三種多線切割機的布線裝置研究
2013-09-13 04:47:02大連連城數控機器股份有限公司劉淑華
太陽能 2013年7期
大連連城數控機器股份有限公司 ■ 劉淑華
一 引言
多線切割機是用多條鋼線同時快速移動進行切割的機器,主要適應硬脆材料的切割,如硅晶,藍寶石等。
在多線切割機器中都設置線管理區,承擔線輥上鋼線有序纏繞和放出,并調節切割線上張力的形成等。在機器中,放線輥上的鋼線為多層纏繞,收線輥上的鋼線也為多層回收。在切割中鋼線的線速度必須恒定,才能保證切割正常進行。為此,機器的布線機構需有序布線,同時,機器的控制系統需時刻監控兩線輥的驅動電機及布線電機的轉速,并進行計算;調節使線速度達到新的統一。
布線機構,簡單說,就是布線輪拖著鋼線,按規定的節距在線輥上布線或放線的裝置。布線過程是多線切割機的重要環節,布線機構是否完善,直接影響鋼線的平穩運行和斷線頻率,影響機器的切割效果。
二 多線切割機器收放線的布線裝置
1 QFA1250型多線切方機的布線機構
QFA1250型多線切方機的布線裝置如圖1所示。線管理區由隔板分為前后兩面,前面與切割區相通,鋼線運行中能帶入大量切割用研磨漿液,金屬類零件都會被腐蝕,所以,布線機構的前面只裝布線輪及帶動布線輪移動的拉桿,當拉桿伸出時,有彈性皮腔保護。
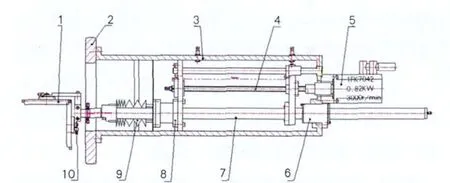
圖1 QFA1250型切方機線管理區布線裝置
布線的傳動裝置裝在隔板后箱體中,箱體固定在隔板上,使重量卸荷在隔板上。傳動的過程為:伺服電機(N=0.82kW)驅動滾珠絲杠旋轉,轉換為螺母的軸向移動,并帶動布線桿沿軸向移動,此時布線桿端部的布線輪實現了在線輥上布線或放線。布線桿由兩直線軸承支承,軸承跨距合理,使拉桿剛性最佳(拉桿直徑35mm),具有很高的硬度、強度和剛性。當布線輪走到最前端時,懸臂最大,若剛性不足,極易使鋼絲抖動,嚴重時能斷線,影響切割質量和進度。在布線箱體中,還裝有平衡軸,與布線桿平行,使布線桿移動平穩,防止切割線跳動。收線輥的布線節距一般為1.5mm,放線輥的節距由生產廠家定(放線輥,本機外購標準型),兩線輥的驅動伺服電機N=17.5kW,布線桿的驅動伺服電機N=0.82kW。機器的PLC控制器對兩組驅動電機的轉速時刻監控并進行計算、調節,使切割線保持恒定的線速度。
對比同類機器,一種進口切方機,其布線有類似的結構,但布線桿的直徑較細,布線桿的支撐軸承并在一起,跨距太小、剛性差,布線桿伸出時容易抖動,斷線的幾率也大,影響切割效率。
2 QP20100型多線切片機的布線裝置
QP20100型多線切片機的布線裝置如圖2所示。線管理區由兩互相垂直隔板分開,垂直隔板里面與切割區相通會有大量研磨砂漿進入,此處只安置布線輪等不怕腐蝕的元件,外面則布置了驅動電機、軸承、導軌等金屬件。布線裝置與繞線輥分別裝在前隔板及側隔板上。
動作原理是:布線伺服電機(固定在隔板上)驅動滾珠絲杠轉動,轉化為螺母在直線導軌上移動,通過支架板帶動布線輪沿線輥軸向移動進行布線。由于是在兩互相垂直的隔板上布置,當布線輪布線時,沒有布線桿的懸臂伸出。因此,布線過程平穩,順暢。為了使布線輪運行穩定,加入一個多片平衡輪,在裝配中進行調節。同時,由于布線過程中,切割鋼線要與線輥始終保持相切狀態,由于線輥直徑不斷在變化,布線輪要隨鋼線方向擺動,所以,在布線輪的上端增加了擺動支點。此外,為了保證規定的布線節距,設置兩個導線柱,鋼線置于中間位置,當布線節距變化時,鋼線碰到導線柱,導線柱上的傳感器將通知機器控制器,經過計算并再次調節布線速度。
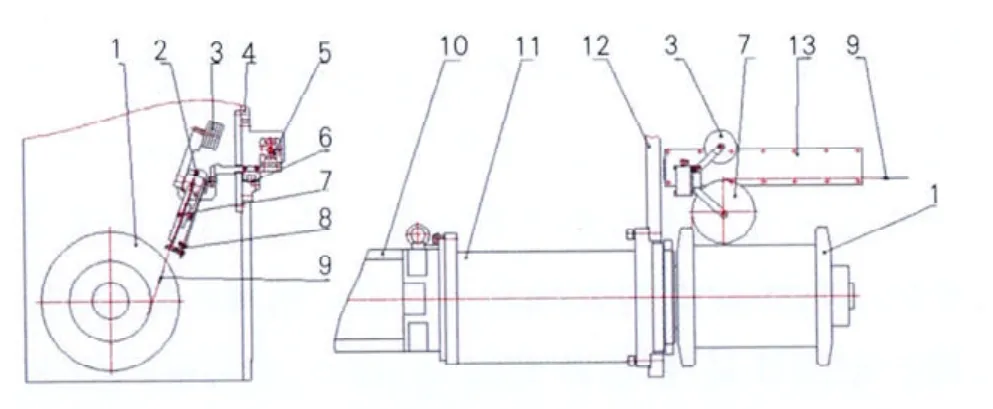
圖2 QP20100型切片機線管理區布線裝置
3 QDB2320型多線切斷機的布線機構
QDB2320型多線切斷機的布線機構如圖3所示,這是用金剛石線切割的多線切割機器,其特點是被切斷的零件數量少,所以線輥上繞線層數少,若繞線層數太多則會使鋼線上的金剛石微粉易脫落。
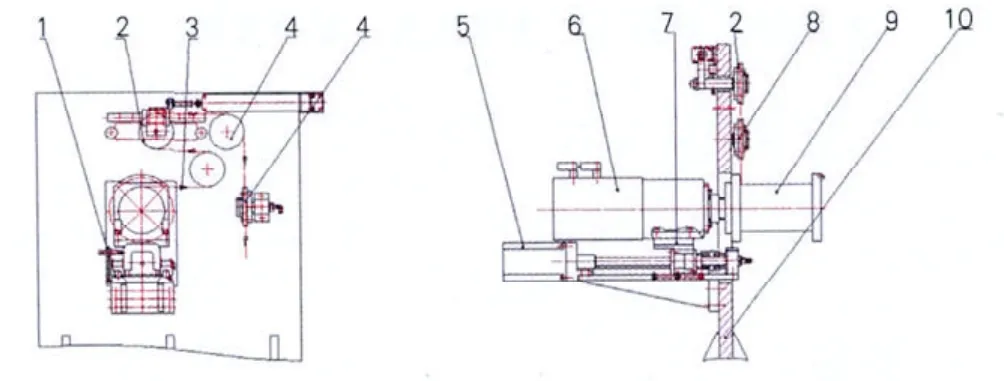
圖3 QDB2320型切斷機布線簡圖
結構特征:收放線輥可互換,線輥不是外購,可自行在專機上繞線,由于線輥上繞線層數少,而且線輥的材料采用高強度的鋁合金,線輥的重量較輕。所以,本機的布線機構選擇了線輥沿自身軸向移動,布線輪固定。
運動順序:布線電機(N=0.82kW)驅動滾珠絲杠轉動,轉化成螺母移動,帶動連接板和繞線輥同步移動,并在電機的驅動下線輥轉動。此時,帶有鋼線的布線輪(固定安裝在隔板上)則實現了在線輥上布線或放線。
這種結構的優點是:由于布線輪固定不移動,所有過輪都可在同一平面布置,使機器線輪布置簡單,鋼線走向順暢。
三 結束語
通過介紹多線切方機、多線切片機和多線切斷機三種切割機的布線結構,可根據各機器的切割特點,選擇步線方式,可最大程度地提高機器的切割效果。