6082鋁合金雙軸肩攪拌摩擦焊試板溫度場研究
2013-09-12 07:07:14李敬勇周小平董春林董繼紅
航空材料學報 2013年5期
關鍵詞:焊縫
李敬勇, 周小平, 董春林, 董繼紅
(1.江蘇科技大學先進焊接技術省級重點實驗室,江蘇鎮(zhèn)江 212003;2.北京航空制造工程研究所中國攪拌摩擦焊中心,北京 100024)
攪拌摩擦焊從一出現就備受關注[1],雙軸肩自支撐攪拌摩擦焊技術(BTFSW)是攪拌摩擦焊領域的拓展技術,焊接過程中,上、下雙軸肩與攪拌針共同旋轉并與被焊材料表面相互作用。由于在攪拌頭內部對工件上、下表面形成閉合的內力,大大降低了焊接過程中工件厚度方向承受的載荷,同時,下軸肩代替常規(guī)攪拌摩擦焊的背部墊板,增加了零件裝配及施焊的靈活性,因而,在焊接薄壁、中空結構及其他復雜形狀和特殊位置的工件,如曲線或雙曲率結構件的攪拌摩擦焊接等方面顯示出明顯的優(yōu)勢[2]。
國內外學者在雙軸肩攪拌摩擦焊攪拌頭機構[3~5]、焊接接頭宏觀形貌與微觀組織[6~9]、接頭力學性能[7~11]等方面業(yè)已開展了一定的研究。攪拌摩擦焊接過程中,焊縫區(qū)材料劇烈的塑性變形和攪拌頭軸肩與工件表面劇烈的摩擦,導致攪拌區(qū)附近溫度迅速升高。雙軸肩攪拌摩擦焊的兩軸肩同時產熱,在相同焊接規(guī)范下,與常規(guī)攪拌摩擦焊相比產熱較大,且熱輸入方式也有很大不同。Hilgert提出了針對雙軸肩攪拌摩擦焊的3D熱模型[12];劉雪梅等建立了雙軸肩攪拌摩擦焊的熱-力數值模型,模擬了6mm厚2014鋁合金板材雙軸肩攪拌摩擦焊的溫度場分布[13];Sato等通過有限元數值模擬和焊接試驗研究了焊接夾具對6系鋁合金雙軸肩攪拌摩擦焊試板溫度場的影響,主要考慮了焊接夾具材料、寬度和其之間距離對試板溫度場的影響[14]。本工作研究設計了一系列針對雙軸肩攪拌摩擦焊6082鋁合金板材對接焊接試驗,應用熱電偶測溫技術,實驗測定了不同工藝條件下焊接試板溫度分布曲線,探討了雙軸肩攪拌摩擦焊試板溫度場分布規(guī)律。
1 試驗設計
試驗材料選用6082-T6鋁合金,其化學成分列于表1。焊接試板尺寸為:400mm×60mm×6mm。為了測定焊接過程中試板上溫度分布規(guī)律,在靠近上軸肩、下軸肩2mm的平面分別設置測溫特征點,特征點距焊縫中心的橫向距離分別為12mm,18mm和24mm,試板上安裝熱電偶測溫孔的直徑為 φ 1.2mm。每組試板均設有八個測溫孔,孔底即為測溫特征點,分別標識為CH01至CH08,如圖1所示。
焊接試驗使用FSW-LM2-1020型攪拌摩擦焊機,所用雙軸肩攪拌頭軸肩直徑為φ22.5mm,攪拌針直徑為φ6mm,帶螺紋。焊接試板測溫采用直徑為φ1.0mm的K型鎧裝熱電偶和YOKOGAWA-DX2000無紙記錄儀。在焊接參數優(yōu)化并獲得良好焊縫成形的基礎上,采用攪拌頭旋轉速度600r/min,順時針方向旋轉,焊接速度為300~400mm/min。焊接前,將直徑為φ1.0mm的K型鎧裝熱電偶預先插入鋁板各測溫孔中,實時測量該點在焊接過程中的溫度變化規(guī)律。

表1 6082鋁合金的化學成分(質量分數/%)Table 1 Chemical compositions of aluminum alloy 6082(mass fraction/%)
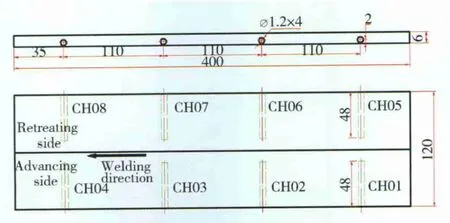
圖1 試板測溫點順序示意圖Fig.1 Diagram of distributed feature points on the workpieces
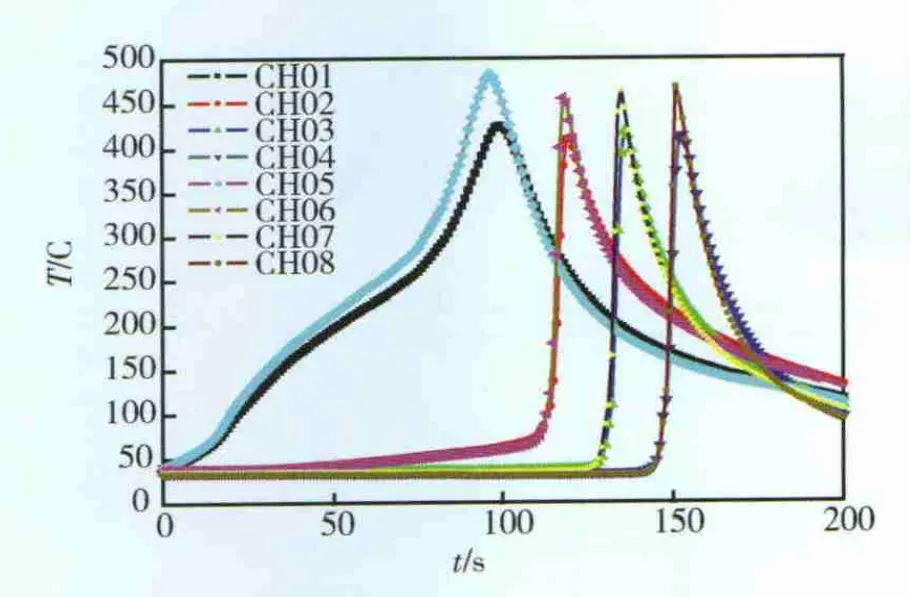
圖2 試板溫度曲線示意圖Fig.2 Temperature-time curves of feature points
2 焊接試板溫度場測量結果與討論
2.1 雙軸肩攪拌摩擦焊試板溫度曲線特征
雙軸肩攪拌摩擦焊過程中,攪拌頭上、下軸肩面同時與試板摩擦產熱,與傳統(tǒng)攪拌摩擦焊產熱相比量大大增加,而且焊接試板不與墊板接觸,其傳導散熱條件也與傳統(tǒng)攪拌摩擦焊有很大不同,因此,可以采用更大的焊接速度,從而提高焊接效率。焊接起始階段,焊接試板溫度較低,其對攪拌頭向前移動會產生很大的阻力,因此,雙軸肩攪拌摩擦焊過程主要分為兩個階段:加速焊接階段和穩(wěn)定焊接階段。
圖2為試驗測得雙軸肩攪拌摩擦焊過程中,焊接試板各特征點典型溫度變化曲線。在加速焊接階段,攪拌頭轉速一定,焊接速度由初始的25mm/min均勻加速至穩(wěn)定焊接速度400mm/min。較慢的初始焊接速度使攪拌頭軸肩與試板之間的摩擦產熱迅速增加,其周圍的金屬迅速塑化,因此,攪拌頭短暫停頓時間較傳統(tǒng)攪拌摩擦焊大大縮短。圖2所示焊接試板溫度分布曲線顯示,靠近焊接起始端測溫點CH01和CH05的初始升溫速率明顯高于傳統(tǒng)攪拌摩擦焊,而在該階段,遠離起始端各測溫點的溫度升溫則非常緩慢。當焊接速度逐漸達到較高的穩(wěn)定焊接速度,攪拌頭接近CH01和CH05測溫點時,其溫度達到峰值溫度;當攪拌頭到達后續(xù)各測溫點時,其溫度值瞬間急劇升高至峰值溫度,然后,隨著攪拌頭的遠離,溫度值逐漸下降。鑒于該階段焊接速度較大,焊接試板受熱時間及較高溫度下的持續(xù)時間顯著縮短。可以看出,雙軸肩攪拌摩擦焊過程不同階段,各測溫點表現了不同的溫度分布特征,而雙軸肩攪拌摩擦焊試板的溫度分布特征與傳統(tǒng)攪拌摩擦焊也明顯不同,前者的焊接過程較后者大大縮短。
2.2 距離焊縫中心不同距離的溫度場分布規(guī)律
由于焊接過程前進側與后退側、靠近上軸肩與下軸肩各測量點均沿焊縫對稱分布,其沿試板寬度方向的溫度變化趨勢相似,因此,本工作僅分析距上軸肩面2mm,前進側測溫點的溫度數據。圖3為同一焊接參數下距焊縫中心不同距離焊接試板測溫特征點的溫度分布曲線。表2列出各特征點的峰值溫度。
由圖3及表2可以發(fā)現,與傳統(tǒng)攪拌摩擦焊溫度場分布規(guī)律一樣,雙軸肩摩擦焊試板寬度方向溫度分布隨著測溫點遠離焊縫中心,其峰值溫度逐漸降低;長度方向,在焊接速度接近穩(wěn)定焊速之前,焊接試板整體溫度達到最高,隨著攪拌頭以穩(wěn)定焊接速度的行進,焊接試板的溫度基本保持穩(wěn)定。焊接過程中摩擦產熱量的疊加,使焊接試板的溫度整體升高,隨著攪拌頭接近焊接試板的末端,攪拌頭前部試板的溫度梯度越來越小,越來越不利于試板的傳導散熱,因此,試板CH04測溫點的溫度較穩(wěn)定焊接階段略有回升。
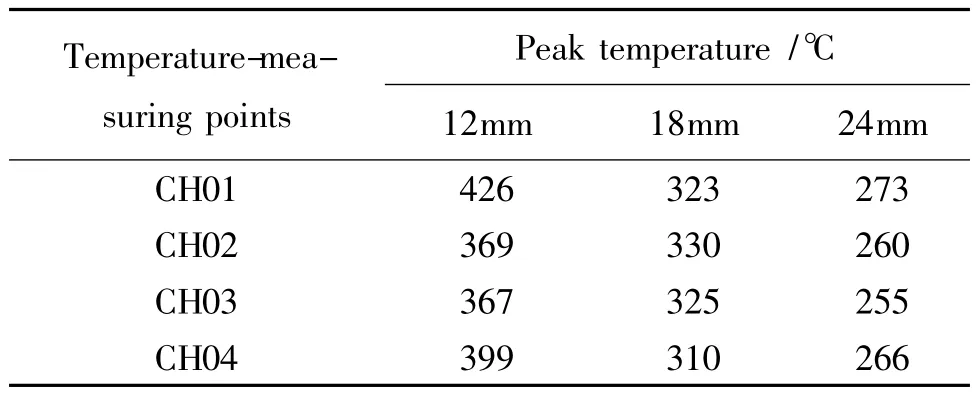
表2 距焊縫中心不同距離測溫點峰值溫度Table 2 Peak temperature of feature points with different distance away from weld seam center
圖3各溫度曲線還顯示,距離焊縫越近的位置溫度上升和下降的越劇烈,而距焊縫越遠的位置,溫度上升下降越平緩,峰值溫度越低。
2.3 上軸肩與下軸肩、前進側與后退側溫度分布規(guī)律
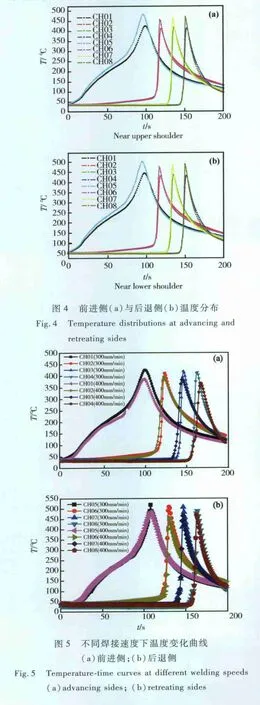
圖4為在同一焊接參數(攪拌頭轉速600r/min,焊速400mm/min)下,距焊縫中心12mm,距試板表面2mm(近上軸肩)與4mm(近下軸肩)各測溫點的溫度分布曲線。表3列出圖4中各曲線對應的峰值溫度。由圖4及表3可以看出,不管是靠近上軸肩面還是下軸肩面,焊接試板后退側的溫度均顯著高
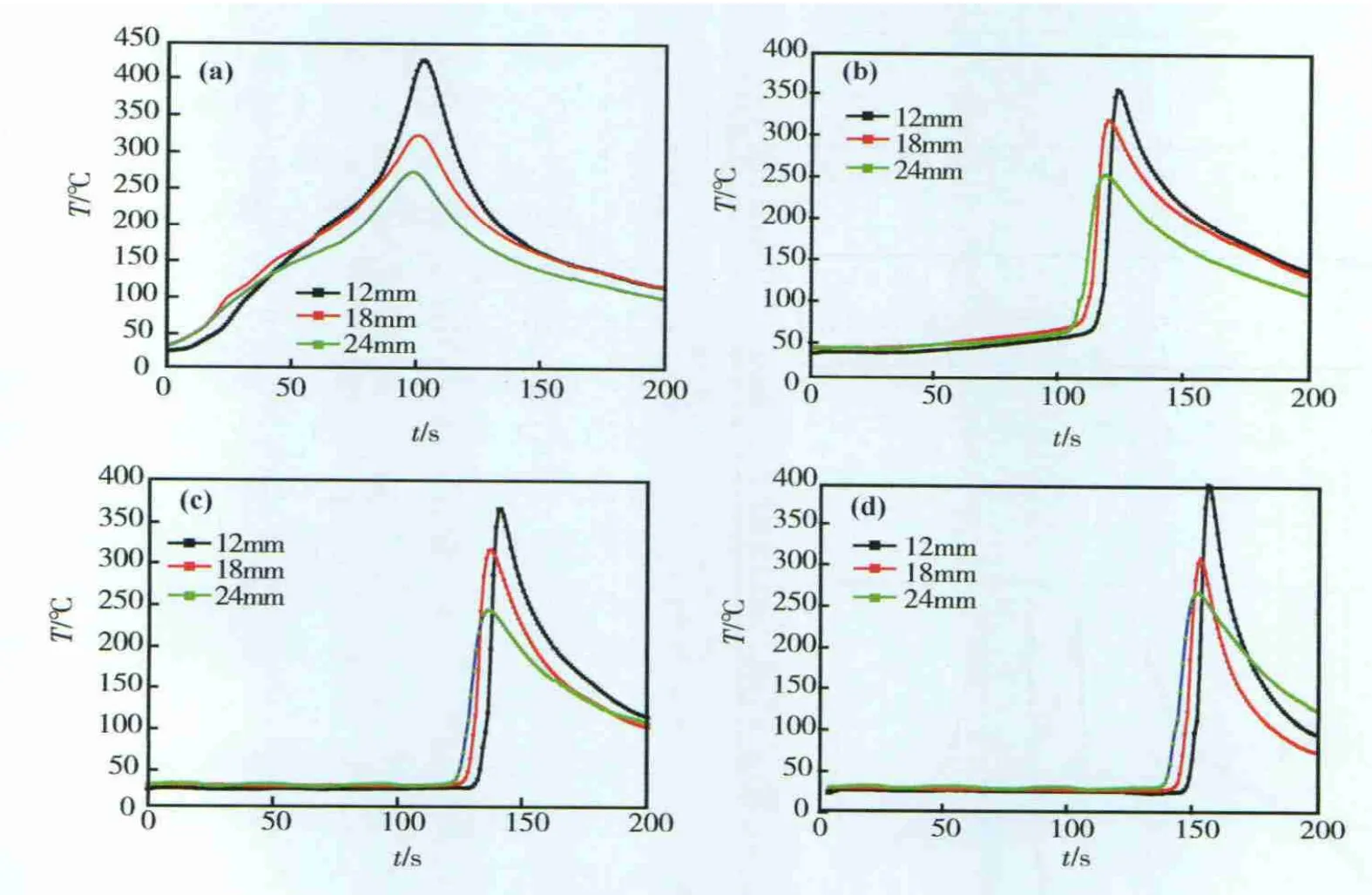
圖3 距焊縫中心不同距離特征點溫度變化曲線Fig.3 Temperature-time curves of feature points with different distance away from weld seam center(a)CH01;(b)CH02;(c)CH03;(d)CH04
2.4 焊接速度對焊接試板溫度場的影響
圖5為不同焊接速度下焊接試板靠近下軸肩表面、距焊縫中心12mm測溫點的溫度分布曲線。由圖5可以看出,在固定攪拌頭轉速的情況下,隨著焊接速度的提高,各測溫點的峰值溫度依次降低,因為提高焊接速度導致單位時間內的焊接熱輸入降低,試件受加熱時間變短,從而導致焊接體系整體溫度均有所降低。當固定攪拌頭轉速為600r/min,焊接速度由300mm/min提高到400mm/min時,溫度減低了20~40℃。隨著測溫孔深度增大,測溫點距離焊縫中心越來越遠,焊接速度對測溫特征點的影響作用逐漸減弱。

表3 靠近上、下軸肩面試板的峰值溫度Table 3 Peak temperature near upper and lower shoulder
3 結論
(1)雙軸肩攪拌摩擦焊過程中雙軸肩同時產熱,其產熱量明顯增加,因此,焊接速度大大提高,焊接過程較傳統(tǒng)攪拌摩擦焊顯著縮短,焊接試板上各區(qū)域的溫度場變化特征與傳統(tǒng)攪拌摩擦焊也明顯不同。
(2)雙軸肩攪拌摩擦焊過程分為均勻加速焊接階段和穩(wěn)定焊接階段,不同焊接階段,各區(qū)域測溫點的溫度變化曲線明顯不同,均勻加速焊接階段,靠近試板起始端測溫點的溫度緩慢升高,而在穩(wěn)定焊接階段,當攪拌頭到達測溫點附近時,較高的焊接速度使得后續(xù)各測溫點的溫度瞬間急劇升高至峰值溫度,且在高溫下的持續(xù)時間大大縮短。(3)靠近下軸肩試板的溫度高于靠近上軸肩試板,后退側的溫度明顯高于前進側,焊接試板的其他溫度分布特征與傳統(tǒng)攪拌摩擦焊相同,即固定攪拌頭轉速的情況下,隨著焊接速度的提高,各測溫點的峰值溫度依次降低,測溫點距離焊縫中心越遠,焊接速度對其溫度分布的影響作用越弱;同樣焊接參數下,距離焊縫越近的位置溫度上升和下降的越劇烈,峰值溫度越高。
[1]馮濤,郁振其,韓洋,等.SiCp/2024Al鋁基復合材料攪拌摩擦焊接頭微觀組織[J].航空材料學報,2013,33(4):27-31.(FENG T,YU Z Q,HAN Y,et al.Friction stir welding microstructure of SiCp/2024Al MMC[J].Journal of Aeronautical Materials,2013,33(4):27 -31.)
[2]劉會杰,趙運強,侯軍才.自持式攪拌摩擦焊研究[J].焊接,2010(11):7-10.(LIU H J,ZHAO Y Q,HOU J C.Progress in self-reacted friction stir welding[J].Welding & Joining,2010(11):7-10.
[3]劉會杰,趙運強,侯軍才,等.上、下軸肩直徑不等的自持式攪拌摩擦焊方法及其攪拌頭[P].CN 101947691 A,2011.01.19.
[4]SKINNER M,EDWARDS R L,ADAMS G,et al.Improvements to the FSW process using the self-reacting technology[C]//4th International Symposium on Friction Stir Welding.Park City,Utah,USA,2003.S6B - P2.
[5]THOMAS W M,WIESNER C S.Conventional and bobbin friction stir welding of 12% chromium alloy steel using composite refractory tool materials[J].Science and Technology of Welding and Joining,2009,14(3):247 -253.
[6]董春林,董繼紅,趙華夏,等.6082鋁合金雙軸肩FSW接頭組織及腐蝕性能[J].焊接學報,2012,33(10):5-9.(DONG C L,DONG J H,ZHAO H X,et al.Microstructures and electrochemical performance of 6082-T6 aluminum alloy welds prepared by bobbin friction stir welding[J].Transactions of the China welding institution,2012,33(10):5-9.
[7]趙衍華,李延民,郝云飛,等.2219鋁合金雙軸肩攪拌摩擦焊接頭組織與性能分析[J].宇航材料工藝,2012(6):70-75.(ZHAO Y H,LI Y M,HAO Y F,et al.Microstmcture and mechanieal propenies of self-reacting friction stir welding of 2219 aluminium Alloy[J].Aerospace Materials &Technology,2012(6):70-75)
[8]THREADGILL P L,AHMED M M Z,MARTIN J P,et al.The use of bobbin tools for friction stir welding of aluminium alloys[J].Materials Science Forum,2010,638/639/640/641/642:1179-1184.
[9]張健,李光,李從卿,等.2219-T4鋁合金雙軸肩FSW與常規(guī)FSW接頭性能對比研究[J].焊接,2008(11):50-52.(ZHANG J,LI G,LI C Q,et al.Comparison of joint properties of AA2219-T4 between conventional FSW and Bobbin-tool FSW[J].Welding& Joining,2008(11):50-52).
[10]THOMAS W M,WIENSNER C S.Recent developments of FSW technologies evaluation of root defects,composite refractory tools for steel join and one-pass welding of thick sections using self-reacting bobbin tools[C].8th International Conference on Trends in Welding Research.Pine Mountain,GA,United States,2008.25 -34.
[11]MARIE F D,ALLEHAUX D,ESMILLER B,et al.Development of the bobbin tool technique on various aluminum alloys[C]//5th International Symposium on Friction Stir Welding.Metz,France,2004.S01 - P1.
[12]HILGERT J,SCHMIDT H N B,SANTOS J F,et al.Thermal Models for Bobbin Tool Friction Stir welding[J].Jounral of Materials Processing Technology 211(2011):197-204.
[13]劉雪梅,姚君山,蔡躍,等.雙軸肩攪拌摩擦焊溫度場數值模擬研究[OL].中國科技論文在線http://www.paper.edu.cn/index.php/default/releasepaper/content/201101-772.(LIU X M,YAO J S,CAI Y,et al.Simulation on the temperature field of bobbin tool friction stir welding of 2014 Al. http://www.paper. edu.cn/index.php/default/eleasepaper/content/201101 -772.)
[14]SATO T,SUDA T.Finite element analysis of friction stir welding affected by heat conduction through welding jig[C]//11th International aluminium conference-INALCO 2010 New Frontiers in light metals.IOS Press,2010.139 -146.
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術學院學報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
