中性墨水流變性與書寫性能相關性研究
2013-09-13 13:06:48劉守軍賀晨霞馮博洪刁紅亮張瑞東
太原理工大學學報 2013年3期
劉守軍,賀晨霞,馮博洪,刁紅亮,張瑞東
(1.太原理工大學 化學化工學院,太原030024;2.山西英可奧化工技術有限公司,太原030009)
中性筆具有結構簡單、書寫潤滑流暢、墨跡收斂堅牢、字跡可永久保存、墨水流量均勻和脫帽時間長等特點,近年來發展迅速,已逐漸取代傳統圓珠筆成為目前主流書寫筆具。中性墨水是中性筆的核心材料,既要適應筆具的簡易性,又要實現與筆頭匹配的單一性,技術指標獨特且涉及多個學科領域,整體技術較為復雜,研發難度較大。盡管我國已成為中性筆生產大國,但迄今中性墨水仍主要依賴國外進口,因此中性墨水制備技術開發對我國制筆行業的可持續發展意義重大[1]。
優秀的書寫性能是中性筆較其他書寫筆具有的核心優勢體現,同時也是中性墨水技術研發的難點之一。中性筆墨水要求書寫時手感舒適,圓潤流暢,線條飽滿,出墨均勻,而書寫時常存在的問題是斷線、甩點、空心等。影響中性墨水書寫性能的因素很多,目前所見到的研究多集中于墨水的分散性、黏度控制和觸變性對書寫性能的影響[2-5],而關于墨水的其他流變學指標[6-7]與其書寫行為相關性的研究國內還鮮見報道。基于此,筆者利用高級旋轉流變儀和書寫劃圓儀等檢測手段,研究了中性墨水屈服應力、屈服應力對應的最大黏度值以及觸變恢復時間等3個流變學指標并與其書寫行為進行了關聯,揭示了中性墨水書寫常見問題的流變學原因,給出了以上指標的最佳控制范圍,以期從流變學角度實現對各種書寫行為的控制。
1 實驗部分
1.1 主要儀器及試劑
儀器:Kinexus Pro高級旋轉流變儀(英國馬爾文儀器有限公司);RH-01C畫圈書寫儀(天津市瑞航電機電器有限公司);分析天平;Mini Zeta型實驗砂磨機(德國耐馳研磨工業公司)。
藥品:聚乙二醇200(撫順佳化有限公司);二甘醇(燕山石化有限公司);防銹劑(上海瑞運精細化工研究所);防腐劑(廣州冠志化工有限公司);水性潤滑劑;陰離子分散劑5029(圣諾普科有限公司);三乙醇胺(撫順佳化有限公司);增稠流變助劑(深圳海潤化工有限公司);顏料酞菁籃;去離子水。
1.2 墨水制備
1)將分散劑充分溶解于去離子水中,再依次加入聚乙二醇200、防銹劑、防腐劑、水性潤滑劑并攪拌均勻形成混合配液。
2)在攪拌狀態下將一定量顏料加入混合配液中,形成顏料漿料。
3)將顏料漿料置于砂磨機循環研磨約30min(研磨條件:直徑0.5mm氧化鋯珠,70%填充率),得到酞菁籃顏料色漿。
4)取一定量顏料色漿,在攪拌狀態下依次加入一定量聚乙二醇200、二甘醇、三乙醇胺和增稠流變助劑,攪拌約1h即得成品中性墨水。
通過調整墨水中增稠流變助劑的含量,即可得到一系列具有不同流變性能的中性墨水。
1.3 書寫性能測試
中性墨水圓珠筆常見的書寫問題主要是斷線、甩點和空心,所謂斷線是指圓珠筆在書寫過程中出現的短暫不出墨導致的紙上線條中斷現象;甩點是指圓珠筆在書寫中遇到拐彎或停頓時在紙上出現堆墨形成黑點的現象;空心是指圓珠筆在書寫過程中出現的線條中空不飽滿的現象。導致中性圓珠筆書寫時出現斷線、甩點和空心的原因很多,而中性墨水的流變性能不佳是其中最主要的因素。
本實驗使用2.86mm內徑筆管、普來米克670/0.5mm筆頭、韓國KDG尾塞油和自制中性墨水灌裝制備中性筆芯。以書寫儀進行書寫劃線測試(劃線測試條件:配重144g,書寫速度48dm/min,劃線紙70g/m2。),通過觀察劃線線條是否存在斷線、甩點和空心現象來評價中性墨水的書寫性能。
1.4 流變性能測試
以Malvern Kinexus Pro高級旋轉流變儀測試墨水流變性能,測量系統為平板PP50(?50mm);測試溫度為(25±0.1)℃;測試方法為在穩態剪切模式下進行的剪切應力掃描;測量參數為墨水的屈服應力τ、屈服應力τ對應的最大剪切黏度η和觸變恢復時間t。
本實驗以中性圓珠筆書寫時出現的斷線、甩點和空心作為墨水書寫性能的評價指標,選擇至少出現其中一種書寫問題的墨水樣品(sam1—sam32)和不存在以上3種書寫問題的墨水樣品(sam0)進行流變測試,分別測取墨水樣品的屈服應力τ、屈服應力τ對應的最大剪切黏度值η和觸變恢復時間t,考察墨水的上述流變學指標與其書寫性能的關系。
2 結果與討論
2.1 屈服應力對書寫性能的影響
依據1.4的測試方法測定墨水流變參數。以墨水樣品sam32為例,在25℃下測取和繪制剪切應力-剪切黏度曲線,實驗結果如圖1所示。從圖1中我們可以看到,隨著剪切應力的逐漸增大,體系的剪切黏度經歷了一個先增大后減小最后趨于平緩的過程,并存在一個剪切黏度的峰值。該峰值即為墨水從類固體轉變為類液體所需要的剪切應力,也就是使流體開始流動所需要的最小力,稱之為屈服應力。墨水在書寫時,當紙面與球珠之間的剪切應力大于屈服應力時,墨水開始流動,并隨著筆頭球珠的走向形成書寫線條。
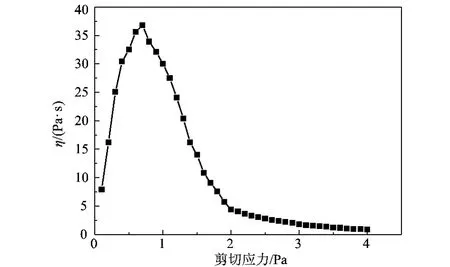
圖1 樣品sam32剪切黏度-剪切應力曲線
分別測取sam1—sam32共32個墨水樣品的屈服應力數據,并按屈服應力數值由小到大依次排列繪制表格,然后對所有樣品依據1.3進行書寫性能測試,并將出現的書寫問題記錄于表格中,所得到的實驗數據見表1。
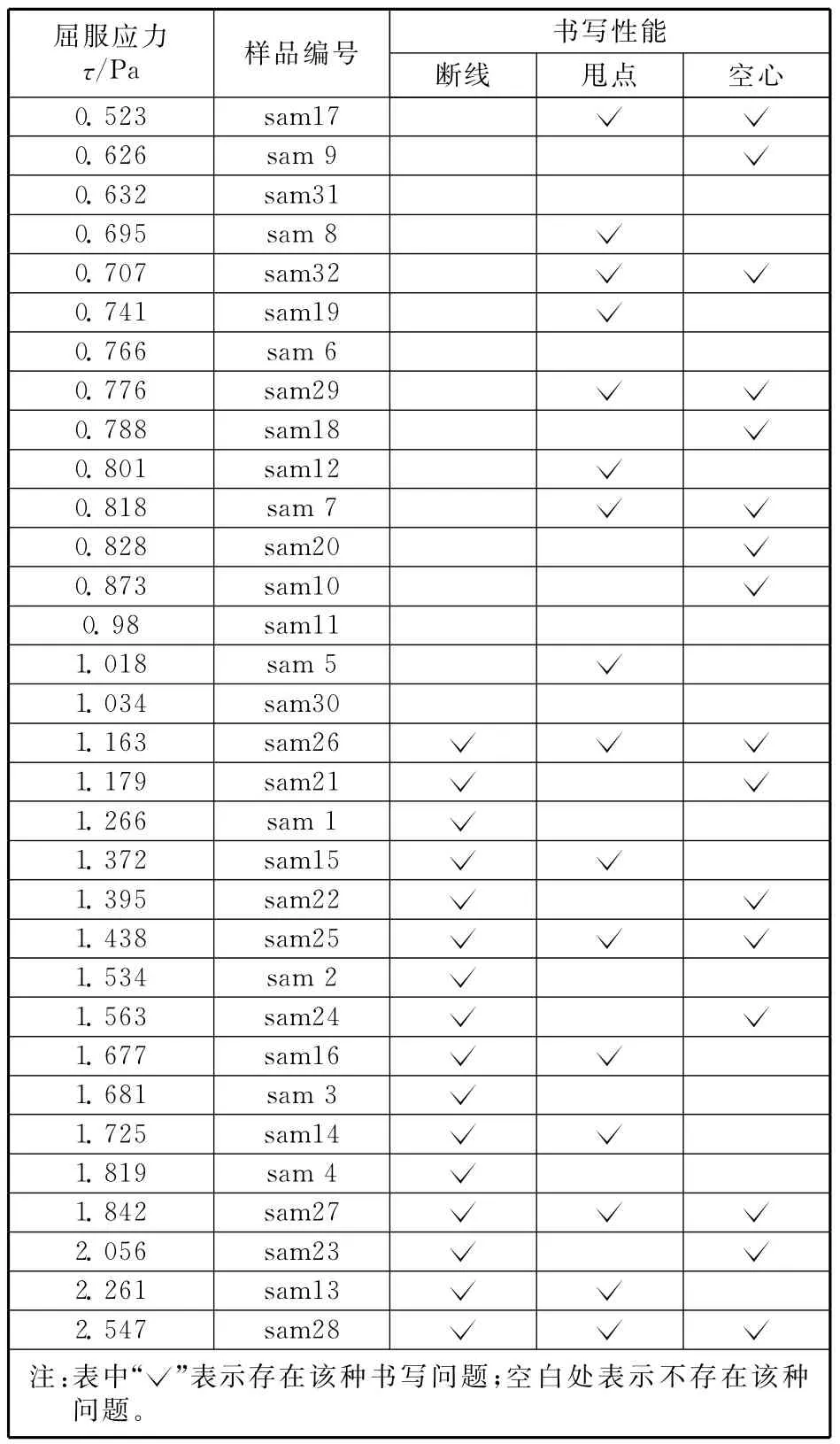
表1 墨水屈服應力與其書寫性能的關系
從表1中可以看出:具有不同屈服應力的中性墨水書寫性能存在較大差異,當墨水的屈服應力在0.523Pa≤τ≤1.034Pa范圍內時,其在書寫時不存在書寫斷線問題;當墨水的屈服應力在1.163Pa≤τ≤2.547Pa范圍內時,其在書寫時存在明顯的斷線問題;而書寫甩點問題和空心問題與屈服應力的變化基本沒有相關性。
中性墨水是中黏度凝膠狀水性顏料分散體,當在墨水施加的剪切應力低于屈服應力時(墨水處于不書寫狀態),膠粒間的范德華引力起主導作用,此時給定的應力與產生的應變呈線性關系,發生拉伸,沒有發生不可逆的位置改變。當在墨水施加的剪切應力高于屈服應力時(墨水處于書寫狀態),膠粒間的范德華引力急劇減小,墨水開始流動。可見屈服應力實際為書寫時所施加外力促使墨水流動所必須跨越的能量壁壘。因此屈服應力過大,會使得書寫手感生硬,甚至會引起書寫斷線;屈服應力過小,雖書寫不易斷線,卻極易造成不書寫時的嚴重漏墨而出現污染問題。因此具備良好書寫性能的中性墨水其屈服應力應保持在一個適當的范圍。通過上述實驗研究發現,當墨水的屈服應力τ≤1.034Pa可保證其在書寫時不發生斷線問題。
2.2 屈服應力對應最大剪切黏度對書寫性能的影響
以墨水樣品sam32為例,屈服應力所對應的最大剪切黏度值即圖1中峰值所對應的剪切黏度值。不同墨水的屈服應力所對應的最大剪切黏度值也存在差異,且其對墨水的書寫性能有較大影響。分別測取sam1—sam32共32個墨水樣品的應力對應最大剪切黏度值數據,并按數值由小到大依次排列繪制表格,然后將所有樣品的書寫性能測試結果記錄于表格中,所得到的實驗數據見表2。從表2中可以看出,當墨水的最大剪切黏度在3.73Pa·s≤η≤27.62Pa·s范圍內時,其書寫存在明顯的甩點問題;當墨水的最大剪切黏度在29.62Pa·s≤η≤42.81Pa·s范圍內時,其書寫沒有出現甩點問題;而書寫斷線問題和空心問題與最大剪切黏度的變化基本沒有相關性。中性墨水是一種塑性流體,且為具有屈服現象的假塑性流體。該類流體隨著外部作用力的增大,其體系內部顆粒間的作用力也在增大,并表現為黏度的增大,此時墨水并不流動;當外部作用達到屈服應力時,墨水才開始流動,而此時的剪切黏度也是墨水剛開始流動時流動能力的表征,黏度大流動能力小,反之流動能力則大。由此可見墨水在書寫過程中,如果屈服應力所對應的最大剪切黏度太小,必然會使墨水在起筆瞬間產生較高的流動性,表現在劃線上即為出現甩點問題。相反,如果屈服應力所對應的最大剪切黏度值太大,就會使墨水在起筆瞬間不足以產生足夠的流動性,在劃線上往往表現為起筆出墨不暢和書寫干澀等問題。因此具備良好書寫性能的中性墨水其屈服應力所對應的最大剪切黏度值應保持一個適當的范圍。通過上述實驗研究發現,當墨水的屈服應力所對應的最大剪切黏度值η≥29.62Pa·s時,可保證其在書寫時不發生甩點問題。
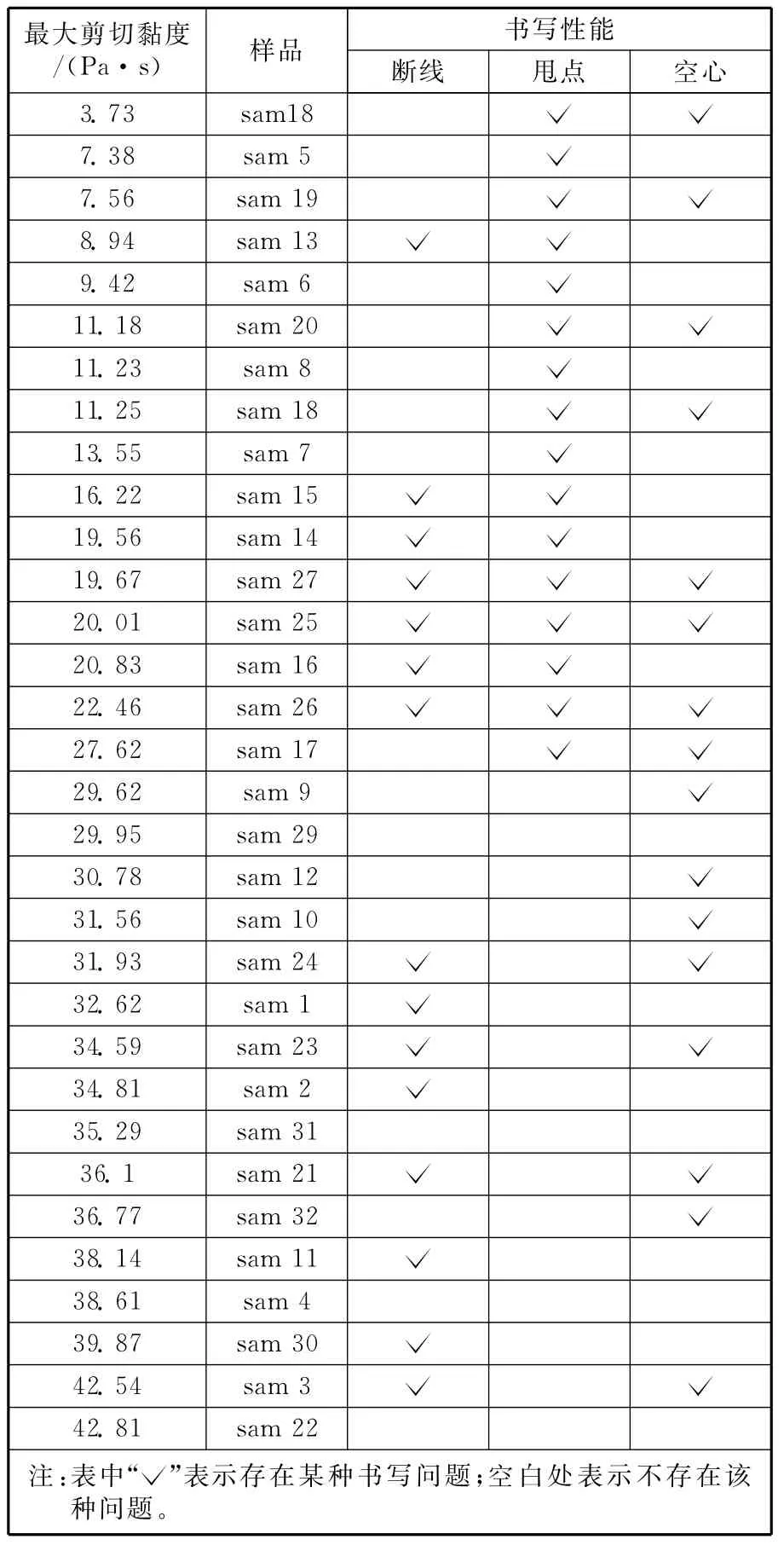
表2 墨水屈服應力所對應的最大剪切黏度與其書寫性能的關系
2.3 恢復時間對書寫性能的影響
依據1.4的測試方法測定墨水的觸變恢復時間t。觸變恢復時間是對流體觸變性強弱的一種表征,其測試方法為在靜置的流體上,在一定時間段內施加一定的剪切速率,測定此時的黏度,后記錄從屈服應力消失開始直到體系黏度恢復到初始黏度的90%為止所消耗的時間即觸變恢復時間。以sam0為例,其測試結果如圖2所示,其中sam0的觸變恢復時間為36.8s。
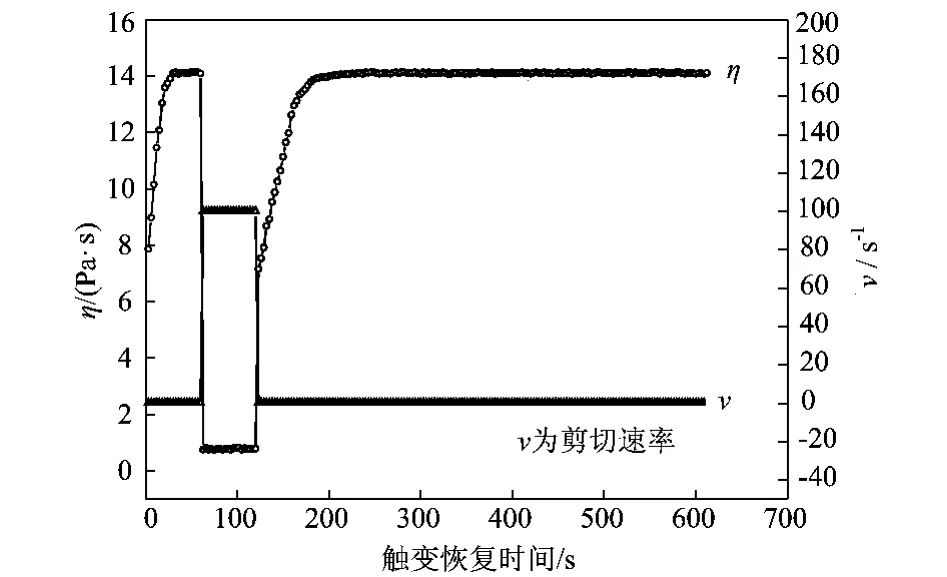
圖2 樣品sam0的觸變恢復時間測試
分別測取sam1—sam32共32個墨水樣品的觸變恢復時間,并按數值由小到大依次排列繪制表格,然后將所有樣品的書寫性能測試結果記錄于表格中,所得到的實驗數據見表3。
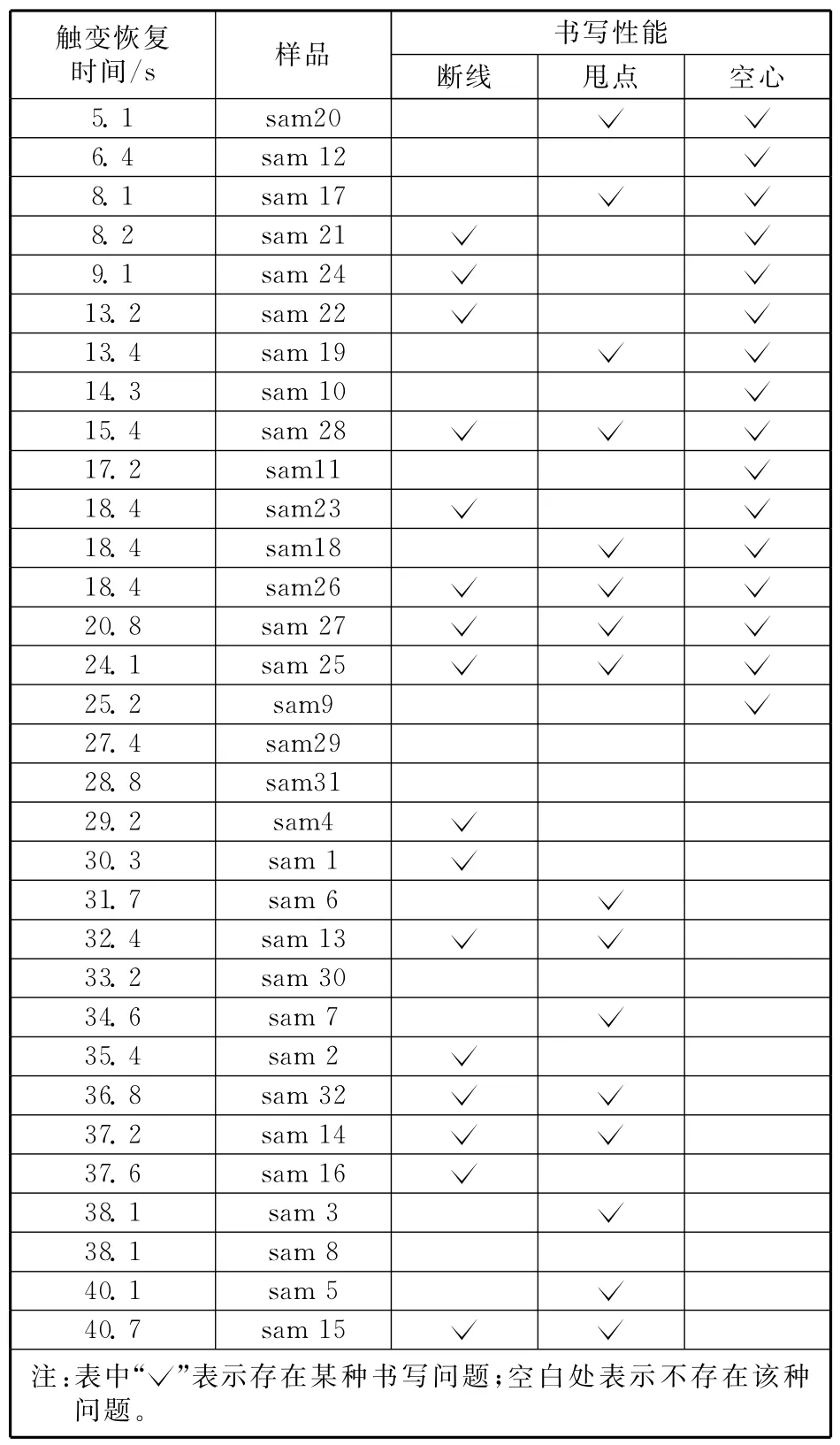
表3 墨水觸變恢復時間與其書寫性能的關系
由表3可以看出,觸變恢復時間不同的中性墨水書寫性能也存在較大差異。當墨水的觸變恢復時間在5.1s≤t≤25.2s范圍內時,其書寫存在明顯的空心問題;當墨水的觸變恢復時間在27.4s≤t≤40.7s范圍內時,其書寫不存在空心問題;而書寫斷線問題和甩點問題與觸變恢復時間的變化基本沒有相關性。
中性墨水剪切變稀的機理為:靜止時墨水內部各物質維持不規則次序,具有很高的內部流動阻力。隨著剪切速率增大,液體中形成的微結構被破壞而流動能力增加。當剪切速率減小或者停止時,各物質又恢復其微結構,表現為墨水逐漸恢復其靜止黏度[7-8]。剪切停止時到墨水體系被破壞的微結構完全恢復的時間稱之為觸變恢復時間。
中性筆書寫主要是利用球珠與紙面直接接觸產生摩擦力,使球珠在球座內滾動而帶出筆芯內的墨水,墨水隨球珠轉動由四周流下。如果墨水觸變恢復時間太短,墨水微結構恢復很快,黏度隨之增大而流動性變小,墨水出墨不足或沒有足夠的時間流平,不能完全覆蓋球珠劃過紙面的空隙,進而導致書寫線條出現空心現象。因此書寫行為對墨水觸變恢復時間同樣有一定的要求。上述實驗研究發現,當墨水的觸變恢復時間t≥27.4s時,可保證其在書寫時不發生空心問題。
3 結論
中性墨水的流變參數與其書寫性能之間有著密切的聯系,研究發現:
1)墨水的屈服應力不應過大,否則會使得書寫手感生硬,甚至會引起書寫斷線。當屈服應力在τ≤1.034Pa時,可保證其在書寫時不發生甩點問題。
2)屈服應力所對應的最大剪切黏度值太小是引起書寫甩點的主要因素。當墨水的屈服應力所對應的最大剪切黏度值η≥29.62Pa·s時,可保證其在書寫時不發生甩點問題。
3)墨水觸變恢復時間太短會導致書寫時有線條空心現象。當墨水的觸變恢復時間t≥27.4s時,可保證其在書寫時不發生空心問題。
[1] 劉寶珠.淺談中性筆用墨水的研究與發展[J].中國制筆,2003(3):43-46.
[2] 楊昕宇,向衛東,潘明初.黏度對中性墨水書寫性能的影響[J].溫州大學學報:自然科學版,2007,28(4):42-45.
[3] 胡卓林,郝瑞光,劉守軍,等.流變性能對中性墨水書寫性能的影響[J].中國制筆,2009(4):14-18.
[4] 錢紀軍,陳愛平,劉眾鑫,等.炭黑中性筆墨水書寫性能的流變學表征[J].精細化工,2009,26(5):506-508.
[5] 劉守軍,馮博洪,賀晨霞,等.聚乙烯吡咯烷酮對炭黑分散體流變性影響的研究[J].太原理工大學學報,2013,44(2):138-141.
[6] Barnes H A,Hutton J F,Walters K.An Introduction to Rheology[M].Holland:Elsevier Science,1989.
[7] Gebhard Schramm.實用流變測量學[M].朱懷江,譯.北京:石油工業出版社,2009.
[8] 吳其曄,巫靜安.高分子材料流變學 [M].北京:高等教育出版社,2002.