動的頻率與砂輪旋轉頻率相同,而振幅大小則與離心力F、阻尼c、質量m、砂輪轉動角速度ω等都有關。
為了反映砂輪主軸的綜合振動影響,測量了砂輪外罩的振動并加以分析,得出圖6所示的振動結果。從圖6(b)的幅值譜可知:振動信號中含有頻率約為201.77 Hz和220.22 Hz的振動形式。考慮到實際的磨削環(huán)境沒有這么高的振動頻率,因此有可能是實際振動頻率被系統(tǒng)的固有頻率載波到高頻處。對原始信號進行包絡譜分析,如圖6(c)所示,最高譜峰約等于18.3 Hz。該頻率與磨床主軸的轉動頻率18.33 Hz(1100 r/min)很接近,因此判斷該振動是由砂輪主軸轉動引起的。
3.2 主軸電機風扇振動
將砂輪主軸轉動停止,單獨將主軸電機風扇打開,并關閉其他振動干擾源,以測量主軸電機風扇的振動干擾。圖7所示為主軸電機風扇的振動情況。由圖中的幅值譜可以看出:振動能量主要表現(xiàn)為80~160 Hz頻段內(nèi)的噪聲信號,且振動幅值很小。因此判斷主軸電機風扇轉動對加工表面光潔度有一定的干擾,但對磨削振紋的影響不大。
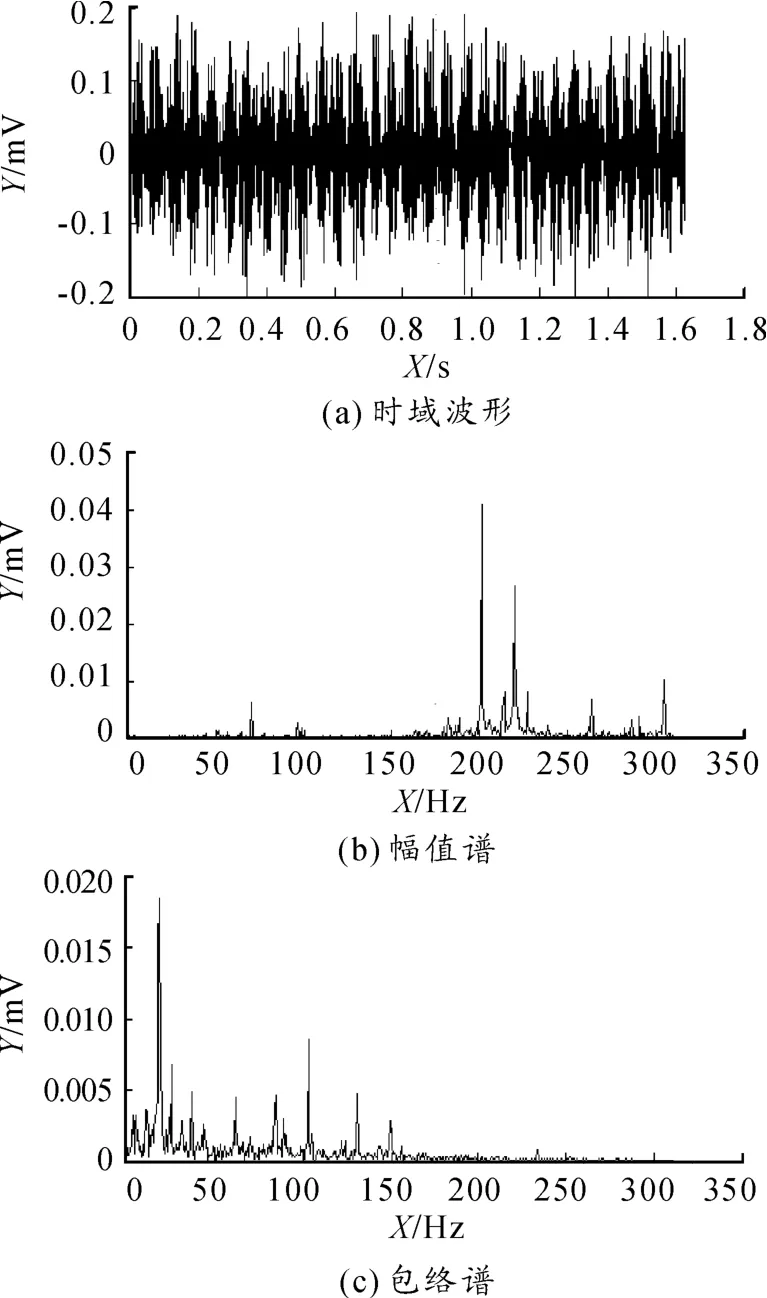
圖6 砂輪主軸振動分析
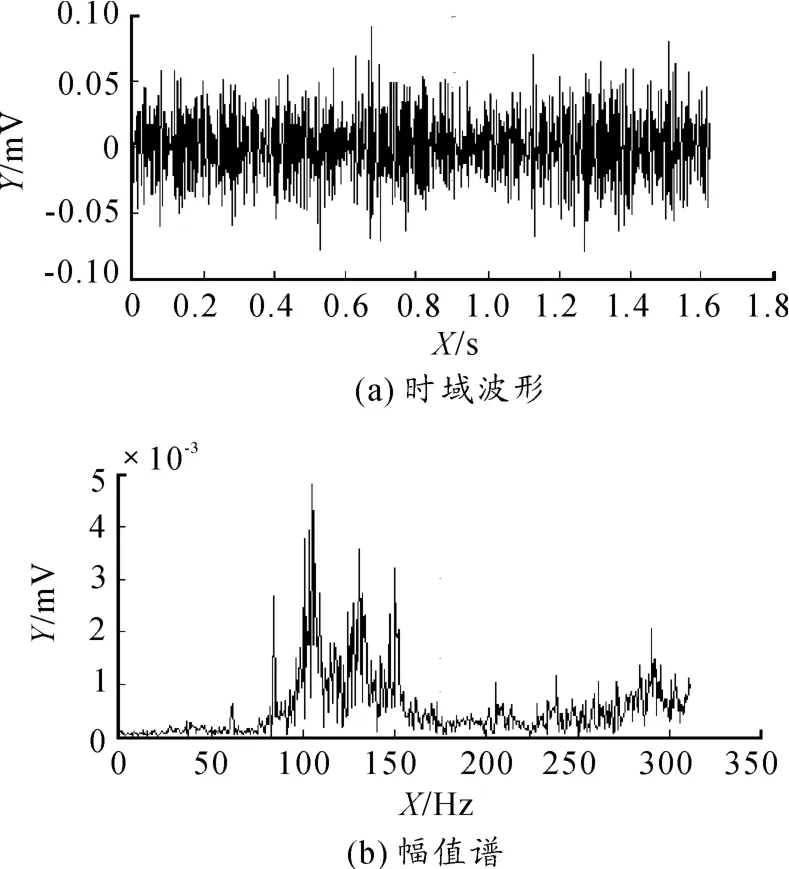
圖7 軸電機風扇振動分析
3.3 液壓站振動
將液壓站打開,讓液壓泵電機處于工作狀態(tài),并關閉砂輪主軸和其它振動干擾源,測量液壓站振動情況下的主軸振動。由圖8所示的振動監(jiān)測可知:由于隔振地基的存在,作為輔助設備的液壓站對加工的影響就減弱到很小的數(shù)量級,且其噪聲表現(xiàn)為寬頻噪聲,因此可以忽略不計。
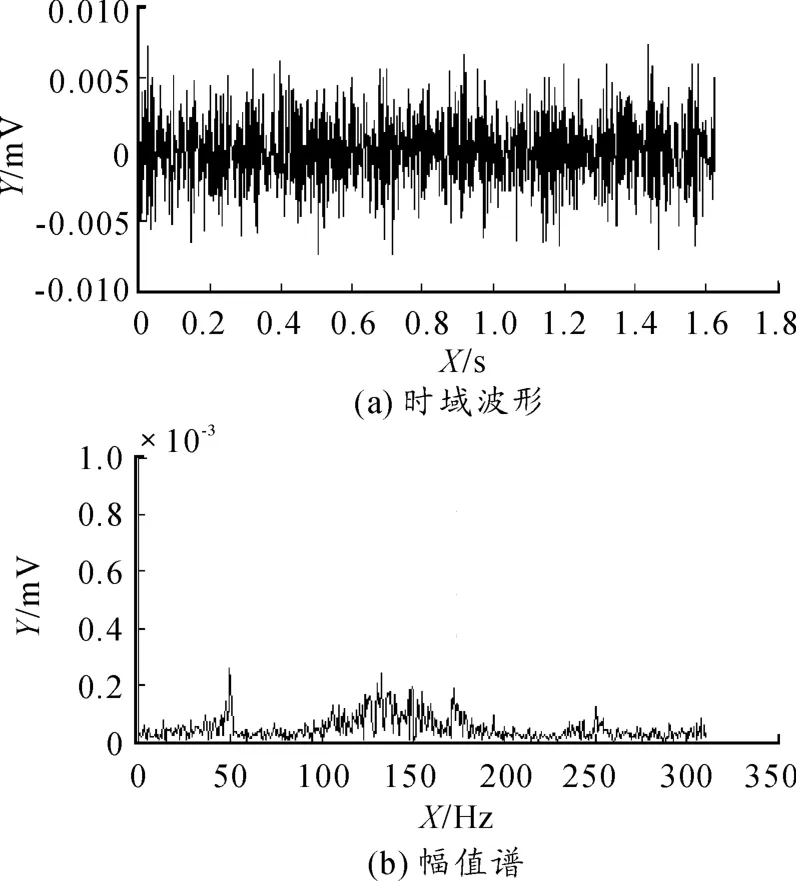
圖8 液壓站振動分析
綜合以上情況分析,可以判斷:
1)磨床的振動干擾主要集中在砂輪主軸部分。為了保證砂輪主軸在加工狀態(tài)下的不平衡量最小,需要提高主軸、砂輪的制造精度及裝配精度,降低回轉偏心引起的振動。砂輪安裝前的靜平衡調(diào)整、砂輪磨損時的精密修整、砂輪工作時的砂輪動平衡實時測量與校正也都是控制砂輪振動的有效途徑。
2)主軸電機風扇、液壓站振動等對磨削加工雖然有一定的干擾,但影響相對較小。采用具有油冷系統(tǒng)的主軸電機來代替?zhèn)鹘y(tǒng)的主軸風扇電機,可進一步抑制主軸電機振動。在外部振源的控制上,則可以通過遠離來消除振動源,采用隔振地基或隔振元器件來減弱外部振動(如液壓站振動、恒溫冷卻系統(tǒng)振動等)傳入磨床加工系統(tǒng)。圖9為MGK7160磨床采用的隔振地基設計。
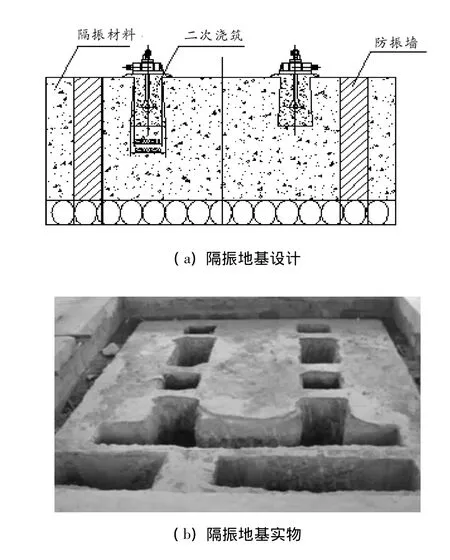
圖9 MGK7160磨床的隔振地基
4 結束語
對加工環(huán)境的振動監(jiān)測可以發(fā)現(xiàn)和預防內(nèi)外部振源對磨削加工的影響,從而控制并提高加工精度。本文通過采用“數(shù)據(jù)采集儀+加速度傳感器”的振動測量手段,搭建了精密磨削的振動監(jiān)測系統(tǒng),并對MGK7160磨床關鍵振動源的振動特性及其影響進行了相應的研究分析。從振動監(jiān)測實驗結果來看,該系統(tǒng)能有效地實現(xiàn)磨床加工環(huán)境的振動監(jiān)控,以便進一步消除其振動干擾,從而為精密磨削創(chuàng)造有利的加工環(huán)境。
[1]Hassui A,Diniz A E.Correlating surface roughness and vibration on plunge cylindrical grinding of steel[J].International Journal of Machine Tools & Manufacture.2003,43(8):855 -862.
[2]畢果,郭隱彪,楊峰.基于經(jīng)驗模態(tài)分解的精密光學表面中頻誤差識別方法[J].機械工程學報.2013,49(1):164-170.
[3]Trmal G J,Holesovsky F.Wave-shift and its effect on surface quality in super-abrasive grinding[J].International Journal of Machine Tools & Manufacture,2001,41(7):979-989.
[4]柯曉龍,郭隱彪,張世漢,等.高精度光學元件磨床的加工與檢測系統(tǒng)的開發(fā)[J].廈門大學學報:自然科學版,2011,50(3):559 -562.
[5]張翊,郭隱彪,莊司克雄.微小振動影響超精密非球面加工精度的研究[J].金剛石與磨料磨具工程,2003(3):17-20.
[6]吳琦,閔睿,胡德金,等.超硬陶瓷涂層精密磨削振動的試驗研究[J].儀器儀表學報,2006,27(6):2501-2503.
[7]黃沿江.精密數(shù)控磨床振動測試與減振技術研究[D].廈門:廈門大學,2008.
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數(shù)學物理學報(2018年4期)2018-09-14 03:40:58
數(shù)學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00